Изобретение относится к обработке металлов давлением, а именно к автоматическим и автоматизированным линиям для горячего деформирования заготовок.
Целью изобретения является повышение качества получаемых деталей.
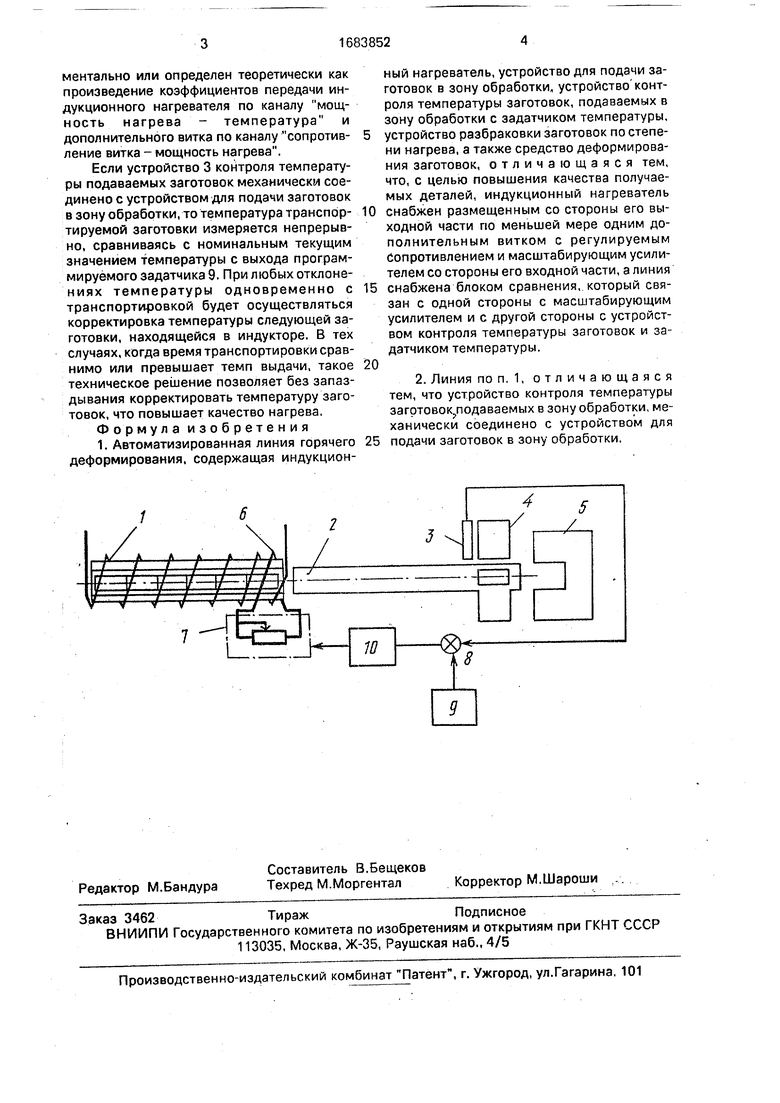
На чертеже представлена схема автоматизированной линии.
Автоматизированная линия горячего деформирования содержит индукционный нагреватель 1, устройство 2 для подачи заготовок в зону обработки, устройство 3 контроля температуры подаваемых заготовок, устройство 4 разбраковки заготовок по степени нагрева, средство 5 деформирования, установленные в технологической последовательности, охватывающий выходную часть индукционного нагревателя дополнительный виток 6, соединенный с регулируемым сопротивлением 7, блок 8 сравнения, первый вход которого соединен с устройством 3 контроля температуры подаваемых заготовок, второй вход - с задатчиком 9, температуры, а выход через масштабирующий усилитель 10 - с регулируемым сопротивлением 7.
Автоматизированная линия работает следующим образом.
Нагретая в индукционном нагревателе очередная заготовка при помощи устройства 2 для подачи заготовок в зону обработки транспортируется к средству 5 деформирования. На этапе транспортировки устройством 3 контроля температуры подаваемых заготовок оценивается температура этой заготовки. При отклонении температуры от за- данной заготовка отбраковывается. Одновременно сигнал с устройства контроля температуры подается на первый вход блока 8 сравнения, где сравнивается с заданной температурой. Разностный сигнал подается через масштабирующий усилитель 10 на вход регулируемого сопротивления 7, изменяя его сопротивление таким образом, чтобы интенсивность нагрева соответствовала новым условиям охлаждения. Коэффициент передачи масштабирующего усилителя может быть подобран экспери(Л
С
о
00
со
00
ел
Ю
ментально или определен теоретически как произведение коэффициентов передачи индукционного нагревателя по каналу мощность нагрева - температура и дополнительного витка по каналу сопротив- ление витка - мощность нагрева.
Если устройство 3 контроля температуры подаваемых заготовок механически соединено с устройством для подачи заготовок в зону обработки, то температура транспор- тируемой заготовки измеряется непрерывно, сравниваясь с номинальным текущим значением температуры с выхода программируемого задатчика 9. При любых отклоне- ниях температуры одновременно с транспортировкой будет осуществляться корректировка температуры следующей заготовки, находящейся в индукторе. В тех случаях, когда время транспортировки сравнимо или превышает темп выдачи, такое техническое решение позволяет без запаздывания корректировать температуру заготовок, что повышает качество нагрева. Формула изобретения 1. Автоматизированная линия горячего деформирования, содержащая индукционный нагреватель, устройство для подачи заготовок в зону обработки, устройство контроля температуры заготовок, подаваемых в зону обработки с задатчиком температуры, устройство разбраковки заготовок по степени нагрева, а также средство деформирования заготовок, отличающаяся тем, что, с целью повышения качества получаемых деталей, индукционный нагреватель снабжен размещенным со стороны его выходной части по меньшей мере одним дополнительным витком с регулируемым Сопротивлением и масштабирующим усилителем со стороны его входной части, а линия снабжена блоком сравнения, который связан с одной стороны с масштабирующим усилителем и с другой стороны с устройством контроля температуры заготовок и задатчиком температуры.
2. Линия по п. 1, отличающаяся тем, что устройство контроля температуры заготовок подаваемых в зону обработки, механически соединено с устройством для подачи заготовок в зону обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия горячей деформации | 1988 |
|
SU1588478A1 |
| СПОСОБ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЯ С УДЛИНЕННОЙ ОСЬЮ | 2005 |
|
RU2310539C2 |
| Автоматизированная линия горячей штамповки заготовок | 1987 |
|
SU1407638A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Линия горячего деформирования | 1989 |
|
SU1690937A1 |
| Способ создания градиента температур в заготовке перед прессованием и устройство для его осуществления | 2024 |
|
RU2831021C1 |
| Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления | 1990 |
|
SU1766565A1 |
| Индукционная методическая нагревательная установка | 1981 |
|
SU1164913A1 |
| Автоматизированная линия горячей штамповки | 1986 |
|
SU1488093A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
Изобретение касается обработки металлов давлением. Цель изобретения - повышение качества получаемых деталей. Автоматизированная линия содержит индукционный нагреватель, устройство для подачи заготовок в зону обработки, устройство для контроля температуры заготовок с задатчиком температуры, механизм деформирования заготовок. При совпадении сигнала с задатчика температуры нагрева заготовок с сигналом на выходе из индуктора заготовка поступает на позиций ее деформирования. 1 з. п. ф-лы, 1 ил.
Г/ / ///Л
| Автоматизированная линия горячей штамповки | 1980 |
|
SU940985A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
