Изобретение относится к электромашиностроению, в частности к способу изготовления магнитопроводов электрических машин, изотропных в магнитном отношении.
Цель изобретения - повышение качества -магнитопроводов за счет снижения анизотропии магнитных свойств материала.
Цель достигается тем, что согласно способу изготовления магнитопроводов, включающему сборку пластин в пакет, спрессов- ку, скрепление и термообработку пакета путем нагрева до температуры рекристаллизации стали с последующим охлаждением, нагрев пакета осуществляют в зонах трудного намагничивания, одновременно с чем дополнительно отводят тепло от зон легкого намагничивания пакета.
Нагрев зон трудного намагничивания пакета до температуры рекристаллизации стали с одновременным охлаждением зон легкого намагничивания обеспечивает существенный рекристаллизационный отжиг лишь зон трудного намагничивания, в результате чего магнитные свойства этих зон
в указанном направлении улучшаются и, следовательно, снижается анизотропия магнитных свойств магнитопровода.
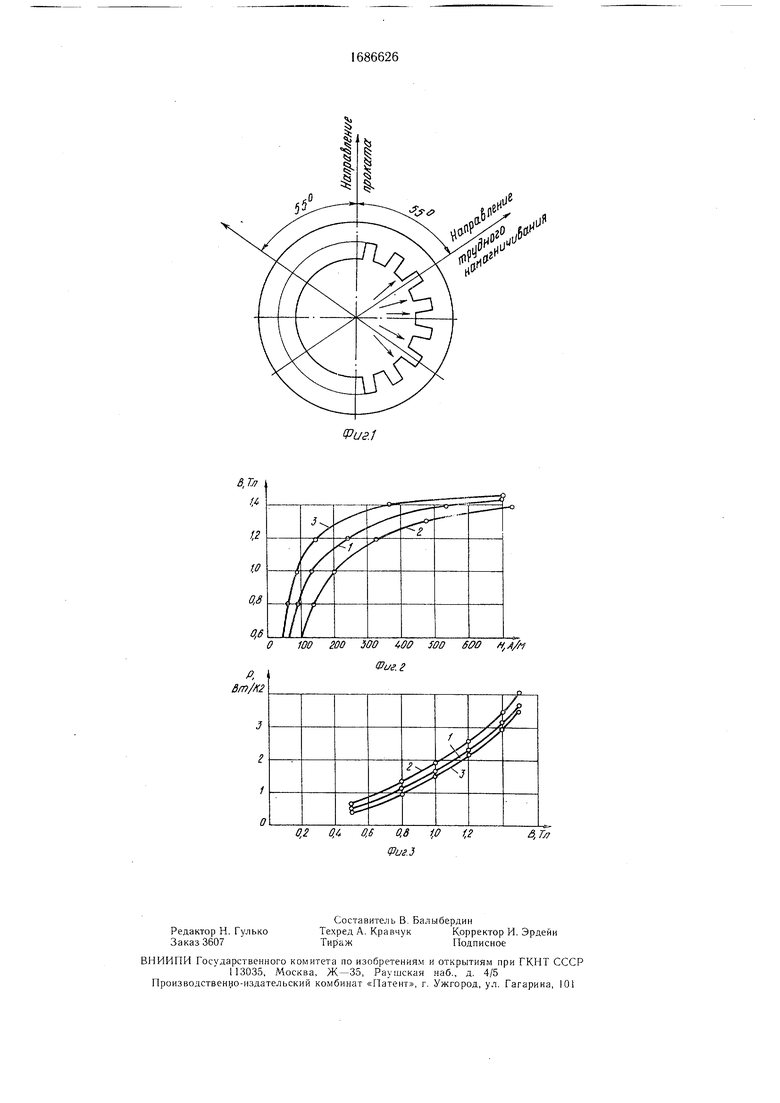
На фиг. 1 изображен магнитопровод статора, вид с торца; на фиг. 2 и 3 - графики зависимости соответственно индукции от напряженности поля и потерь энергии на перемагничивание от индукции для одной из марок холоднокатаной стали при различных условиях обработки.
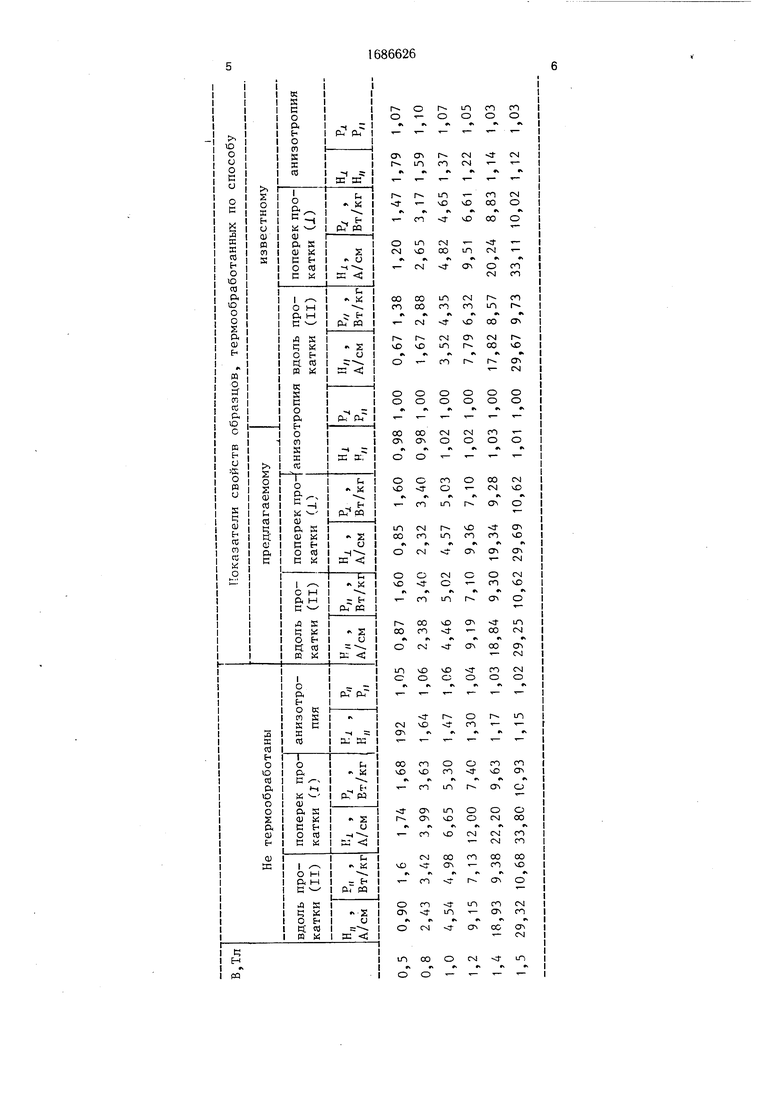
В таблице приведены магнитные свойства пакетов статоров при различных способах изготовления.
Способ изготовления магнитопроводов включает в себя операции, выполняемые в следующей последовательности: сборка пластин в пакет; спрессовка пакета; скрепление пакета; нагрев зон трудного намагничивания пакета с одновременным охлаждением зон легкого намагничивания, охлаж дение пакета магнитопровода в целом.
Магнитопроводы статора электрических машин изготовляют следующим образом.
05 00 05
О5 ьо
О5
Отштампованные статорные пластины собирают в пакет. Пакет спрессовывают, скрепляют и помещают в нагревательное стройство. Затем пакет нагревают в зонах г нудного намагничивания (направления под- вода теплоты указаны стрелками, фиг. 1) ;о температуры рекристаллизации отжига стали, выдерживают при данной температуре определенное время, достаточное для получения требуемых магнитных свойств. Одновременно с нагревом зон трудного на- Ю магничивания дополнительно осуществляют отвод тепла от зон легкого намагничивания пакета. Затем нагрев прекращают и пакет в целом подвергают охлаждению. Процессы охлаждения зон легкого намагничивания и пакета в целом осуществляют принудительным или естественным образом.
Для выполнения способа может быть использовано нагревательное устройство. При этом применим любой метод теплоотдачи: конвенция, теплопроводность, излучение.
Магнитопроводы ротора изготавливают аналогично.
В процессе термообработки сталь маг- нитопроводов в зонах трудного намагничивания претерпевает существенные структурные изменения: снимаются внутренние на- ря/мч.кя, обусловленные прокаткой листов i. . ..мовкой пластин. Поэтому в этих зонах 1 (ишые свойства значительно улуч- ч Сфуктура стали в зонах легкого , чивания остается неизменной или
. i не гея незначительно. Следовательно,
; ii зонах не изменяются или улучшаются . значительно ее магнитные свойства, что ; обеспечивает изотропию магнитных
700°С, выдержка 0,5 ч, охлаждение естественное, вне печи.
Как следует из графиков, отштампованные в направлении трудного намагничива- ,. ния образцы после дополнительной термообработки имеют магнитные свойства лучшие, чем образцы, отштампованные в направлении легкого намагничивания, но не прошедшие термообработку после штамповки.
Пример. Отштампованные статорные пластины из холоднокатаной стали 2212 собирают в пакет, пакет спрессовывают усилием вначале 100-200 кгс/см2, затем 40- 60 кгс/см2, при данном усилии скрепляют, 15 например, скобами и помещают в нагревательное устройство.
Затем нагревают зоны трудного намагничивания пакета (например, токами высокой частоты) до температуры 450-500°С, выдерживают при данной температуре 0,5 ч 20 с одновременным охлаждением зон легкого намагничивания, далее охлаждают магниго- провод в целом.
Одновременно часть изготовленных пакетов, как указано в примере, термообра- батывают по известному способу: нагрев пакета в целом в печи до 600-700°С, выдержка при этой температуре 0,5 ч, охлаждение до комнатной температуры.
Сравнительные результаты исследования магнитных свойств пакетов выполнения путем снятия зависимостей B-f(H) и (B) с помощью устройства для контроля электромагнитных параметров пакетов магнито- проводов приведены в таблице.
Приведенные результаты показывают, что пакеты магнитопроводов, термообрабо25
30
ч нойств пакетов. Это достигается подбором35 танные п° предлагаемому способу, при тем- шачений температуры, скорости и временипературе значительно ниже оптимальной нагрева зон трудного намагничивания и ско-имеют магнитную изотропию, близкую к 1. рости охлаждения зон легкого намагничивания.Формула изобретения
700°С, выдержка 0,5 ч, охлаждение естественное, вне печи.
Как следует из графиков, отштампованные в направлении трудного намагничива- ния образцы после дополнительной термообработки имеют магнитные свойства лучшие, чем образцы, отштампованные в направлении легкого намагничивания, но не прошедшие термообработку после штамповки.
Пример. Отштампованные статорные пластины из холоднокатаной стали 2212 собирают в пакет, пакет спрессовывают усилием вначале 100-200 кгс/см2, затем 40- 60 кгс/см2, при данном усилии скрепляют, например, скобами и помещают в нагревательное устройство.
Затем нагревают зоны трудного намагничивания пакета (например, токами высокой частоты) до температуры 450-500°С, выдерживают при данной температуре 0,5 ч 0 с одновременным охлаждением зон легкого намагничивания, далее охлаждают магниго- провод в целом.
Одновременно часть изготовленных пакетов, как указано в примере, термообра- батывают по известному способу: нагрев пакета в целом в печи до 600-700°С, выдержка при этой температуре 0,5 ч, охлаждение до комнатной температуры.
Сравнительные результаты исследования магнитных свойств пакетов выполнения путем снятия зависимостей B-f(H) и (B) с помощью устройства для контроля электромагнитных параметров пакетов магнито- проводов приведены в таблице.
Приведенные результаты показывают, что пакеты магнитопроводов, термообрабо5
0

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1985 |
|
SU1314687A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ХОЛОДНОКАТАНЫХ ПОЛОС ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1994 |
|
RU2081190C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2010 |
|
RU2476606C2 |
| Способ получения изотропной электротехнической стали | 2021 |
|
RU2762195C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ С УЛУЧШЕННОЙ ПЛОСКОСТНОСТЬЮ | 2012 |
|
RU2489500C1 |
| Способ термической обработки листов магнитопроводов | 1983 |
|
SU1122715A1 |
| Способ изготовления магнитопроводов электрических машин | 1989 |
|
SU1777206A2 |
| Способ изготовления анизотропной электротехнической стали | 1990 |
|
SU1744128A1 |
| Шихтованный магнитопровод электрической машины | 1985 |
|
SU1295482A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1994 |
|
RU2085598C1 |
Изобретение относится к электромашиностроению. Цель изобретения - повышение качества магнитопроводов путем снижения анизотропии магнитных свойств пакета. Согласно изобретению нагрев пакета осуществляют в зонах трудного намагничи - вания одновременно. Для этого дополнительно отводят тепло от зон легкого намагничивания пакета. Такой отжиг обеспечивает изотропию магнитных свойств пакетов магнитопроводов, улучшает характеристики электрических машин. 3 ил, 1 табл.
На фиг. 2 и 3 изображены зависимости соответственно индукции от напряженности поля и потерь энергии на перемагничивание от индукции слаболегированной стали марки 2212, ГОСТ 21427.2-83, прошедшей термообработку на магнитные свойства в процессе изготовления.
Исследования проводят на полосовых образцах размером 280X30 мм, отштампованных в направлении легкого (кривая 1) и трудного (кривая 2) намагничивания и не прошедших дополнительную термообработку после штамповки по режиму: нагрев до
Способ изготовления магнитопроводов электрических машин, включающий сборку пластин в пакет, опрессовку, скрепление и термообработку пакета путем нагрева до температуры рекристаллизации стали с последующим охлаждением, отличающийся тем, что, с целью повышения качества магнитопроводов путем снижения анизотропии магнитных свойств пакета, нагрев пакета осуществляют в зонах трудного намагничивания пакета, одновременно с чем дополнительно отводят тепло от зон легкого намагничивания.
1,6 1,74 1,68
3,42 3,99 3,63
4,98 6,65 5,30
7,13 12,00 7,40
9,38 22,20 9,63
10,68 33,80 10,93
1921,050,871,60 0,851,600,981,000,67 1,381,201,471,791,07
1,641,062,383,40 2,323,400,981,001,67 2,882,653,171,591,10
1,471,064,465,02 4,575,031,021,003,52 4,354,824,651,371,07
1,301,049,197,10 9,367,101,021,007,79 6,329,516,611,221,05
1,171,0318,849,30 19,349,281,031,0017,82 8,5720,248,831,141,03
1,151,0229,2510,62 29,6910,621,011,0029,67 9,7333,1110,021,121,03
s
J ст
Ю
T
О 100 200 SffO WO fffO SOO ft,A/fi Фиг. г
0,2 0,Ь 0,6 0,8 1,0 1,2 РигЗ
&,Тл
| Шихтованный магнитопровод электрической машины | 1985 |
|
SU1295482A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СВЕТОЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ ЛОБОВОГО СТЕКЛА ТРАНСПОРТНОГО СРЕДСТВА | 1998 |
|
RU2145553C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
