(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕЛКИХ ИЗДЕЛИЙ ПРОФИЛЬНОГО СЕЧЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| РОЛИКОГИБОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ С-ОБРАЗНОГО ПРОФИЛЯ ДЛЯ СБОРНОЙ КАРКАСНОЙ КОНСТРУКЦИИ ИЗ РУЛОННОЙ СТАЛИ | 2014 |
|
RU2587701C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ВТУЛОК из ЛЕНТЫ | 1972 |
|
SU349443A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Устройство для гибки изделий из проволоки и стержней | 1980 |
|
SU997929A1 |
| Станок для изготовления особо тонкостенных труб | 1960 |
|
SU138578A1 |
| Устройство к универсально-гибочному автомату для изготовления пустотелых заклепок | 1986 |
|
SU1366258A1 |
| Установка для изготовления деталей скобообразной формы | 1977 |
|
SU689759A1 |
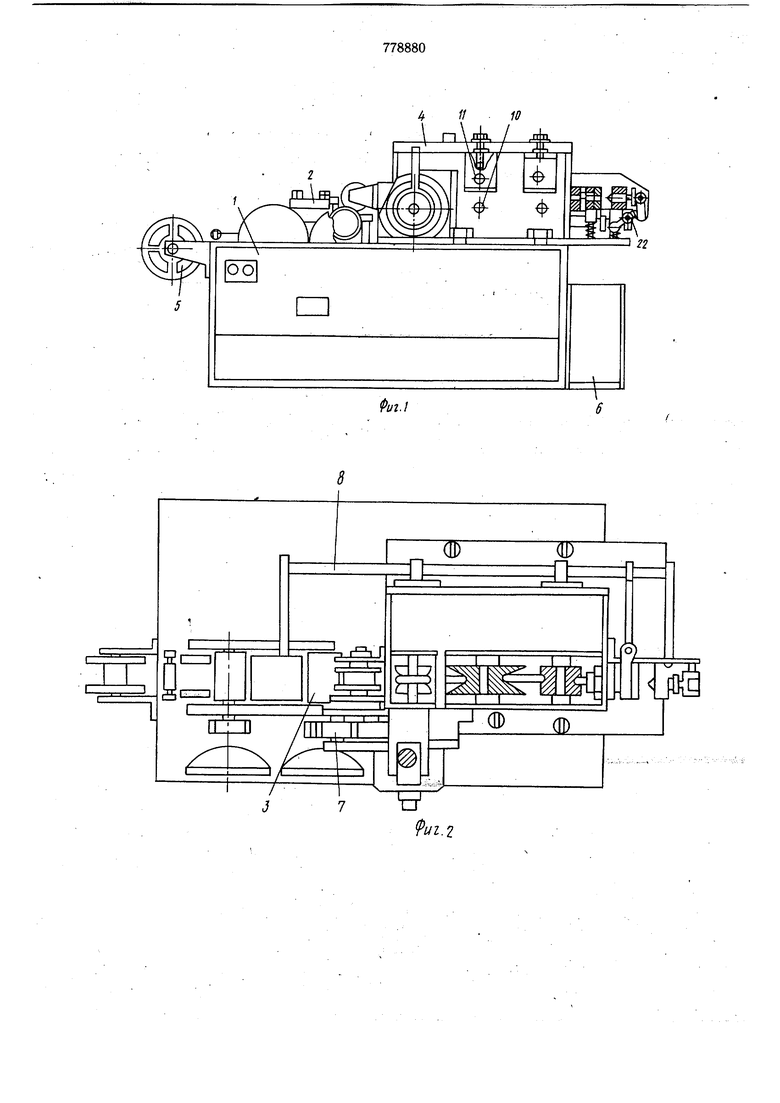
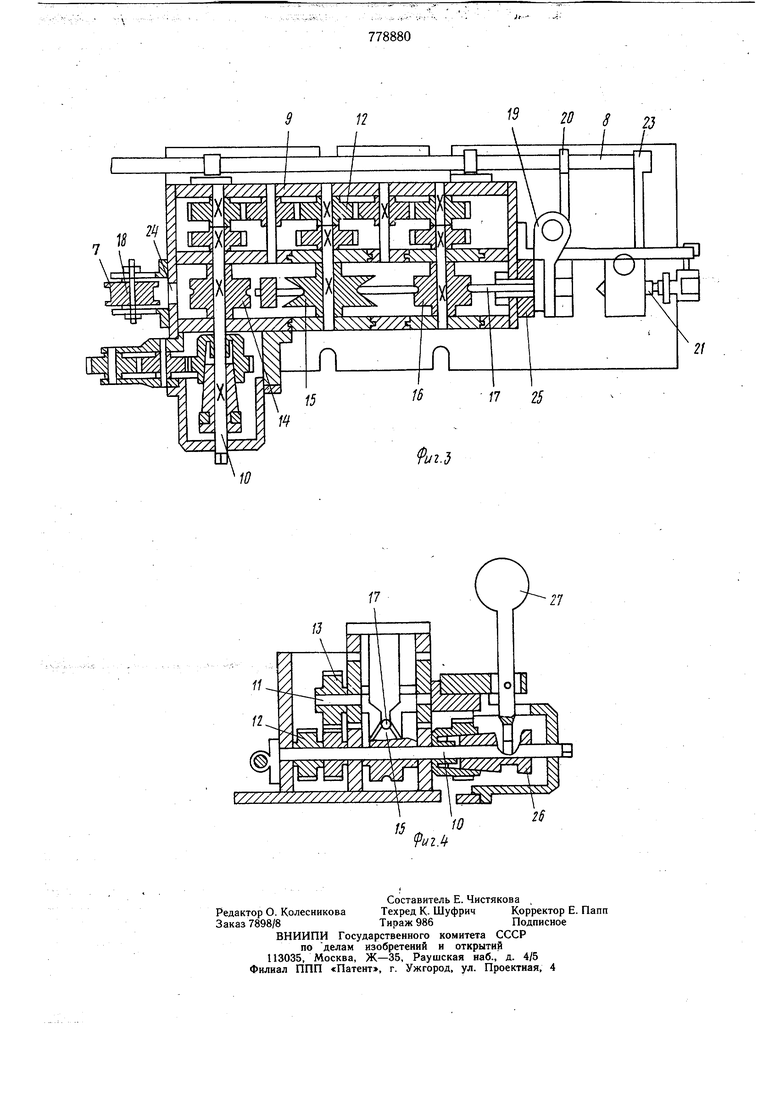
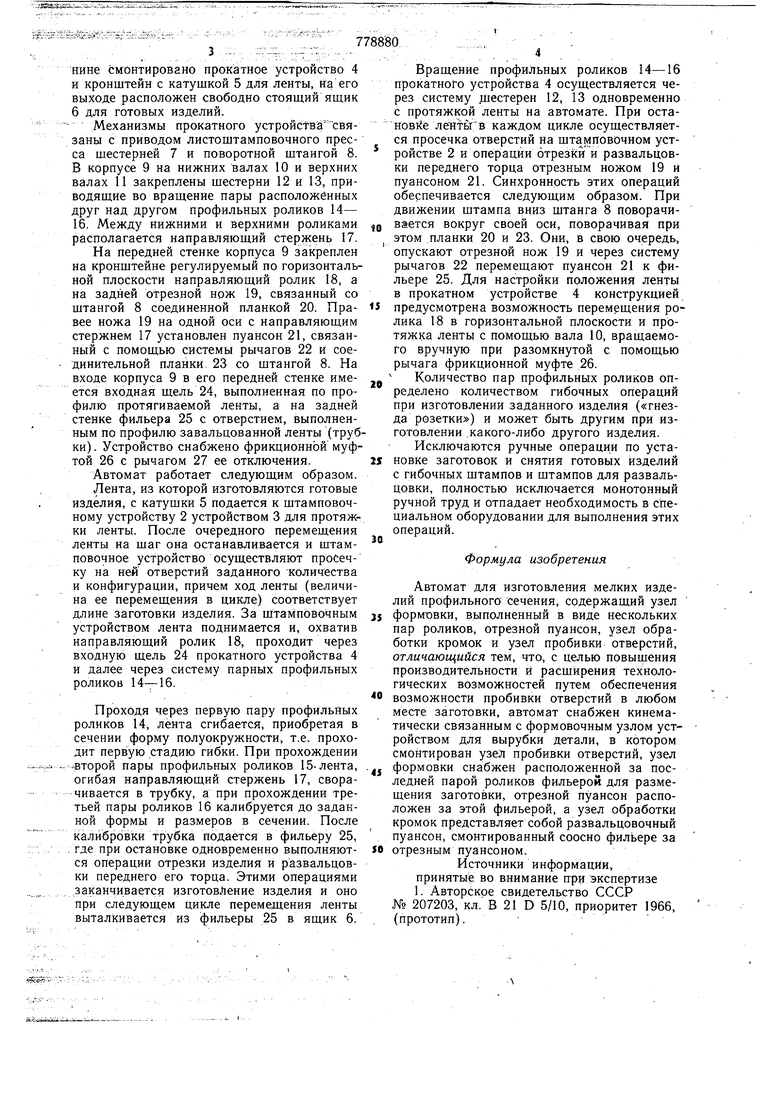
Изобретение относится к обработке металлов давлением и может быть использовано в приборостроении и других отраслях народного хозяйства для изготовления мелких изделий, в частности гнезд розеток к электробритвам. Известен автомат .для изготовления мелких изделий профильйото сечения, содержащий узел формовки, выполненный в виде нескольких пар роликов, отрезной пуансон, узел обработки кромок и узел пробивки отверстий 1. В данной конструкции имеются две плиты с фигурной направляющей щелью, отрезной пуансон установлен после роликов и направляющей оправки. Наличие плит усложняет конструкцию и исключает возможность изменения при необходимости профиля детали даже при замене формообразующих роликов и оправки. Кроме того, конструкции пробивка отверстий производится после первой пары роликов в полусогнутой ленте, что возможно только в продольной осевой зоне. Конструкция не обеспечивает также отрезку ленты по щирнне. Цель изобретения - повышение производительности и расширение технологических возможностей путем обеспечения возможности пробивки отверстий в любом месте заготовки. Поставленная цель достигается тем, что автомат снабжен кинематически связанным с формовочным узлом устройством для вырубки детали, в котором смонтирован узел пробивки отверстий, узел формовки снабясен расположенной за последней парой роликов фильеров для размещения заготовки, отрезной пуансон расположен за этой фильерой, а узел обработки кромок представляет собой развальцовочный пуансон, смонтированный соосно фильере за отрезным пуансоном. На фиг. 1 показан автомат, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - прокатное устройство, вид сверху с частичным разрезом в горизонтальной, плоскости для наилучшего показа конструкции; на фиг. 4 - то же, поперечный разрез. Автомат собран на станине 1, внутри которой расположен привод его механизмов, в том числе штамповочного устройства 2 и устройства 3 для протяжки ленты. На стаНине смонтировано прокатное устройство 4 и кронштейн с катушкой 5 для ленты, на его выходе расположен свободно стояший яш,ик 6 для готовых изделий. Механизмы прокатного устройствасвязаны с приводом листоштамповочного пресса шестерней 7 и поворотной штангой 8. В корпусе 9 на нижних валах 10 и верхних валах 11 закреплены шестерни 12 и 13, приводящие во вращение пары расположенных друг над другом профильных роликов 14- 16. Между нижними и верхними роликами располагается направляющий стержень 17. На передней стенке корпуса 9 закреплен на кронштейне регулируемый по горизонтальной плоскости направляющий ролик 18, а на задней отрезной нож 19, связанный со штангой 8 соединенной планкой 20. Пранее ножа 19 на одной оси с направляющим стержнем 17 установлен пуансон 21, связанный с помощью системы рычагов 22 и соединительной планки 23 со штангой 8. На входе корпуса 9 в его передней стенке имеется входная щель 24, выполненная по профилю протягиваемой ленты, а на задней стенке фильера 25 с отверстием, выполненным по профилю завальцованной ленты (труб ки) . Устройство снабжено фрикционной муфтой 26 с рычагом 27 ее отключения. Автомат работает следующим образом. Лента, из которой изготовляются готовые изделия, с катушки 5 подается к штамповочному устройству 2 устройством 3 для протяжки ленты. После очередного перемещения ленты на шаг она останавливается и штамповочное устройство осуществляют просечку на ней отверстий заданного количества и конфигурации, причем ход ленты (величина ее перемещения в цикле) соответствует длине заготовки изделия. За штамповочным устройством лента поднимается и, охватив направляющий ролик 18, проходит через входную щель 24 прокатного устройства 4 и далее через систему парных профильных роликов 14-16. Проходя через первую пару профильных роликов 14, лента сгибается, приобретая в сечении форму полуокружности, т.е. проходит первую стадию гибки. При прохождении второй пары профильных роликов 15-лента, огибая направляющий стержень 17, сворачивается в трубку, а при прохождении третьей пары роликов 16 калибруется до заданной формы и размеров в сечении. После калибровки трубка подается в фильеру 25, , где при остановке одновременно выполняются операции отрезки изделия и развальцовки переднего его торца. Этими операциями заканчивается изготовление изделия и оно при следующем цикле перемещения ленты выталкивается из фильеры 25 в ящик 6. Вращение профильных роликов 14-16 прокатного устройства 4 осуществляется через систему шестерен 12, 13 одновременно с протяжкой ленты на автомате. При остановйе леитЙ; в каждом цикле осуществляется просечка отверстий на щтаМ1ТОВ1Эчном устройстве 2 и операции отрезки и развальцовки переднего торца отрезным ножом 19 и пуансоном 21. Синхронность этих операций обеспечивается следующим образом. При движении штампа вниз штанга 8 поворачивается вокруг своей оси, поворачивая при этом планки 20 и 23. Они, в свою очередь, опускают отрезной нож 19 и через систему рычагов 22 перемещают пуансон 21 к фильере 25. Для настройки положения ленты в прокатном устройстве 4 конструкцией предусмотрена возможность перемещения ролика 18 в горизонтальной плоскости и протяжка ленты с помощью вала 10, вращаемого вручную при разомкнутой с помощью рычага фрикционной муфте 26. Количество пар профильных роликов определено количеством гибочных операций при изготовлении заданного изделия («гнезда розетки) и может быть другим при изготовлении ,какого-либо другого изделия. Исключаются ручные операции по установке заготовок и снятия готовых изделий с гибочных щтампов и штампов для развальцовки, полностью исключается монотонный ручной труд и отпадает необходимость в специальном оборудовании для выполнения этих операций. Формула изобретения Автомат для изготовления мелких изделий профильного сечения, содержащий узел формовки, выполненный в виде нескольких пар роликов, отрезной пуансон, узел обработки кромок и узел пробивки отверстий, отличающийся тем, что, с целью повышения производительности и расширения технологических возможностей путем обеспечения возможности пробивки отверстий в любом месте заготовки, автомат снабжен кинематически связанным с формовочным узлом устройством для вырубки детали, в котором смонтирован узел пробивки отверстий, узел формовки снабжен расположенной за последней парой роликов фильерой для размещения заготовки, отрезной пуансон расположен за этой фильерой, а узел обработки кромок представляет собой развальцовочный пуансон, смонтированный соосно фильере за отрезным пуансоном. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 207203, кл. В 21 D 5/10, приоритет 1966, (прототип). n //10 4lk / Ж /
