Изобретение относится к сварочной технике и может использоваться при плазменной резке, напылении, наплавке, сварке в машиностроении, судостроении, строительстве.
Цель изобретения - повышение качества обработки металлов путем уменьшения пульсации газодинамического напора плазменной струи.
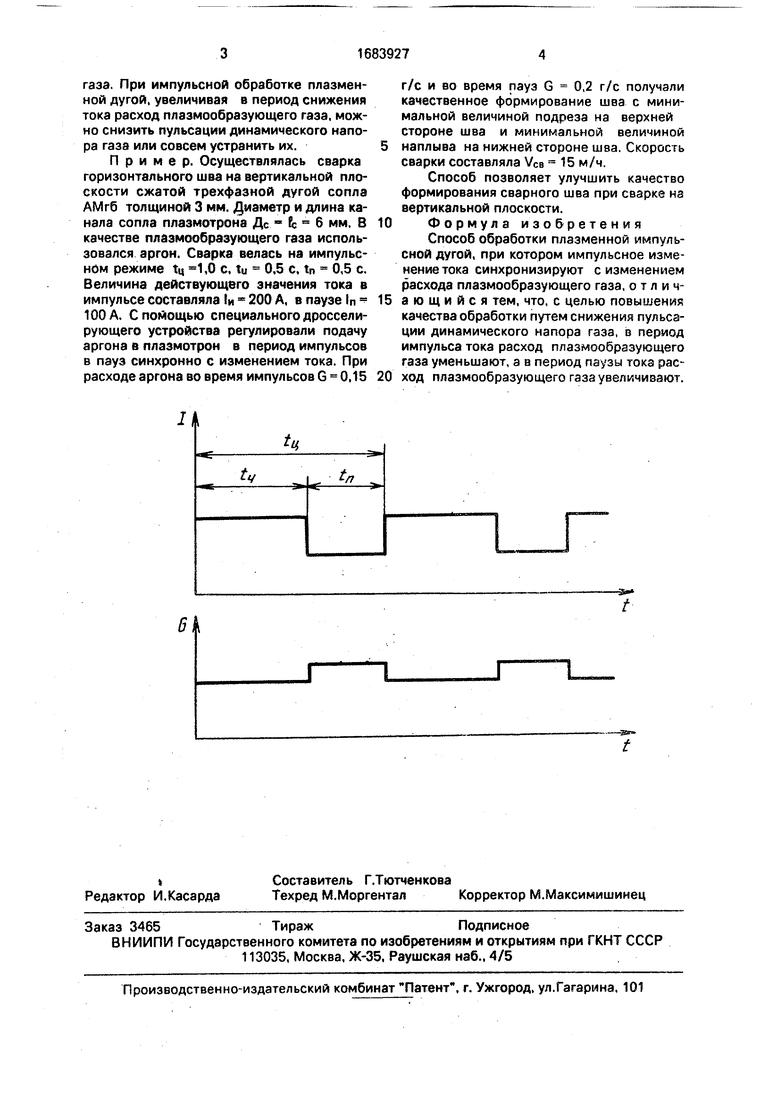
На чертеже показаны циклограммы тока плазменной дуги и расхода плазмообразующего газа.
Сущность способа заключается в следующем.
При обработке материалов плазменной дугой используются два вида энергии: тепловая и механическая.
Основной вклад в получении механической энергии плазменной дуги играет газокинетическое давление, на порядок
превышающее другие виды механической энергии, генерируемые дугой. Соотношение между тепловой энергией дуги и ее газо- кинетической энергией определяет качество и производительность процессов обработки и требует целенаправленного регулирования.
При обработке плазменной импульсной дугой такое регулирование осуществляют путем синхронизации импульсов изменения тока с изменением расхода плазмообразующего газа. Для этого в период импульса тока Ти расход плазмообразующего газа G уменьшают, а в период паузы тока tn расхода плазмообразующего газа увеличивают.
Таким образом обеспечивается возможность при заданных размерах сопла управлять тепловой энергией дуги изменением тока дуги, а газокинетической энергией дуги - изменением расхода плазмообразующего
О 00 CJ
ю ю
VJ
газа. При импульсной обработке плазменной дугой, увеличивая в период снижения тока расход плазмообразующего газа, можно снизить пульсации динамического напора газа или совсем устранить их.
Пример. Осуществлялась сварка горизонтального шва на вертикальной плоскости сжатой трехфазной дугой сопла АМгб толщиной 3 мм. Диаметр и длина канала сопла плазмотрона Дс ЕС 6 мм. В качестве плазмообразующего газа использовался аргон. Сварка велась на импульсном режиме т,ц 1,0 с, tu 0,5 с, tn 0,5 с. Величина действующего значения тока в импульсе составляла и 200 А, в паузе In 100 А. С помощью специального дросселирующего устройства регулировали подачу аргона в плазмотрон в период импульсов в пауз синхронно с изменением тока. При расходе аргона во время импульсов G 0,15
г/с и во время пауз G 0,2 г/с получали качественное формирование шва с минимальной величиной подреза на верхней стороне шва и минимальной величиной
наплыва на нижней стороне шва. Скорость сварки составляла VCu 15 м/ч.
Способ позволяет улучшить качество формирования сварного шва при сварке на вертикальной плоскости.
Формула изобретения
Способ обработки плазменной импульсной дугой, при котором импульсное изменение тока синхронизируют с изменением расхода плазмообразующего газа, о т л и чающийся тем, что, с целью повышения качества обработки путем снижения пульсации динамического напора газа, в период импульса тока расход плазмообразующего газа уменьшают, а в период паузы тока расход плазмообразующего газа увеличивают.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ | 1999 |
|
RU2165831C2 |
| Установка для плазменной сварки | 1988 |
|
SU1623846A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ плазменно-дуговой наплавки | 1988 |
|
SU1569133A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| Способ плазменно-дуговой поверхностной резки | 1979 |
|
SU854651A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Способ центробежной наплавки | 1989 |
|
SU1636151A1 |
| Способ плазменной сварки металлов плавящимся электродом | 2022 |
|
RU2806358C1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
Изобретение относится к сварочной технике и может использоваться при плазменной резке, напылении .наплавке и сварке в различных отраслях. Цель изобретения-по- вышение качества обработки металлов путем снижения пульсации динамического напора газа. При обработке плазменной импульсной дугой импульсное и изменение тока синхронизируют с изменением расхода плазмообразующего газа. При этом в период импульса тока расход плазмообразующего газа уменьшают а в период паузы тока расход плазмообразующего газа увеличивают. Таким образом, можно снизить пульсэ- ции динамического напора газа или совсем устранить их. Изобретение позволяет улучшить качество формирования сварочного шва при сварке на вертикальной плоскости. 1 ил.
61
-& t
| Способ сварки сжатой дугой | 1978 |
|
SU806311A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ плазменно-дуговой поверхностной резки | 1979 |
|
SU854651A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
