Изобретение относится к области сварки пластмасс и может найти применение при ультразвуковой сварке деталей из полимерных материалов.
Целью изобретения является повышение прочности сварного соединения.
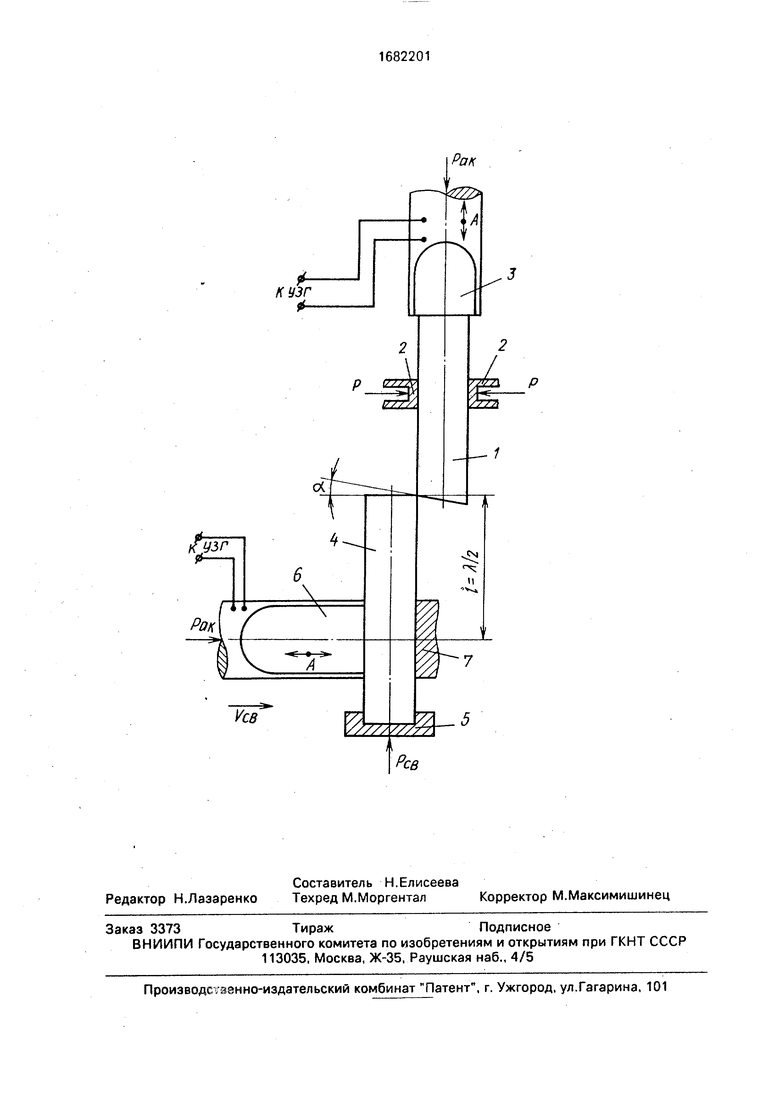
На чертеже изображены детали ь процессе сварки.
Способ ультразвуковой сварки полимерных материалов заключается в следующем.
Деталь 1 закрепляют в фиксаторе 2 и прижимают к ней волновод 3. Деталь А устанавливают в опоре 5 и прижимают волноводом 6 к упору 7. Детали сдавливают, При этом со стороны волноводов 3 и 6 детали
находятся под давлением акустического контакта (Рак)- а со стороны опоры 5 - под давлением сварки (Рев). В зону соединения деталей 1 и 4 вводят ультразвуковые колебания, причем волновод 3 обеспечивает введение нормальных ультразвуковых колебаний со стороны детали 1, а волновод 6 - введение тангенциальных ультразвуковых колебаний со стороны детали 4. Одновременно со сдавливанием деталей и введением в зону соединения ультразвуковых колебаний осуществляют наложение соединяемых поверхностей друг на друга, перемещая при этом детали в направлении, перпендикулярном их оси. Соединяемую поверхность детали 1 выполняют с углом наклона к плоскости сварки, равным 10-15°.
о
ю ю о
Перемещение деталей начинают с короткой боковой стороны детали 1.
Увеличение угла наклона соединяемой поверхности более 15° приводит к расплавлению большего объема материала в зоне шва, вследствие чего в данной зоне происходит деструкция материала деталей и, сле- довательио, уменьшение прочности сварного соединения. При угле наклона соединяемых поверхностей менее 10° не обеспечивается необходимое перемешивание расплавленного материала деталей в зоне сварного шва. Величина угла наклона соединяемой поверхности, обеспечивающая наилучшие результаты, определена экспериментальным путем и составляет 10- 15°.
Пример. Проведена ультразвуковая сварка деталей, имеющих поперечное сечение 15x10 мм и длину 60 мм. К деталям подводились ультразвуковые колебания амплитудой 26 мкм и 18 мкм соответственно. Поступательное движение свариваемых деталей друг относительно друга производилось со скоростью VCB 2 мм/с с помощью рычажного устройства (не показано). Угол наклона соединяемой поверхности одной из деталей составлял 10°.
Полученные образцы испытывались на растяжение. При этом прочность образцов составила 90-96% от прочности основного материала.
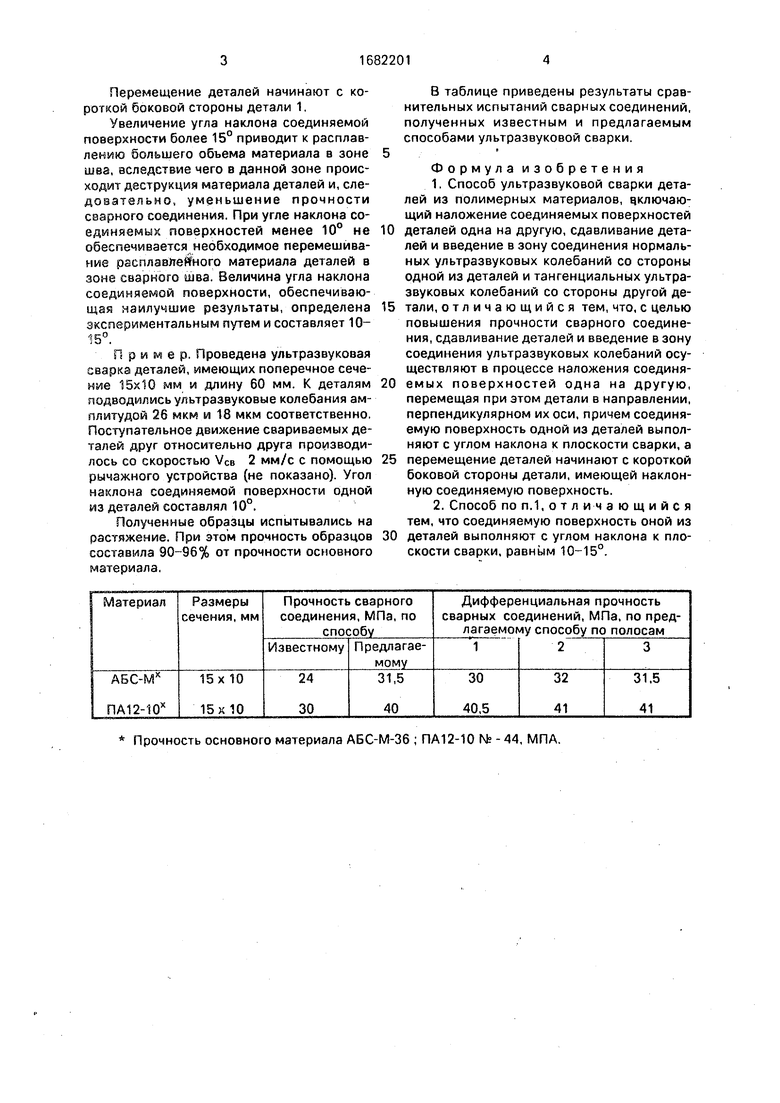
В таблице приведены результаты сравнительных испытаний сварных соединений, полученных известным и предлагаемым способами ультразвуковой сварки.
Формула изобретения
1.Способ ультразвуковой сварки деталей из полимерных материалов, включающий наложение соединяемых поверхностей деталей одна на другую, сдавливание деталей и введение в зону соединения нормальных ультразвуковых колебаний со стороны одной из деталей и тангенциальных ультразвуковых колебаний со стороны другой детали, отличающийся тем, что, с целью повышения прочности сварного соединения, сдавливание деталей и введение в зону соединения ультразвуковых колебаний осуществляют в процессе наложения соединяемых поверхностей одна на другую, перемещая при этом детали в направлении, перпендикулярном их оси, причем соединяемую поверхность одной из деталей выполняют с углом наклона к плоскости сварки, а перемещение деталей начинают с короткой боковой стороны детали, имеющей наклонную соединяемую поверхность.
2.Способ по п.1,отличающийся тем, что соединяемую поверхность оной из деталей выполняют с углом наклона к плоскости сварки, равным 10-15°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыковой ультразвуковой сварки деталей из полимерных материалов | 1987 |
|
SU1512802A1 |
| Способ ультразвуковой сварки полимерных материалов | 1985 |
|
SU1321596A1 |
| Способ ультразвуковой сварки пластмассовых деталей кольцевыми швами | 1980 |
|
SU876473A1 |
| Способ ультразвуковой сварки термопластов | 1979 |
|
SU856829A1 |
| Способ ультразвуковой сварки полимерных лент | 1988 |
|
SU1620321A1 |
| Способ ультразвуковой сварки полимерных пленок | 1980 |
|
SU903160A1 |
| Способ ультрозвуковой сварки полимерных пленок | 1983 |
|
SU1154104A1 |
| Способ сварки фторопласта-4 | 1980 |
|
SU952638A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2015 |
|
RU2605888C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТЕРМОПЛАСТОВ | 1996 |
|
RU2109634C1 |
Изобретение относится к сварке пластмасс и может найти применение при ультразвуковой сварке деталей из полимерных материалов. Цель - повышение прочности сварного соединения. Для этого в способе ультразвуковой сварки деталей из полимерных материалов сдавливание деталей и введение в зону соединения ультразвуковых колебаний осуществляют в процессе наложения соединяемых поверхностей одна на другую. При этом детали перемещают в направлении, перпендикулярном их оси. Соединяемую поверхность одной из деталей выполняют с углом наклона к плоскости сварки. Перемещение деталей начинают с короткой боковой стороны детали, имеющей наклонную соединяемую поверхность. Кроме того, соединяемую поверхность одной из деталей выполняют с углом наклона к плоскости сварки, равным 10-15°. 1 з.п, ф-лы. 1 ил. сл с
Прочность основного материала АБС-М-36 ; ПА12-10 № - 44, МПА.
Уев
ттЖ- 5
/7/7/ Рее
| Волков С.С | |||
| и др | |||
| Сварка пластмасс ультразвуком | |||
| - М.: Химия, 1974, с.15 | |||
| Способ стыковой ультразвуковой сварки деталей из полимерных материалов | 1987 |
|
SU1512802A1 |
| Солесос | 1922 |
|
SU29A1 |
