Изобретение относится к машиностроению и может быть использовано на технологических операциях шлифования для правки абразивных кругов.
Целью изобретения является расширение технологических возможностей устройства за счет правки кругов малой ширины.
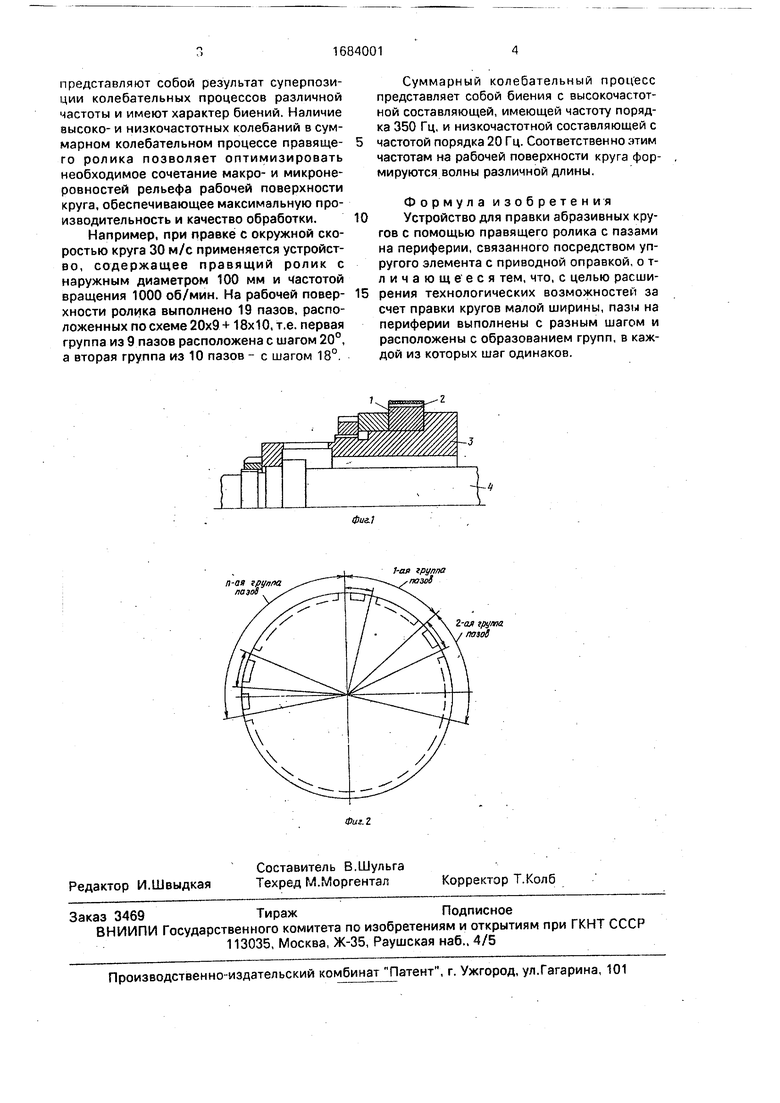
На фиг. 1 представлена конструкция устройства; на фиг. 2 - то же, вид сбоку.
Устройство содержит правящий ролик 1, имеющий на своей рабочей поверхности режущий слой, например алмазный. На рабочей поверхности правящего ролика выполнены пазы 2, которые расположены группами, следующими друг за другом. Расстояния между пазами в пределах каждой группы одинаковы, но отличны от этих расстояний в смежных группах. Посредством упругого элемента 3 правящий ролик связан
с приводной оправкой 4 так, что правящий ролик и упругий элемент образуют колебательную систему.
Устройство работает следующим образом.
Правящий ролик, получая вращение от приводной оправки, снимает с рабочей поверхности шлифовального круга затупившийся слой абразивного материала. При вращении правящего ролика в результате циклического прохождения пазов через зону правки возникают возбуждающие импульсы, имеющие периодический характер, причем частоты следования импульсов, возникающих при прохождении пазов различных групп, различны и обратно пропорциональны соответствующему шагу. В результате возникают колебания правящего ролика на упругом элементе, которые
О 00
4 О
о
представляют собой результат суперпозиции колебательных процессов различной частоты и имеют характер биений. Наличие высоко- и низкочастотных колебаний в суммарном колебательном процессе правящего ролика позволяет оптимизировать необходимое сочетание макро- и микронеровностей рельефа рабочей поверхности круга, обеспечивающее максимальную производительность и качество обработки.
Например, при правке с окружной скоростью круга 30 м/с применяется устройство, содержащее правящий ролик с наружным диаметром 100 мм и частотой вращения 1000 об/мин. На рабочей поверхности ролика выполнено 19 пазов, расположенных по схеме 20x9 + 18x10, т.е. первая группа из 9 пазов расположена с шагом 20°, а вторая группа из 10 пазов - с шагом 18°
Суммарный колебательный процесс представляет собой биения с высокочастотной составляющей, имеющей частоту порядка 350 Гц, и низкочастотной составляющей с частотой порядка 20 Гц. Соответственно этим частотам на рабочей поверхности круга формируются волны различной длины.
Формула изобретения Устройство для правки абразивных кругов с помощью правящего ролика с пазами на периферии, связанного посредством упругого элемента с приводной оправкой, о т- личающееся тем, что, с целью расши- рения технологических возможностей за счет правки кругов малой ширины, пазы на периферии выполнены с разным шагом и расположены с образованием групп, в каждой из которых шаг одинаков.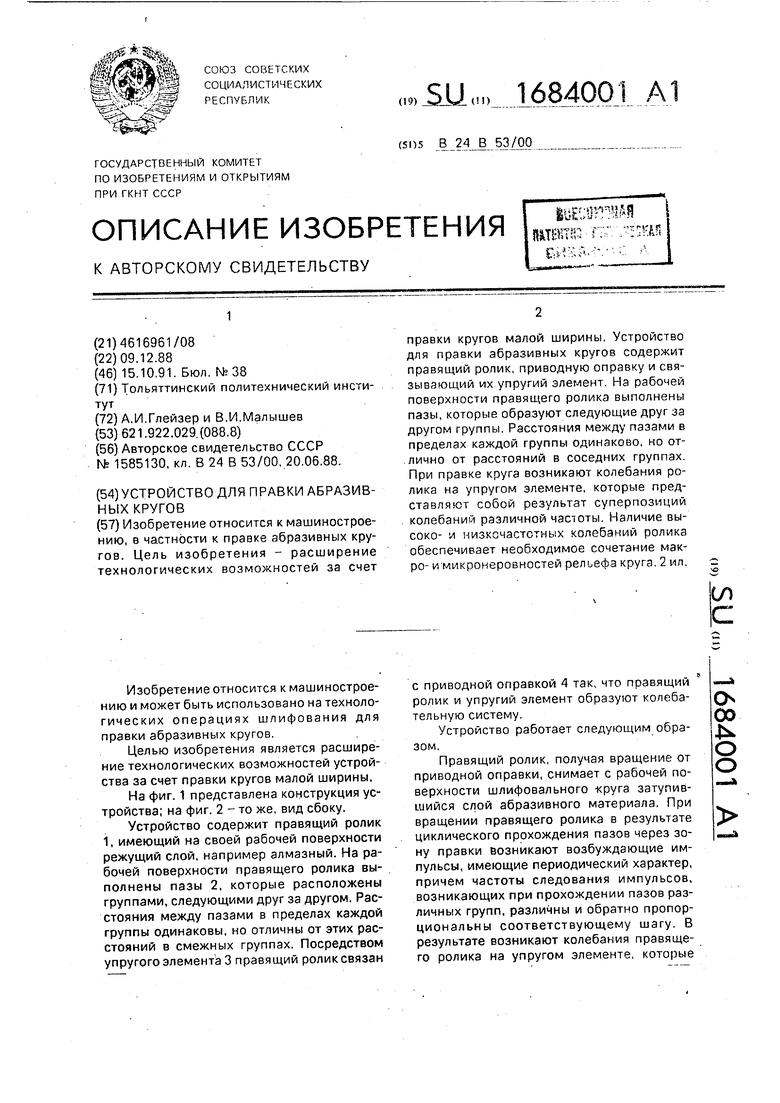
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки шлифовального круга | 1988 |
|
SU1585130A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ПРАВКИ АБРАЗИВНЫХ КРУГОВ | 2003 |
|
RU2268817C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2385214C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ ПРАВЯЩИМИ РОЛИКАМИ | 2003 |
|
RU2270086C2 |
| Инструмент для правки абразивных кругов | 1990 |
|
SU1750937A1 |
| Способ правки шлифовального круга | 1984 |
|
SU1230809A1 |
| Устройство для правки шлифовального круга | 1982 |
|
SU1033299A1 |
| Инструмент для правки многониточных резьбошлифовальных кругов | 1981 |
|
SU1268395A1 |
| СПОСОБ ПРАВКИ ЕДИНИЧНЫМ АЛМАЗОМ ШИРОКОГО ВЕДУЩЕГО КРУГА БЕСЦЕНТРОВОГО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ "НАПРОХОД" | 2003 |
|
RU2231436C2 |
| Инструмент для правки абразивных кругов | 1979 |
|
SU921824A1 |
Изобретение относится к машиностроению, в частности к правке абразивных кругов. Цель изобретения - расширение технологических возможностей за счет правки кругов малой ширины, Устройство для правки абразивных кругов содержит правящий ролик, приводную оправку и связывающий их упругий элемент На рабочей поверхности правящего ролика выполнены пазы, которые образуют следующие друг за другом группы. Расстояния между пазами в пределах каждой группы одинаково, но отлично от расстояний в соседних группах При правке круга возникают колебания ролика на упругом элементе, которые представляют собой результат суперпозиций колебаний различной частоты. Наличие высоко- и низкочастотных колебаний ролика обеспечивает необходимое сочетание макро- и микронеровностей рельефа круга 2 ил.
п-ая группа лазав
1-ая группа позт
2-ая грума, лозод
| Устройство для правки шлифовального круга | 1988 |
|
SU1585130A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
