Изобрётение относится к обработке металлов давлением и может быть использовано при автоматизации технологических процессов многопозиционной штамповки с обеспечением подачи и перемещения в штампе штучных листовых заготовок.
Целью изобретения является расширение технологических возможностей и повышение производительности путем сокращения времени, связанного с переналадкой комплекса при переходе с двух на однопозиционную штамповку.
Поставленная цель достигается тем, что в автоматизированном комплексе для штамповки, содержащем установленные в технологической последовательности пресс со штампом, смонтированный на основании многопозиционный накопительный магазин, промежуточный стол, размещенный на одной продольной оси между разгрузочной позицией магазина и штампом пресса, ма000
СО
|Јь
нипулятор для загрузки и удаления заготовок из рабочей зоны пресса в виде установленной в корпусе с возможностью вертикального и горизонтального перемещения траверсы, захватного органа, смон- тированного на траверсе, дополнительных захватных органов с соответствующим приводом их горизонтального перемещения относительно траверсы, тару и систему управления, дополнительно снабжен опор- ным столом для перемещения заготовки от промежуточного стола к прессу, выполненным в виде кронштейна, связанного с промежуточным столом, продольной на правляющей, смонтированной консольно на кронштейне, каретки, установленной на направляющей с возможностью возвратно- поступательного перемещения, механизма перемещения каретки, при этом манипулятор и промежуточный стол смонтированы на основании накопительного магазина, а расстояние между опорным столом в одном из крайних его положений возле пресса и промежуточным столом равно величине горизонтального перемещения захватного органа, причем расстояние между дополнительными захватными органами опре+ I/2
деляется из соотношения
-, где I
величина перемещения дополнительных за- хватных органов,
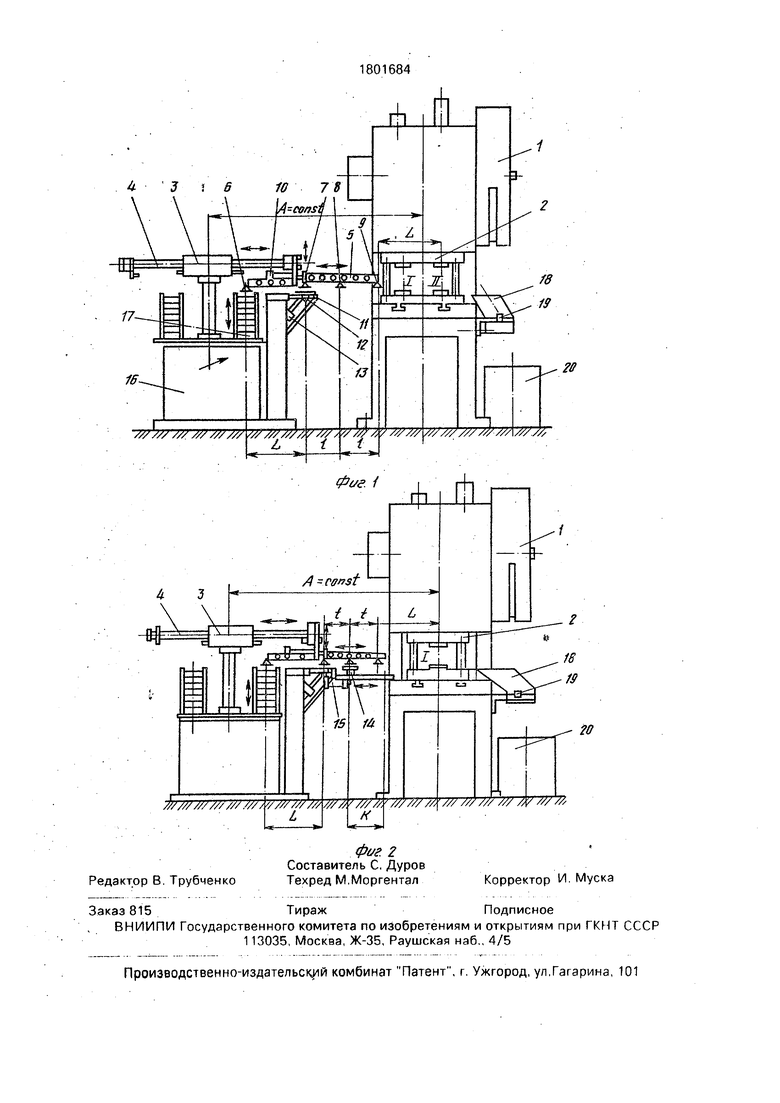
На фиг. 1 изображен переналаживаемый комплекс для двухпозиционной штамповки/вид спереди; на фиг.2 - схема использования переналаживаемого комп- лекса для однопозиционной штамповки, вид спереди.
Переналаживаемый комплекс для штамповки содержит пресс 1, в рабочей зоне которого закреплен штамп 2, имеющий два или один ручей (1,11}. смонтированный на основании 3 многопозиционный накопительный магазин 4 листовых заготовок 5 с разгрузочной позицией 6, промежуточный стол 7 с датчиком 8 контроля сдвоенных заготовок и устройством 9 сброса сдвоенных заготовок, манипулятор 10, имеющий вертикальное и горизонтальное перемещение траверсы 11, снабженной захватным органом 12 и приводом 13 для горизонтального перемещения дополнительных захватных органов 14,15, 16 относительно траверсы 11, опорный стол 17 (на фиг, 1 не показан), выполненный в виде кронштейна 18, связанного с промежуточным столом 7, продольной направляющей 19, смонтированной консольно на кронштейне 18, каретки 20, установленной на направляющей 19 с возможностью возвратно-поступательного перемещения посредством механизма 21
перемещения каретки, лоток 22, датчик 23 контроля выноса отштампованной детали и тару 24, а также систему управления (на фиг.1 и 2 не показана).
Переналаживаемый комплекс при двухпозиционной штамповке работает следующим образом. .
Исходное положение; ползун пресса 1 после совершения рабочего хода находится в верхнем положении, траверса 11 манипулятора 10 в крайнем левом, верхнем положении, захватные органы 12 и 14 с заготовками 5 - соответственно над разгрузочной позицией 6 и над промежуточным столом 7, дополнительные органы 14, 15, 16 с расстоянием между схватами равным I - в крайнем левом положении. На всех позициях штампа 2 с расстоянием между ручьями равным I имеются полуфабрикат (ручей 1) и отштампованная деталь (ручей 11). После контроля наличия положения ползуна пресса 1 в верхнем положении (датчик не показан) траверса 11 манипулятора 10 выдвигается на величину L и захватный орган 12 с заготовкой 5 перемещается от разгрузочной позиции 6 на промежуточный стол 7, а групповое захватное устройство 5 одновременно перемещается в штамповое пространство пресса 1. При этом, захватные органы 15 и 16 располагаются соответственно над ручьями 1 и 11 штампа 2, Затем захватные органы 12, 14, 15, допускаются. Захватный орган 12 укладывает заготовку 5 на промежуточный стол 7, где посредством датчика 8 осуществляется контроль, а устройством 9 - сброс при необходимости Сдвоенных заготовок, захватный орган 14 удерживает заготовку 5, а схваты 15 и 16 соответственно захватывают полуфабрикат и отштампованную деталь. После подъема траверсы 11 дополнительные захватные органы 14, 15, 16 посредством индивидуального привода 13 выдвигаются на величину I. Далее захватные органы 14, 15, 16 опускаются, при этом захватные органы 14, 15 укладывают соответственно заготовку в ручей 1, а полуфабрикат - в ручей 11 штампа 2 и захватный орган 16 сбрасывает отштампованную деталь через лоток 22 в тару 24. После контроля датчиком 23 выноса детали в тару 24, подъема и возвращения траверсы 11 манипулятора 10 и дополнительных захватных органов 14, 15, 16 в исходное (крайнее левое по схеме) положение - цикл повторяется, Переналаживаемый комплекс (фиг.2) при однопозиционной штамповке после переналадки дополнительных захватных органов 14, 15, 16 и переходе на программу, включающую дополнительное управление опорным столом 17, работает
следующим образом. Исходное положение: ползун пресса 1 после совершения рабочего хода находится в верхнем положении, траверса 11 манипулятора 10 и дополнительные, захватные органы 14, 15, 16 - в крайнем левом положении, захватные .органы 12, 14, 15 с заготовками 5 - соответственно над разгрузочной позицией 6, промежуточным столом 7 и над кареткой 20, дополнительные захватные органы 14, 15, 16 установлены с расстоянием между схватами равным
I +I/2
В штампе 2 имеется отштампованная деталь. После контроля наличия положения ползуна пресса 1 в верхнем положении (датчик не показан) траверса 11 манипулятора 10 выдвигается на величину L и одновременно перемещается в крайнее правое положение, каретка 20 посредством привода 21, на расстояние LOT промежуточного стола 7. При этом захватные органы 12 и 14 с заготовками 5 перемещаются соответственно от загрузочной позиции 6 на промежуточный стол .7 и от стола 7 на каретку 20, а захватные органы 15 и 16 - в штамповое пространство таким образом, что схват 16 располагается над штампом 2. Затем захватные органы 12, 14, 15, 16 опускаются. Захватные органы 12 и 14 укладывают заготовки 5 соответственно на промежуточный стол 7, где посредством датчика 8 осуществляется контроль, а устройством 9 сброс, при необходимости, сдвоенных заготовок, и каретку 20, захватный орган 15 удерживает заготовку 5, а захватный орган 16 захватывает отштампованную деталь. После захватные органы 12, 14, 15. 16 поднимаются и каретка 20 посредством привода 21 возвращается в крайнее левое положение, а допол- нительные захватные органы 14, 15, 16 посредством индивидуального привода 13
I + I/2
выдвигаются на величину
-. Далее
захватные органы 12, 14, -15, 16 опускаются, при этом схват 15 укладывает заготовку 5 в штамп 2, а схват 16 сбрасывает отштампованную деталь через лоток 22 в тару 24. После контроля датчиком 23 выноса детали в тару 24 и возвращение траверсы 11 манипулятора 10 и дополнительных захватных
органов 14, 15,16 в исходное (крайнее левое по схеме) положение цикл повторяется.
Предлагаемый комплекс позволяет значительно расширить технологические воз- 5 можности (обслуживание штампов с любым расположением направляющих колонок) и повысить производительность комплекса путем сокращения потерь времени, связанных с переналадкой комплекса при перехо0 де с двух на однопозиционную штамповку. Формула.изобретения Переналаживаемый комплекс для штамповки; содержащий установленные в технологической последовательности пресс
5 со штампом, смонтированный на основании многопозиционный накопительный магазин, промежуточный стол, размещенный на одной продольной оси между разгрузочной позицией магазина и штампом пресса,
0 манипулятор для загрузки и удаления заготовок из рабочей зоны пресса в виде установленной в корпусе с возможностью вертикального и горизонтального перемещение траверсы, захватного органа, смон5 тированного на траверсе, дополнительных
захватных органов с соответствующим при. водом их горизонтального перемещения относительно траверсы, тару и систему
управления, отличающийся тем, что,
0 с целью расширения технологических возможностей и повышения производительности путем сокращения времени, связанного с переналадкой комплекса при переходе с двух - на однопозиционную штамповку, он
5 снабжен опорным столом для перемещения заготовки от промежуточного стола к прессу, выполненным в виде кронштейна, связанного с промежуточным столом, продольной направляющей, смонтированной
0 консольно на кронштейне, каретки, установленной на направляющей с возможностью возвратно-поступательного перемещения, механизма перемещения каретки, при этом манипулятор и промежуточный стол смон5 тированы на основании накопительного магазина, а расстояние между опорным столом в одном из крайних его положений возле пресса и промежуточным столом равно величине горизонтального перемещения
0 захватного органа, причем расстояние между дополнительными захватными органами определяется из соотношения (I + l/2)/2, где I - величина перемещения дополнительных захватных органов.
Редактор В. Трубченко
фиг. 2
Составитель С, Дуров Техред М.Моргентал
Корректор И. Муска
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Манипулятор к штамповочному прессу | 1990 |
|
SU1787807A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1328036A1 |
| Промышленный робот | 1987 |
|
SU1454549A1 |
| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
| Робот к штамповочному прессу | 1985 |
|
SU1340868A1 |
| Гибкий производственный модуль холодной листовой штамповки | 1986 |
|
SU1535665A1 |
| Автоматическая линия | 1978 |
|
SU893584A1 |
Сущность изобретения: комплекс содержит установленные в технологической последовательности пресс со штампом,, смонтированный на основании многопозиционный накопительный магазин, промежуточный стол, размещенный на одной продольной оси между разгрузочной позицией магазина и штампом пресса, манипулятор для загрузки и удаления заготовок из рабочей зоны пресса в виде установленной в корпусе с возможностью вертикального и горизонтального перемещения траверсы, захватного органа, смонтированного на траверсе, дополнительных захватных органов с соответствующим приводом их горизонтального перемещения относительно траверсы, тару, опорный стол для перемещения заготовки от промежуточного стола к прессу, выполненный в виде кронштейна, связанного с промежуточным столом, продольной направляющей, смонтированной консолью на кронштейне, каретки, установленной на направляющей с возможностью возвратно-поступательного перемещения, механизм перемещения каретки, при этом манипулятор и промежуточный стол смонтированы на основании накопительного магазина, а расстояние между опорным столом в одном из крайних его положений возле пресса и промежуточным столом равно величине горизонтального перемещения захватного органа, причем расстояние между дополнительными захватными органами определяется из соотношения (I + l/2)/2, где I - величина перемещения дополнительных захватных органов. 2 ил. СО С
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1328036A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
