(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБОК С БУРТИКАМИ
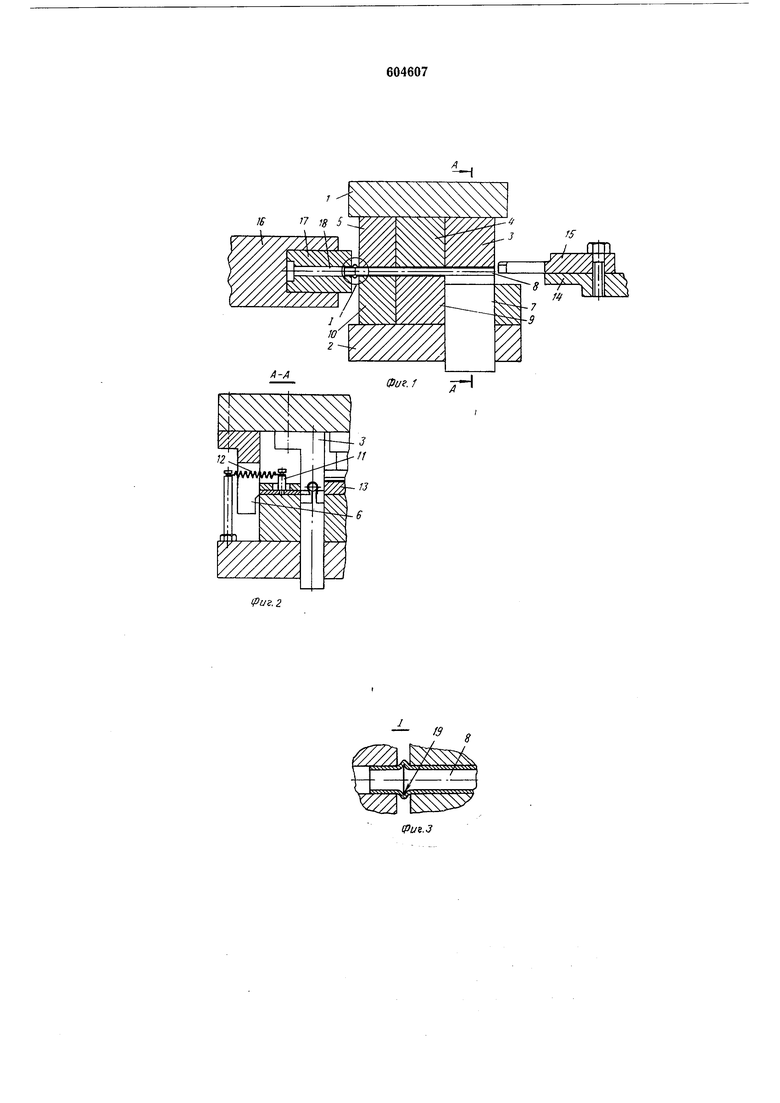
При ходе ползуна пресса-автомата вниз в ленточной заготовке на позиции вырезки (на чертежах не показана) производится обрезка контура детали и пробивка отверстия. При следующем ходе ползуна пресса-автомата ленточная заготовка валковым механизмом пода чи пресса-автомата подается на позицию предварительной гибки, где заготовка отрезается пуансоном 3 и матрицей 13 от ленты, одновременно этим же пуансоном производится гибка детали на калибровочной оправке 8. В конце хода ползуна пресса-автомата боковым пуансоном И посредством клина 6 производится на незначительной длине согнутой заготовки подгибка, которая закрепляет заготовку на оправке 8, что способствует надежному перемещению заготовки с первой гибочной позиции на вторую щибером 15 при ходе ползуна пресса-автомата вверх и исключает возможность соскакивания заготовки при большом числе ходов ползуна.
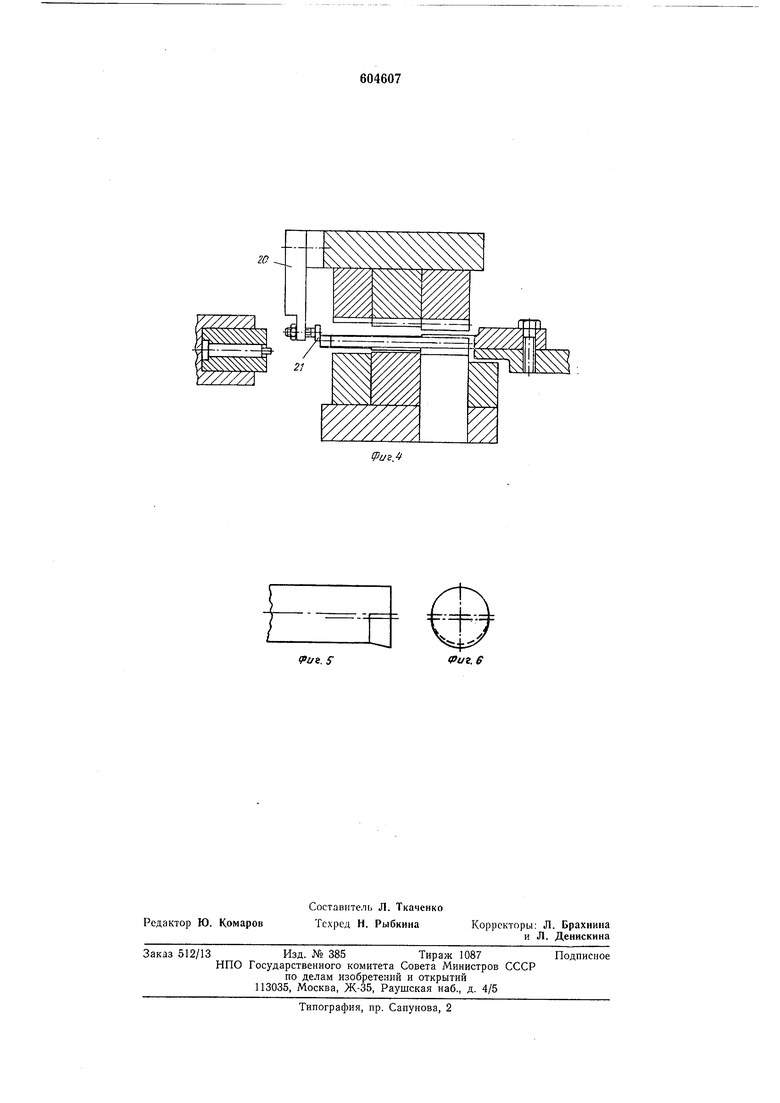
На второй гибочной позиции производится окончательное сворачивание заготовки в трубку, которая последующей заготовкой посредством щибера 15 перемещается на позицию осадки буртика до еинта 21 упора 20 и занимает строго фиксированное положение. При следующем ходе ползуна пресса-автомата вниз свернутая заготовка на позиции осадки калибруется по наружному и внутреннему днаметрам на калибровочной оправке 8 между полуматрицами 5 и 10. Далее отводится подвижный упор и производится осадочной матрицей 17 с помощью оправки 18 осадка буртика с
одновременной калибровкой второй части детали. Выступ 19 на рабочем конце оправки 8 перемещает материал в месте стыка от центра трубки, способствуя образованию бурта. Наличие выступа на калибровочной оправке создает также дополнительное торможение перемещающимся по оправке заготовкам, что очень важно при больщом числе ходов ползуна пресса-автомата.
Введение в конструкцию бокового подгибочного пуансона позволило увеличить стабильность щта-мповки даже при увеличении числа ходов ползуна пресса-автомата с 40 ход/мин до 100-150 ХОД/МИ1Н, что свело до минимума наличие бракованных деталей, появление которых связано с соскакиванием заготовок с калибровочной оправки.
Формула изобретения
Устройство для изготовления трубок с буртиками из длинномерного материала, содержащее калибровочную оправку, отличающееся тем, что, с целью повыщения «ачества буртиков, рабочий конец калибровочной оправки снабжен радиальным наклонным выступом, -имеющим наибольщую высоту в месте стыка материала трубки.
Источники информации, принятые во внимание при экспертизе
,1. Малов А. Н. Технология холодной щтамповки, М., «Мащиностроение, 1969, с. 409- 410.
2. Авторское свидетельство СССР № 207203, «л. В 2Ш5/ГО, 1966.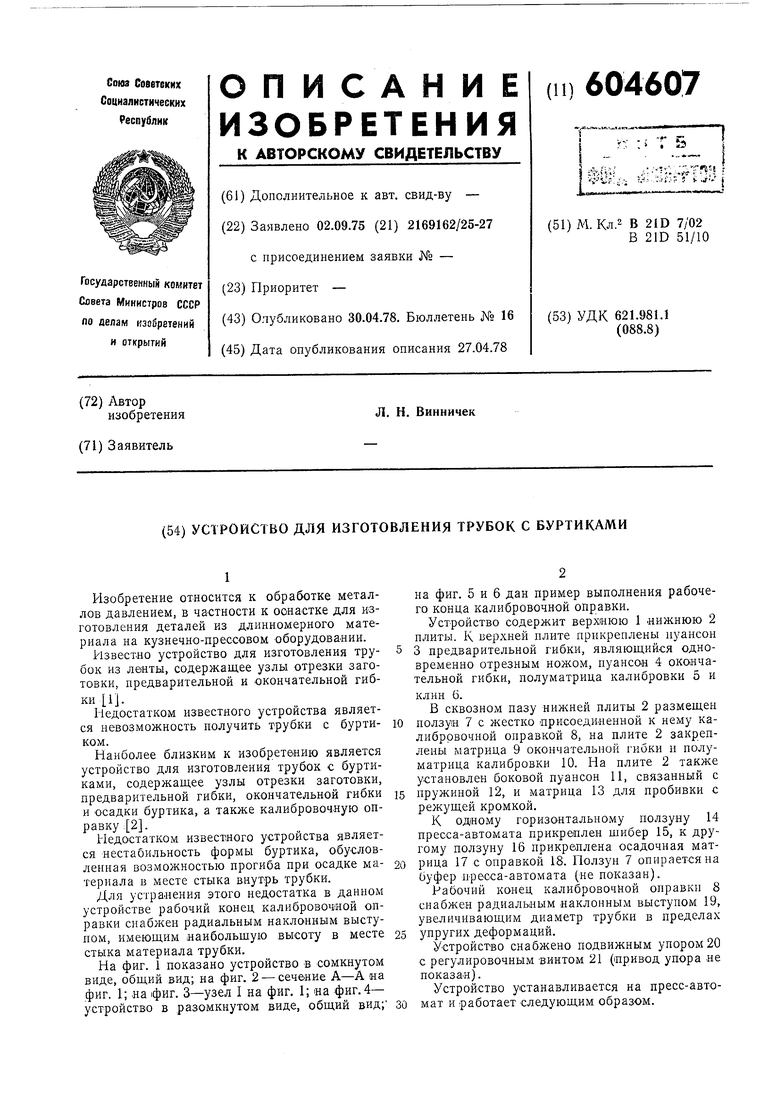
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| Многопозиционный штамповочный автомат | 1980 |
|
SU1013302A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Автоматическое устройство для изго-ТОВлЕНия СВЕРТНыХ ВТулОК из лЕНТОч-НОгО МАТЕРиАлА | 1978 |
|
SU827220A1 |
| Гибочное устройство | 1980 |
|
SU995975A1 |
| Цепевязальный автомат | 1979 |
|
SU1022396A1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ П-ОБРАЗНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2535823C2 |