Изобретение относится к пищевой промышленности и может быть использовано на консервных заводах на участках приема стеклотары с пищевым концентратом, извлечения его из стеклотары и предварительной обработки стеклотары.
Цель изобретения - повышение качества пищевого концентрата и повышение про- изводител ьности.
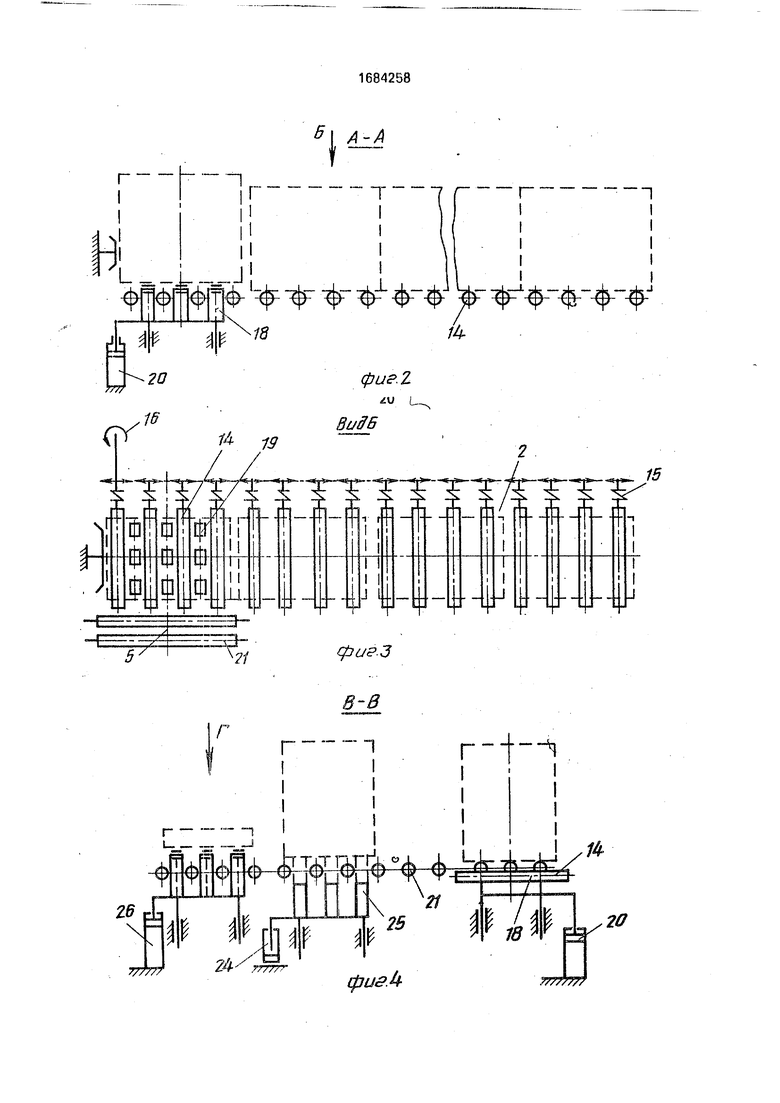
На фиг. 1 изображена общая схема линии; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - вид по стрелке Г на фиг. 4; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг, 7 - вид по стрелке Е на фиг. 6; на фиг. 8 - разрез Ж-Ж на фиг. 1; на фиг. 9 - вид по стрелке И на фиг. 8.
Линия состоит из цепного 1 и роликового 2 конвейеров, поста 3 расформирования пакетов, цепного конвейера 4, поперечных конвейеров 5, пластинчатого конвейера 6, последовательно расположенных у конвейера 6 поста 7 обмывки закупоренной стеклотары, поста 8 извлечения пищевого концентрата, на котором установлено устройство для вспарывания крышек и извлечения концентрата путем пневмоотсоса, поста 9 удаления крышек со стеклотары, поста 10 ополаскивания стеклотары и сброса остатков концентрата, устройства 11 для окончательной мойки стеклотары, пластинчатого конвейера 12 и поста 13 укладки стеклотары.
Цепной конвейер 1, являющийся реверсивным, предназначен для подачи пакетов
О
ел
00
стеклотары с внешнего склада в цех. Конвейер 2 -- роликовый, приводной, Ролики 14 конвейера 2 соединены муфтами 15 свободного хода с приводом 16. В конце конвейера 2 имеется упор 17, предназначенный для фиксации в определенном месте пакетов перед перегрузкой их далее на конвейер 5. Между последними роликами 14 конвейера 2 в узле перегрузка пакетов с конвейера 2 на конвейер 5 смонтирован подвижный элемент 18с приводными роликами 19 и приводом подъема 20, Роликовый 2 и цепной Л конвейеры взаимосвязаны посредством поперечных конвейеров -5, содержащих при- водные ролики 21 м привод 22. В месте расположения поста 8 расформирования между роликами 21 конвейера 5 смонгиро- аан второй подвижный элемент 23 в виде колосникового пода с приводом 24, служащий для подъема пакета над поверхностью роликов 21 на время съема стеклотары на посту 3 расформирования. В конце конвейера 5 расположены ролики 25 с приводом 26 подъема. Ролики 25 размещены между роликами 21 конвейера 5 и предназначены для передачи поддона пакета с конвейера 5 на цепной конвейер 4.
Цепной приводной конвейер 4 предназначен для перемещения поддона пакетов от одного конвейера 5 х другому.
Конвейер 6 предназначен для транспортировки закупоренной стеклотары с продуктом через пост 7 обмывки к посту 8 для извлечения продукта, к посту 10 для ополаскивания стеклотары и к устройству 11 окончательной мойки стеклотары. Конвейер 6 оснащен устройствами 26 для поворота потока стеклотары на 90°, а также устройством для перегруппировки потока стеклотары (не показано) с двухрядного движения на однорядное. Конвейер 12 предназначен для транспортировки чистой стеклотары от устройства 11 мойки к посту 13 укладки и оснащен устройством 27 для перегруппировки стеклотары с однорядного движения в двухрядное,
Линия обработки банок работает следующим образом.
На приемную часть конвейера 1 укладывают пакеты стеклотары. После пуска конвейера 1 пакеты передаются на ролики 14 конвейера 2, Поскольку ролики 14 соединены с приводом 16 муфтами 15 свободного хода, то при неработающем приводе 16 пакеты свободно продвигаются по конвейеру 2 и накапливаются на нем. Таким образом создают запас пакетов для непрерывной работы линии. Оператором поста 3 включается привод 6 и пакеты, находящиеся на роликах 14 конвейера 2, подаются влево,
Крайний пакет входит в контакт с группой роликов 14 на конце конвейера 2, которые вращаются с большей скоростью, чем остальные ролики этого конвейера, В результате скорос н, макета увеличивается, он отрывается oi остальной массы пакетов на конвейере и переходит в крайнее левое положение, упирается в упор 17 и останавливается, При этом останавливается привод
16 и прекращается дальнейшее движение пакетов по конвейеру 2. После остановки пакет поднимают подвижным элементом 18 с приводом 20 до уровня роликов 21 конвейера 5. При вращении роликов 19 пакетпередается с конвейера 2 на ролики 21 конвейера 5. Далее по роликам 21 пакет подается к посту 2 и стопорится его упором.
Подвижным элементом 23 с приводом 24 поднимают пакет над плоскостью роликов
21, затем оператор снимает с пакета крышку, которую укладывает на ролики 21 конвейера 5, расположенные за постом 3 расформирования пакетов. По команде оператора зя несколько циклов перекладывают
стеклотару одного яруса на конвейер 6. После съема оператором прокладок между ярусами работа поста 3 расформирования возобновляйся. Снятые прокладки оператор укладывает на снятую ранее крышку пакета, В таком порядке работа поста 3 расформирования продолжается до полной разборки пакета. Далее по команде оператора конвейером 5 перемещают крышку, прокладки и поддон пакета в сторону конвейера 4, а к посту 3 расформирования устанавливают новый пакет, доставленный к нему с помощью указанных транспортных средств,
Поддоны, крышка и прокладки пакета
конвейером 4 подаются к конвейеру 5, а затем к посту 13 укладки стеклотары, Стеклотара, установленная в два ряда на конвейере 6, перемещается к посту 7 обмывки закупоренной стеклотары, где с нее смывают загрязнения душевыми установками (не показаны). Затем этим же конвейером стеклотара группами направляется к устройству, в котором производятся вспарывание крышек и извлечение содержащегося в
стеклотаре концентрата путем пневмоотсо- са. Дальше пустая стеклотара подается на пост 9 удаления с нее крышек, а поток - на пост ополаскивания и сбора остатков концентрата, с помощью которого из перевернугой стеклотары с остатками концентрата извлекают последние струями воды и направляют на переработку,
После ополаскивания банки устройством 26 перестраиваются в один ряд и направляются в устройство 11 для мойки. Из
устройства 11 чистая стеклотара конвейером 12 направляется к посту 13 укладки, при этом их предварительно по ходу движения конвейера устройством 27 выстраивают в два ряда..
Работа поста 13 укладки обратна работе поста 3 расформирования и заключается в захвате стеклотары с конвейера 12 и установке ее поярусно на подготовленный поддон. При формировании пакета чистой стеклотары оператором укладываются вручную между ярусами прокладки, сверху - крышка пакета, а затем пакет скрепляют замками.
Готовый пакет порожней стеклотары направляют в конец конвейера 5, откуда подвижным элементом 18 опускают на цепи реверсивного конвейера 1, который выносит их из цеха на погрузку в транспортные средства.
Изобретение позволяет увеличить производительность труда путем повышения уровня механизации технологических операций и снизить технологические потери продукта за счет извлечения основной мае- сы продукта до снятия крышек со стеклотары и тем самым значительно уменьшить объем продукта, подлежащего обязательной фильтрации от осколков стекла.
Формула изобретения
1.Линия извлечения пищевого концентрата из стеклотары, содержащая связанные посредством системы конвейеров пост расформирования пакетов, пост обмывки закупоренной стеклотары,постудаления крышек со стеклотары, пост для извлечения пищевого концентрата из стеклотары, пост ополаскивания и сбора остатков концентрата, устройство для окончательной мойки стеклотары и укладки стеклотары, отличающаяся тем, что, с целью повышения качества пищевого концентрата и повышения производительности, пост для извлечения пищевого концентрата установлен перед постом удаления крышек со стеклотары, на посту извлечения пищевого концентрата установлено устройство для вспарывания крышек и извлечения концентрата путем пневмоотсоса, при этом конвейер подачи пакета стеклотары к посту расформирования и конвейер подачи порожней стеклотары к устройству укладки снабжены подвижными в вертикальной плоскости элементами с приводными роликами.
2.Линия по п. 1, отличающаяся тем, что подвижные элементы выполнены в виде колосникового пода.


| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для мойки фляг | 1989 |
|
SU1779415A1 |
| Моечная машина | 1974 |
|
SU507518A1 |
| ПОТОЧНАЯ ЛИНИЯ РЕМОНТА РОЛИКОВЫХ БУКС | 1991 |
|
RU2047516C1 |
| Агрегат для укладки в пакеты на поддонах штучных предметов | 1972 |
|
SU445596A1 |
| МАШИНА ДЛЯ МбЙКЙ БУТЫЛОК И ПОДОБНОЙ СТЕКЛОТАРЫ | 1968 |
|
SU217221A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| Ополаскивающее устройство машин для мойки стеклотары | 1979 |
|
SU935473A1 |
| Машина для мойки стеклотары, преимущественно флаконов | 1987 |
|
SU1454778A1 |
| Устройство для мойки и сушки стеклотары к линии разлива | 1982 |
|
SU1100224A1 |
| Машина для мойки тары | 1983 |
|
SU1125184A1 |


Изобретение относится к пищевой промышленности и может быть использовано на консервных заводах на участках приема стеклотары с пищевым концентратом, извлечения его из стеклотары и предварительной обработки стеклотары. Цель изобретения - повышение качества пищевого концентратаиповышение производительности. Линия содержит пост расформирования пакетов, пост обмывки закупоренной стеклотары, пост удаления крышек со стеклотары, пост для извлечения пищевого концентрата из стеклотары, пост ополаскивания и сбора остатков концентрата, устройство для окончательной мойки стеклотары и пост укладки стеклотары, а также систему конвейеров, связывающих посты линии между собой. Пост извлечения пищевого концентрата установлен перед постом удаления крышек со стеклотары, на посту извлечения пищевого концентрата установлено устройство для вспарывания крышек и извлечения концентрата путем пневмоотсоса. 1 з,п.ф-лы, 9 ил (Л
k
/гэ4г
13
со
tft
OJ
ty
CO
CO
со ю см
Ч
со
(О
4j.
II
S
Г
Г
1
фиг 8 8идН
. 5
и
г
.xi-.-, SS-EL---
-К,
21
ОТ
Я7
Г
S////S
lift
I
Т
Л
7/
| Устройство для укладки кирпичей на поддоны | 1975 |
|
SU534394A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
