Изобретение относится к литейному производству.
Цель изобретения - повышение производительности и уменьшение трудоемкости изготовления литейных форм.
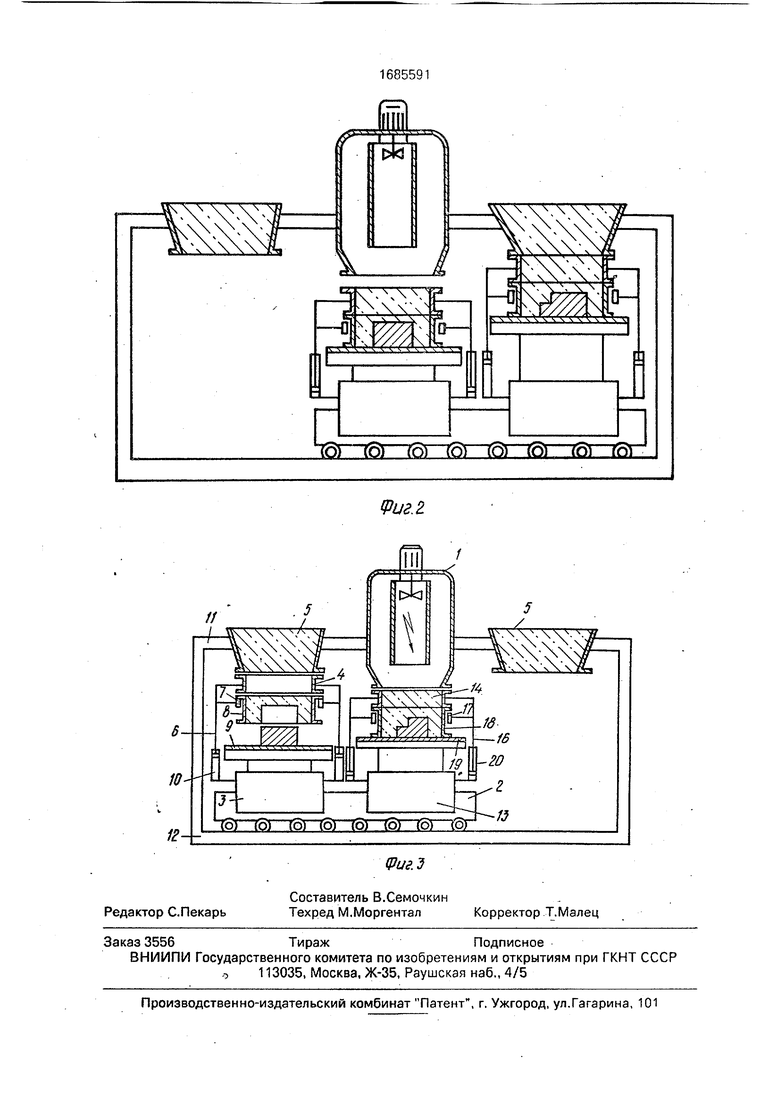
Нз фиг. 1-3 изображены этапы получения форм в трехпозиционном блоке-литей- ной линии.
Конструкция трехпозиционного блока литейной линии содержит газовзрывное устройство 1, двухпозиционную тележку 2, поджимной стол 3, наполнительную рамку 4, бункер-дозатор 5, протяжное устройство 6, рольганги 7, блоку 8. модельную плиту с моделями 9, гидроцилиндры 10, верхнюю траверсу 11, нижнюю траверсу 12, поджимной стол 13. наполнительную рамку 14. бункер-дозатор 15, протяжное устройство 16, рольганги 17, опоку 18, модельную плиту 19. гидроцилиндры 20.
Трехпозиционный блок литейной линии работает следующим образом.
По рольгангу 7 (фиг.1) пустая опока 8 устанавливается над модельной плитой, поджимной стол 3 поднимается, опока фиксируется на модельной плите, затем поджимается к наполнительной рамке 4 и к бункеру-дозатору 5 с формовочной смесью.
Опока и наполнительная рамка заполняются формовочной смесью. Поджимной стол с модельно-опочной оснасткой опускаются. Затем тележка 2 транспортирует поджимной стол 3 с модельно-опочной оснасткой, заполненной формовочной смесью, на позицию формовки (фиг.2). Одновременно поджимной стол 13 с модельной плитой 19 и наполнительной рамкой 14 перемещаются на позицию дозировки формовочной смеси. Во время осуществления формовки с помощью газовзрывного устройства (фиг.2) по рольган гу 17 пустая опока 18 устанавливается под модельной плитой 19, затем поджимается к наполнительной рамке 14 и к бункеру-дозатору 15 Опочная оснастка заполняется формовочной
Ј
О
00
ел ел ю
смесью. Поджимной стол с модельно-опоч- ной оснасткой опускаются. На позиции уплотнения происходит поджим оснастки с формовочной смесью к камере сгорания и импульсное уплотнение формы.
Затем тележка 2 перемещается в крайнее левое положение. Поджимной стол 13 с модельно-опочной оснасткой, заполненной формовочной смесью, оказываются на позиции уплотнения (фиг.З), а на столе 3 осуществляется протяжка модели, т.е. гидроцилиндры 10 движутся вверх, опока опирается на рольганг 7, наполнительная рамка отделяется от опоки, готовая полуформа удаляется с формовочного блока. Формула изобретения 1. Трехпозиционный формовочный блок литейной линии, содержащий верхнюю и
нижнюю траверсы с закрепленными на верхней траверсе бункерами-дозаторами и формовочной головкой, двухпозиционное транспортное устройство с перемещаемыми на нем двумя модельными комплектами и опоками, отличающийся тем, что, с целью повышения производительности и уменьшения трудоемкости изготовления литейных форм, транспортное средство выполнено в виде тележки, на которой размещены подвижные столы и вертикально расположенные гидроцилиндры с жестко закрепленными на их штоках наполнительными рамками и рольгангами установки
опок.
2. Блок по п.1,отличающийся тем, что формовочная головка выполнена в виде газовзрывного устройства.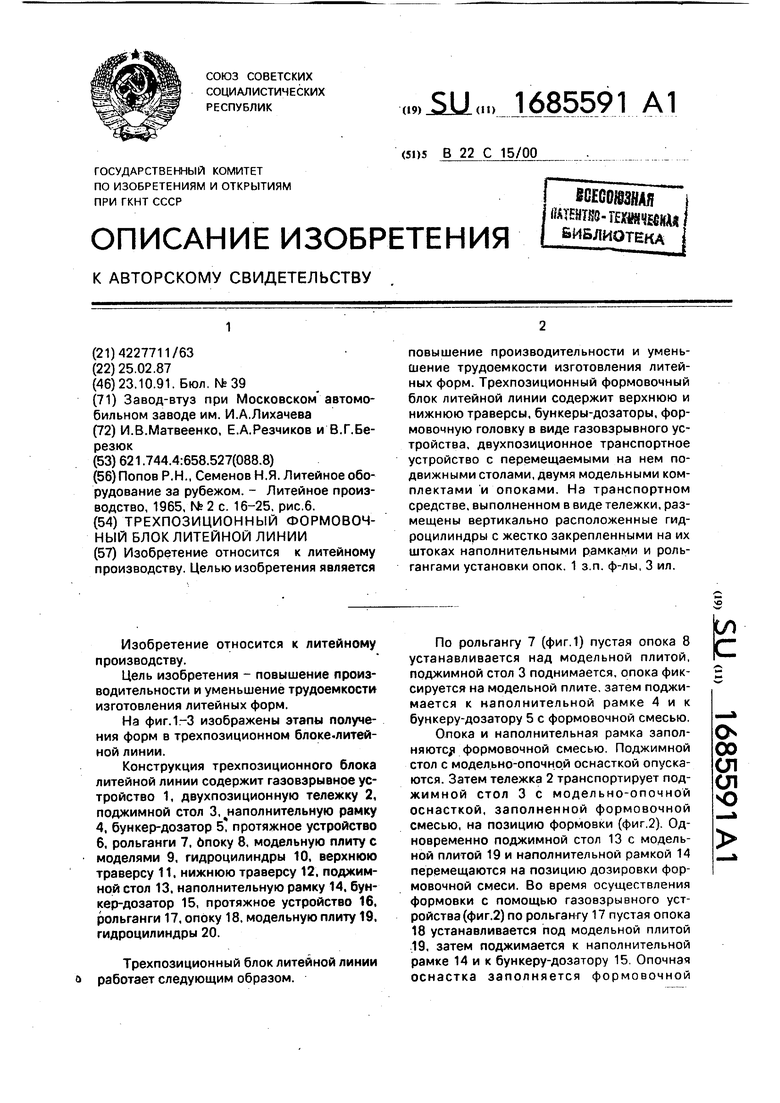

| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| ФОРМОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ПЕСЧАНЫХ ФОРМ | 1990 |
|
RU2014942C1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Устройство для изготовления литейных форм | 1991 |
|
SU1822361A3 |
| Формовочная машина | 1991 |
|
SU1822360A3 |
| Прессово-формовочный автомат про-ХОдНОгО ТипА | 1979 |
|
SU806233A1 |
| Формовочная машина | 1978 |
|
SU740385A1 |
Изобретение относится к литейному производству. Целью изобретения является повышение производительности и уменьшение трудоемкости изготовления литейных форм. Трехпозиционный формовочный блок литейной линии содержит верхнюю и нижнюю траверсы, бункеры-дозаторы, формовочную головку в виде газовзрывного устройства, двухпозиционное транспортное устройство с перемещаемыми на нем подвижными столами, двумя модельными комплектами и опоками. На транспортном средстве, выполненном в виде тележки, размещены вертикально расположенные гидроцилиндры с жестко закрепленными на их штоках наполнительными рамками и рольгангами установки опок. 1 з.п. ф-лы, 3 ил.
Фиг.1
//
Фиг. 2.
| Попов Р.Н., Семенов Н.Я | |||
| Литейное оборудование за рубежом | |||
| - Литейное производство, 1965, N: 2 с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
