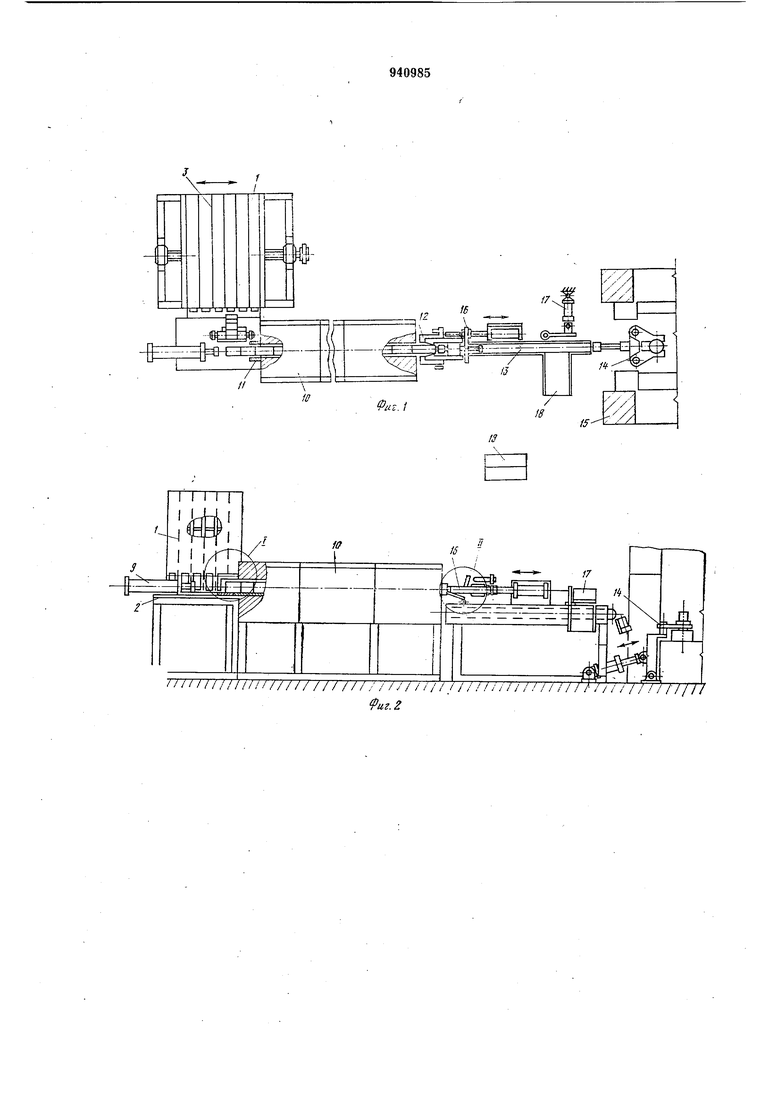
каждой секции бункера по нему скатываются заготовки, по одной захватываются питателем 8 и перемещаются устройством подачи 9 в индукционную печь 10. Индукционная печь 10 имеет затворы 11 и 12, установленные со стороны загрузки и зыгрузки, которые удерживают заготовки при их нагревании от выбрасывания магнитным полем. Посредством транспортера 13 индукционная печь 10 взаимосвязана с устройством 14 загрузки заготовок в рабочее пространство пресса15. На транспортере 13 смонтированы устройство 16 для контактного контроля температуры совместно с устройством выгрузки нагретых заготовок; и устройство 17 разбраковки заготовок по степени их нагрева. Устройство 17 пропускает заготовки, температура которых соответствует технологии, и сбрасывает на лоток 18 заготовки, температура которых технологии не соответствует. Стол с питателем, загрузочным устройством, индукционная печь, транспортер расположены по оси устройства загрузки заготовок в рабочее пространство пресса. На автоматизированной линии имеются гидростанция и электрическая система, обеспечивающая автоматическую синхронную работу всех устройств с пульта управления 19.
Автоматизированная линия работает следующим образом.
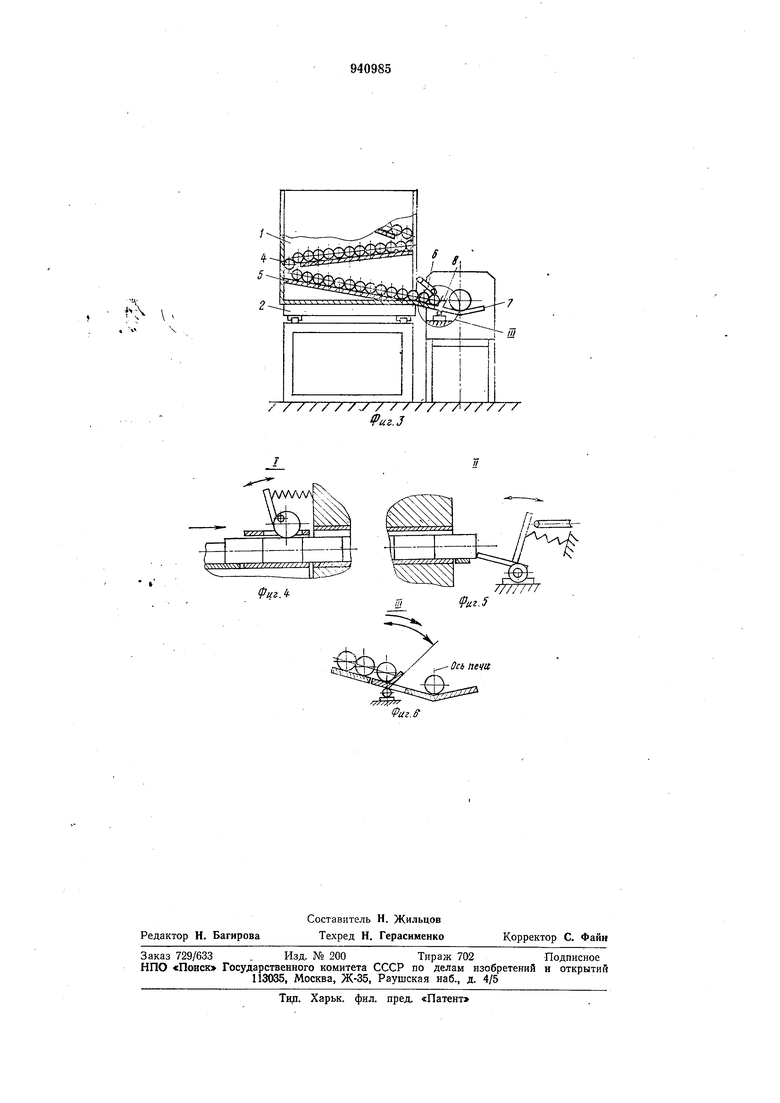
Бункер 1, каждая секция 3 которого заполнена заготовками 4, устанавливается на тележку 2 и первой заполненной секцией лодгоняется к окну загрузки индукционной печи 10. Открывается заслонка 6 этой секции и заготовки в один ряд сплошным потоком скатываются по наклонным плоскостям 5 бункера и столу 7 до тех пор, пока передняя из них не упрется в стенку питателя 8, который имеет угловое вращательное движение. Питатель 8 при наклоне захватывает близлежащую заготовку, при возвращении в исходное положение заготовка скатывается в ложбинку, расположенную по оси линии, откуда устройством 9 подачи :перемеп1,ается в индукционную печь 10 до захвата затвором 11. В зависимости от материала и размера заготовки работа индукционной печи настраивается на определенное время, необходимое для нагрева заготовки до нужной температуры, по истечении которого по команде с пульта 19 устройство 16 подходит к окну выгрузки индукционной печи 10, открывает затвор 12, замеряет температуру заготовки 4, контактной термопарой сбрасывает ее на транспортер 13 и дает команду устройству 17 пропустить заготовку на загрузочное устройство, если ее температура соответствует
технологическому режиму, или сбросить на лоток 18, если тем пература заготовки не соответствует технологии.
В это же время по команде с пульта 19
на устройство 9 питатель 8 захватывает новую заготовку и подает на ось толкателя устройства 9, который Проталкивает ее в индукционную печь, и так цикл повторяется.
При выработке заготовок из одной секции по команде с пульта 19 тележка 2 подгоняет к печи следующую и так до полной выработки всех заготовок из бункера, после, чего пустой бункер снимается и на его
место устанавливается заполненный.
Использование данного изобретения позволяет -повысить производительность работы и увеличить номенклатуру получаемых деталей по сравнению с известными
автоматизированными линиями горячей штамповки.
Ф о р м 3 л а изобретения
I. Автоматизированная линия горячей штамповки, содержащая бункер, стол, индукционн)ю печь, устройство выгрузки заготовок из печи и пресс, установленные в технологической последовательности, о тличающаяся тем, что, с целью увеличения производительности и з-величения номенклатуры получаемых изделий, она снабжена устройством перемещения заготовок в индукционную печь, размещенным на столе, тележкой, установленной на рамном основании с возможностью перемещения вдоль линии, при этом бункер установлен на тележке, состоит из отдельных наклонных секций, снабженных заслонками, и связан с индукционной печью посредством стола.
2. Линия по п. I, отличающаяся Teivi, что она снабжена устройствами контроля температуры заготовок и разбраковки их по степени нагрева, смонтированными на транспортере и связанными с устройством выгрузки заготовок из печи.
3. Линия по п. 1, отличающаяся тем, что, с целью предотвращения выброса заготовок из печи при их нагреве наводящимся магнитным полем, индукционная печь со стороны подачи и выгрузки из нее заготовок снабж-ена затворами.
Источник информации, принятый во внимание при экспертизе:
1. Технический листок № 220, 221. Западно-Сибирское ЦБТИ, 1968 (прототип).
7ТТТ7ТГ77Г/ТТ7Т7////// ПТ7777 / /Т/ / / / / / /// / /// / / / / / П/ /77 /77//77
««ч
N 
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для малоокислительного нагрева | 1968 |
|
SU448911A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1671393A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматизированная линия горячей штамповки | 1982 |
|
SU1053948A1 |
| Поточная автоматизированная линия изготовления изделий методом прессования | 1985 |
|
SU1303438A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1606253A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |