Настоящее изобретение относится к способу формовки заготовки и в особенности к способу сверхпластической формовки с использованием подходящего материала.
Известно, что определенного рода сплавы на определенном уровне температур становятся сверхпластичными. При этих температурах сверхпластичность позволяет придать сплаву необходимую форму.
Известен способ формовки заготовки, который заключается в размещении листа из металлического сплава поверх матрицы или металлической формы и последующем нагреве заготовки до температуры, при которой сплав становится сверхпластичным, после чего к заготовке прикладывают давление, например, путем воздействия на верхнюю поверхность заготовки текучей среды высокого давления, поддерживая в то же время в объеме между заготовкой и матрицей более низкое давление. В результате заготовка приобретает форму внутренней поверхности матрицы.
Однако данный способ имеет недостаток, который заключается в том, что используемое устройство имеет большую нагреваемую тепловоспринимающую массу. Поэтому не только сама заготовка должна прогреваться до температуры, при которой она становится сверхпластичной, но, как правило, до той же температуры должна быть нагрета вся рабочая камера. Понятно, что в этом случае для формовки необходимой детали требуется подвод большого количества энергии.
В патенте США №5592842 описан способ, который направлен на устранение требования, касающегося необходимости нагрева матрицы. В частности, в данном патентном документе предложено использовать лазерный луч для локального нагрева частей заготовки и затем прикладывать к заготовке давления текучей среды, как и в описанном выше известном способе.
Однако данный способ имеет недостаток, заключающийся в том, что не может быть обеспечен точный контроль формы готового изделия.
Кроме того, такой способ не создает условий для отжига, без которого последующая формовка не будет качественной, или для нагрева заготовки после формовки, позволяющей исключить остаточные напряжения в заготовке, которые могут возникнуть в процессе формовки.
Известен способ формовки заготовки, включающий:
фиксацию заготовки вблизи матрицы;
нагрев заготовки до температуры, достаточной для достижения в ней сверхпластичности;
воздействие на заготовку давлением текучей среды для придания ей формы матрицы (форму поверхности матрицы) (SU 539643 А).
Преимущество предлагаемого способа заключается в том, что сверхпластичные свойства материала могут быть использованы для формовки заготовки точно в соответствии с требуемой формой при отсутствии необходимости нагрева всей рабочей камеры до температуры сверхпластичности материала заготовки.
Предпочтительно перед применением лазера для нагрева заготовки до температуры ее сверхпластичности заготовку зажимают, и лазер используют так, чтобы нагреть всю заготовку до одинаковой температуры с целью ее отжига.
Кроме того, после использования лазера для сверхпластичной формовки заготовки предпочтительно его используют для нагрева всей заготовки до одинаковой температуры, чтобы снять остаточные напряжения.
Преимущество такого решения состоит в том, что вся формовка может проводиться как единый процесс, в одной технологической установке.
В соответствии со вторым аспектом настоящего изобретения обеспечивается установка для формовки, снабженная источником лазерного света и средствами фиксации заготовки вблизи матрицы.
Для лучшего понимания настоящего изобретения и чтобы показать, как оно может быть осуществлено, описание изобретения далее приводится со ссылками (в качестве примера) на фигуры приложенных чертежей, на которых:
Фиг.1 - схематический вид поперечного сечения установки для формовки в соответствии с одним аспектом данного изобретения.
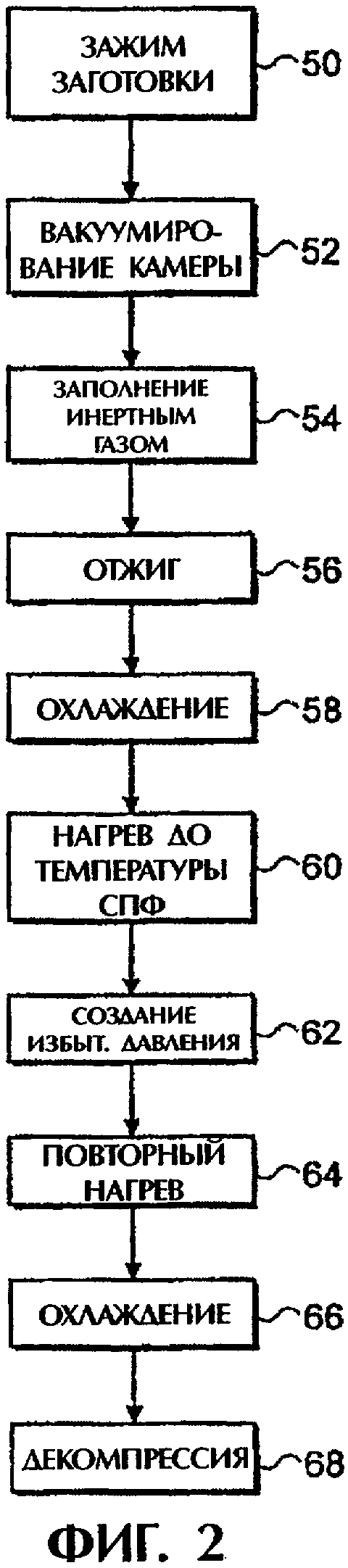
Фиг.2 - блок-схема, иллюстрирующая технологический процесс согласно аспекту данного изобретения.
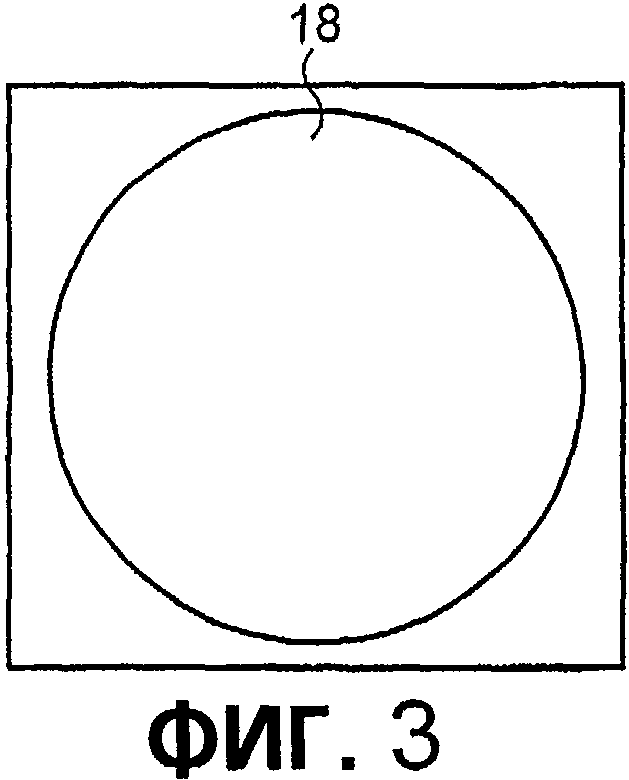
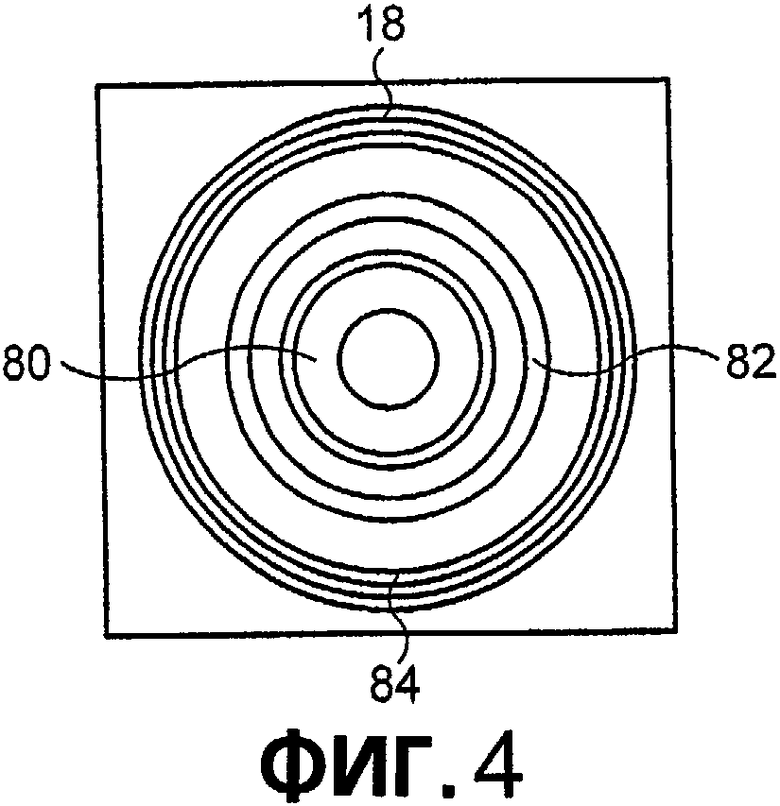
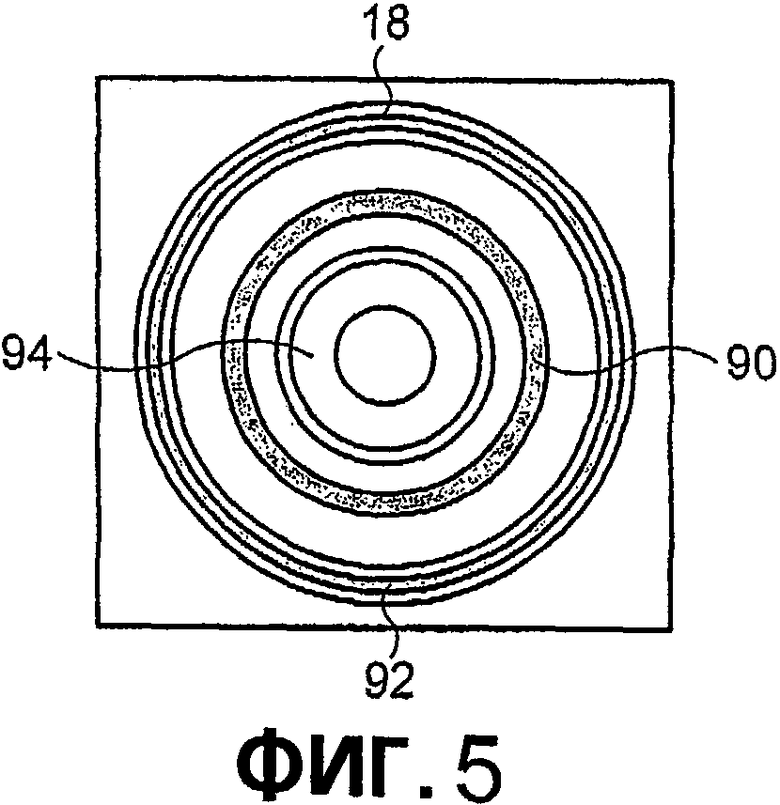
Фиг.3-5 - примеры разновидностей картины нагрева типичной заготовки в соответствии с изобретением.
Фиг.6 - схематическое поперечное сечение варианта установки в соответствии с изобретением.
Фиг.7 - схематическое поперечное сечение другого варианта выполнения установки согласно изобретению.
Фиг.8 - схематическое поперечное сечение еще одного варианта установки согласно изобретению.
Фиг.9-11 - последовательные стадии осуществления технологического процесса согласно аспекту изобретения.
На фиг.1 показан схематический вид поперечного сечения установки согласно настоящему изобретению. Показанная установка включает рабочую камеру (камеру давления) 10, снабженную смотровым окном 12. Камера 10 содержит средства зажима 14 и 16 заготовки, которые могут создавать усилие прижима так, как показано стрелками А-А, В-В, с обеспечением фиксации и удерживания заготовки 18 на месте.
Заготовка 18 представляет собой лист из сверхпластичного сплава. Как хорошо известно специалистам в данной области техники, таким сверхпластичным сплавом может быть сплав на основе титана.
В исходном состоянии заготовка 18 предпочтительно выполнена плоской. На фиг.1 заготовка показана уже частично деформированной.
Установка содержит матрицу 20, размещенную внутри изолирующего кольца 22, изготовленного из керамического материала. Верхняя поверхность 24 матрицы 20 соответствует требуемому профилю детали, полученной в результате формовки, и, кроме того, матрица 20 выполнена с выпускными каналами 26, 28.
Матрица 20 может быть изготовлена из металла или из керамических материалов. Помимо того, установка снабжена источником лазерного излучения 30, включая средства для регулирования фокусировки и направления лазерного луча 32.
Камера давления 10 содержит, кроме того, отверстия 34 для впуска газа, а также выпускное отверстие 36.
На фиг.2 представлена блок-схема, иллюстрирующая осуществляемый технологический процесс в соответствии с предпочтительным аспектом данного изобретения с использованием установки, показанной на фиг.1.
Сначала на стадии 50 процесса заготовку предпочтительно в виде в целом плоского листа, изготовленного из сверхпластичного материала, зажимают в зажимном приспособлении 14, 16. Затем на стадии 52 камеру вакуумируют с помощью вакуумного насоса, например, через каналы и отверстия 26, 28, 34, 36. После этого на стадии 54 камеру заполняют инертным газом, например аргоном, при низком давлении. Созданные в камере условия инертного газа позволяют нагревать деталь при отсутствии загрязнения камеры газами атмосферы.
На следующей стадии 56 используют источник лазерного излучения 30 для нагрева всей заготовки 18 до достаточно высокой температуры, при которой заготовка становится полностью отожженной и свободной от внутренних напряжений. Как показано на фиг.3, по существу, вся заготовка 18 нагревается равномерно. Это достигается за счет соответствующего контроля функционирования источника лазерного излучения 30. Например, лазерный пучок лучей может быть расфокусирован таким образом, что он одновременно облучает все части заготовки 18, или же все участки поверхности можно сканировать сфокусированным световым лучом.
После отжига, на стадии 58 заготовке дают возможность охладиться ниже температуры сверхпластичности или, если возможно, ниже температуры кристаллизации. На последующей стадии 60 процесса источник лазерного излучения 30 используют для нагрева заготовки 18 до температуры сверхпластической формовки (СПФ), например до 935°С. В случае, показанном на фиг.4, к различным участкам заготовки 18 от источника лазерного излучения 30 может быть подведено неодинаковое количество энергии. Поэтому на фиг.4 лишь в целях иллюстрации, показаны кольцевые зоны (пояса) 80, 82, 84, которые могут получать различные количества энергии лазерного излучения. Управление количеством энергии, подводимым указанным путем, обеспечивает возможность возникновения сверхпластичности предпочтительно только в некоторых частях заготовки, при отсутствии проявления сверхпластичности в других участках.
Далее на стадии 62 процесса в камере создают давление. С этой целью через впускные отверстия 34 в камеру подают инертный газ, например аргон, для увеличения давления, действующего на верхнюю поверхность заготовки 18. Одновременно из объема под заготовкой 18 обеспечивают отвод газа через отводящие каналы 26, 28. В этом предпочтительном примере воплощения давление, оказываемое газом на верхнюю поверхность заготовки 18, созданное в камере 10, может быть увеличено примерно до 30 или 40 атм (3 MPa или 4 МРа).
Давление такой величины вдавливает нагретую заготовку в матрицу 20, формуя тем самым деталь, имеющую такой же профиль, какой имеет внутренняя поверхность 24 матрицы.
Сразу после осуществления формовки детали источник лазерного излучения 30 может быть использован для повторного нагрева сформованной детали (стадия 64 на фиг.2). При этом, как показано на фиг.5, характер распределения тепловой энергии, подводимой от источника лазерного излучения, можно необходимым образом изменить (по отношению к нагреву при формовке), например, между кольцевыми поясами 92, 94, вследствие не плоской, после проведения формовки, формы детали 18. Осуществленный таким образом нагрев полученной детали исключает наличие в ней каких-либо остаточных напряжений, которые могут иметь место после проведения описанного выше процесса формовки, что позволяет получать детали с исключительной точностью (формы) и воспроизводимостью при отсутствии эффектов проявления упругости материала. После нагрева детали может быть предоставлена возможность охлаждения (стадия 66 на фиг.2), и, наконец, на стадии 68 данного процесса, отображенной на фиг.2, может быть произведена декомпрессия камеры.
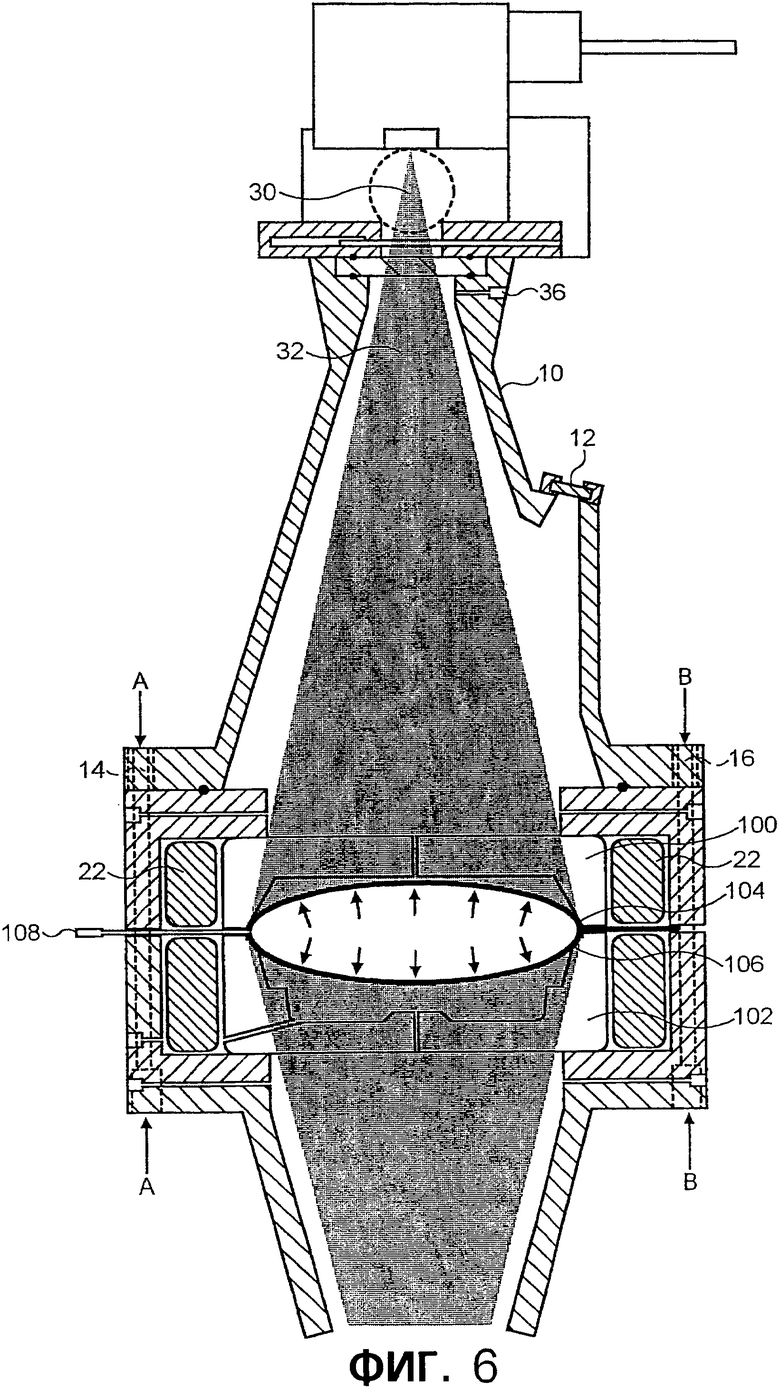
На фиг.6 показан вариант выполнения установки для формовки в соответствии с настоящим изобретением. Установка для формовки, представленная на фиг.6, подобна установке на фиг.1, и соответствующие элементы конструкции обозначены на обоих чертежах одинаковыми номерами позиций и далее не будут описаны.
Установка, представленная на фиг.6, включает второй источник лазерного излучения (не показан), расположенный с противоположного торца установки. Рабочая камера содержит средства для фиксации матрицы, разделенной на две половинки 100 и 102, и для зажима двух листовых заготовок 104, 106, кромки которых могут быть сплавлены друг с другом, а также впускное отверстие 108 для подачи газа высокого давления между двумя листовыми заготовками 104, 106.
При таком выполнении установки источники лазерного излучения можно использовать для нагрева половинок 100 и 102 матрицы, посредством чего достигается увеличение температуры листов 104, 106 заготовки до температуры сверхпластической формовки (СПФ). В качестве альтернативного и предпочтительного выполнения половинки 100 и 102 матрицы могут быть изготовлены из материала, который прозрачен для лазерного излучения, что обеспечивает прохождение лазерного луча сквозь половинки матрицы, и непосредственный нагрев листов заготовки. Приемлемыми материалами для изготовления матрицы в таком исполнении являются керамические материалы с некристаллической или кристаллической структурой, в которых, например, размеры зерен меньше длины волны лазерного излучения.
Половинки 100 и 102 матрицы могут быть выполнены с возможностью неоднократного использования или же они могут представлять собой вкладыши одноразового применения.
Процесс формовки в установке, показанной на фиг.6, обычно проводится таким же образом, что и процесс, описанный выше со ссылкой на фиг.2, хотя в этом случае для того, чтобы вдавить листы внутрь соответствующих половинок 100, 102 матрицы, газ высокого давления вводят между двумя листами 104, 106 заготовки. При этом высокое давление необходимой величина создается в объеме, ограниченном заготовкой, и поэтому объем, в котором создают давление, значительно меньше, чем в случае, отображенном на фиг.1.
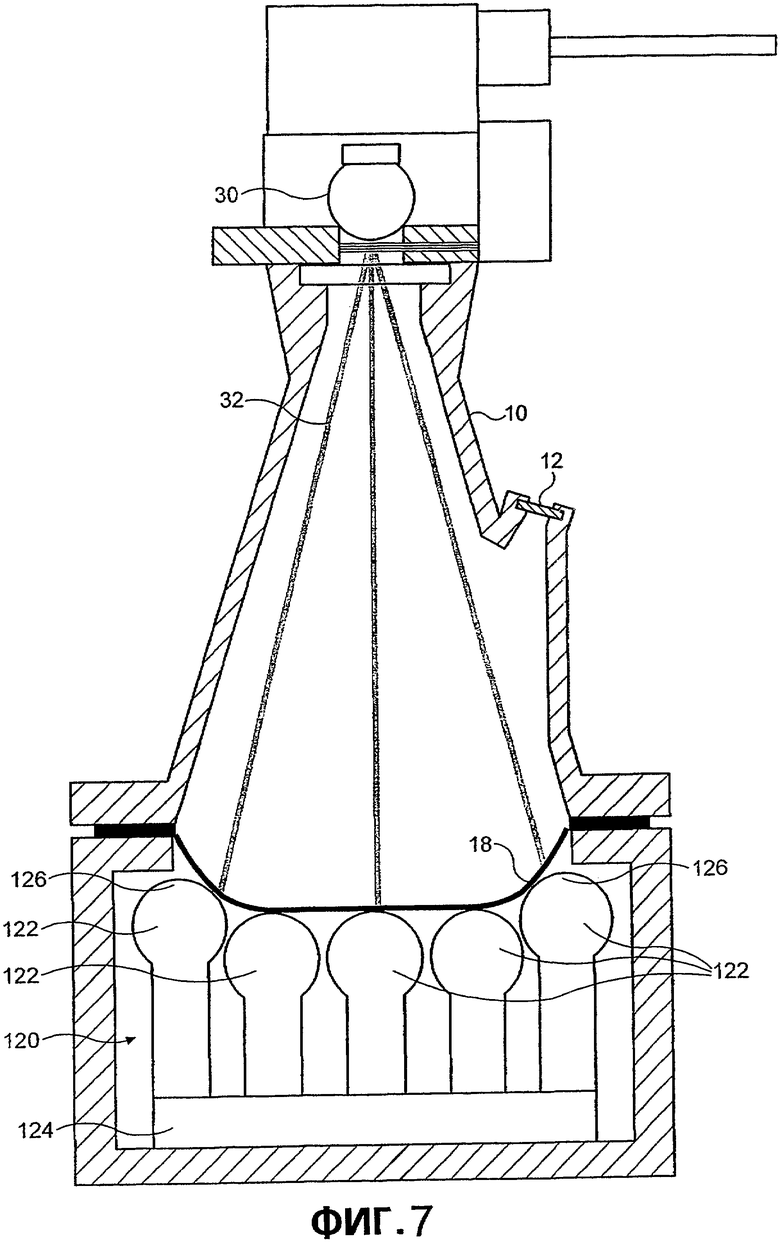
Фиг.7 схематически иллюстрирует еще один вариант выполнения установки для формования в соответствии с настоящим изобретением. Показанная на фиг.7 установка по конструкции в основном сходна с изображенной на фиг.1, и на обеих фигурах использована одинаковая нумерация позиций, указывающих соответствующие элементы конструкции, которые далее не будут описаны.
На установке, представленной на фиг.7, матрица 120 изготовлена из ряда отдельных опорных штырей 122, выполненных с возможностью перемещения и управляемых с помощью сервосистемы 124. Несмотря на то, что на фиг.7 показано лишь несколько опорных штырей 122, действующая установка может содержать сотни или тысячи таких штырей.
Каждый опорный штырь снабжен наконечником 126, изготовленным из керамического материала или покрытым таким материалом снаружи.
Сервосистема 124 может регулировать только высоту каждого штыря 122 и может также предпочтительно регулировать положение штырей в боковом направлении в пределах небольшого расстояния. Выполненный таким образом ряд опорных штырей 122 можно использовать для образования матрицы любой необходимой формы. В процессе работы установки положение штырей можно регулировать с образованием матрицы различного требуемого профиля. Это обеспечивает возможность формовки большого количества различных деталей при отсутствии необходимости использовать соответствующее количество отдельных различных матриц.
Процесс формовки (на установке, показанной на фиг.7) осуществляют таким же путем, что и описанный выше процесс, при проведении которого деталь зажимают над матрицей, затем нагревают до температуры сверхпластичности, после чего прикладывают давление так, чтобы заготовка принимала форму поверхности матрицы.
Понятно, что матрица из штырей может быть использована в установке для формования деталей, образованных из двух листов так, это показано на фиг.6.
Следует отметить, что матрица такого типа может применяться во многих различных процессах формовки, причем не только для процессов, использующих лазерный нагрев деталей или сверхпластичность материала.
Таким образом, в соответствии с одним аспектом изобретения обеспечена регулируемая матрица, содержащая большое количество индивидуально регулируемых штырей, и средства для регулирования высоты этих штырей, при этом все вместе периферийные концы штырей образуют поверхность матрицы.
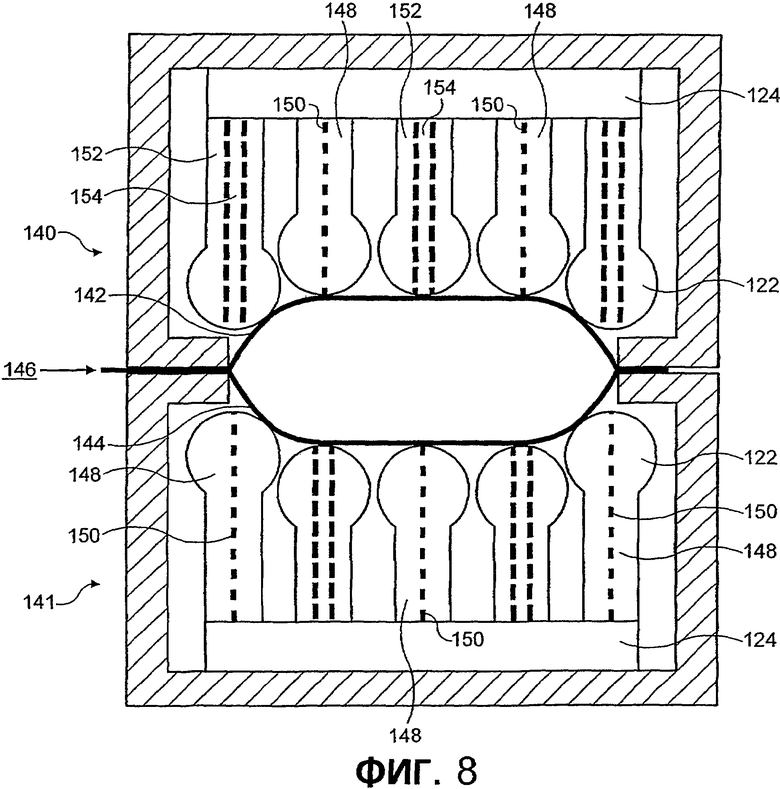
На фиг.8 показано еще одно выполнение матрицы подобного типа. В этом случае в устройстве для формовки получают детали из двух листов. Матрица на фиг.8 в основном сходна с матрицей, показанной на фиг.7, и соответствующие элементы конструкции на двух указанных фиг.7 и фиг.8 обозначены одинаковыми номерами позиций, и далее не будут описаны.
В этом случае установка содержит две матрицы 140, 141, которые, по существу, сходны с матрицей, изображенной на фиг.7, снабженные приспособлением для зажима двух листов 142, 144 заготовки, и впускное отверстие 146 для ввода между ними текучей среды высокого давления.
В установке, показанной на фиг.8, имеется первая группа штырей 148, внутри каждого из которых проходят соответствующие оптические волокна 150, которые могут направлять излучение от лазерного источника (не показан) на примыкающую к штырю поверхность соответствующей заготовки. Кроме того, имеется вторая группа штырей 152, в каждом из которых выполнены каналы 154, которые могут направлять охлаждающие потока газа на близлежащую поверхность соответствующего листа заготовки. Штыри 148, 152 первой и второй групп, как правило, расположены чередующимся порядком вдоль поверхностей матриц.
Выполненная указанным образом установка, изображенная на фиг.8, позволяет точно регулировать температуру поверхности заготовки, обеспечивая при этом возникновение сверхпластичности только на тех участках поверхности, где это необходимо.
Как известно из уровня техники, сверхпластическая формовка, проводимая с использованием двух листовых заготовок, может быть использована для формовки деталей с внутренними соединительными перемычками, образованными посредством диффузионного соединения.
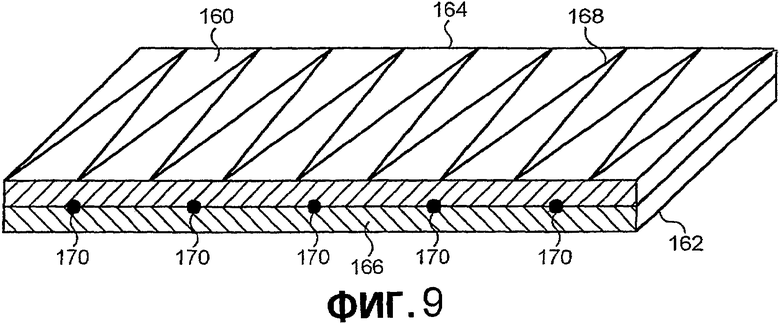
Фиг.9-11 иллюстрируют подобный технологический процесс, осуществляемый в соответствии с настоящим изобретением. Согласно фиг.9 источник лазерного излучения служит для предварительной обработки внешних поверхностей 160, 162 двух листов 164, 166 заготовки соответственно. В случае, если источник лазерного излучения способен формировать управляемый луч, он может быть использован для сканирования лучом по поверхностям так, как это показано, например, отображением траектории 168 луча на фиг.9. Такое сканирование позволяет удалить с поверхностей 160, 162 заготовки любые находящиеся на них окислы, а испаренный лучом окисел путем вентилирования может быть выведен из рабочей камеры.
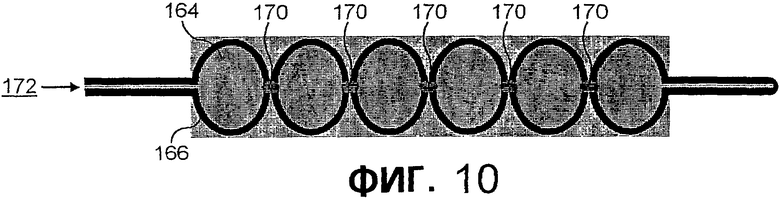
Как видно (фиг.9), два листа 164, 166 заготовки скреплены между собой диффузионным соединением по линиям 170. После нагрева этих двух листов 164, 166 заготовки до температуры сверхпластичности, через впускное отверстие 172 между ними вводят текучую среду под избыточным давлением, под воздействием которого листовые заготовки отжимаются на некоторое расстояние друг от друга так, как это показано на фиг.10.
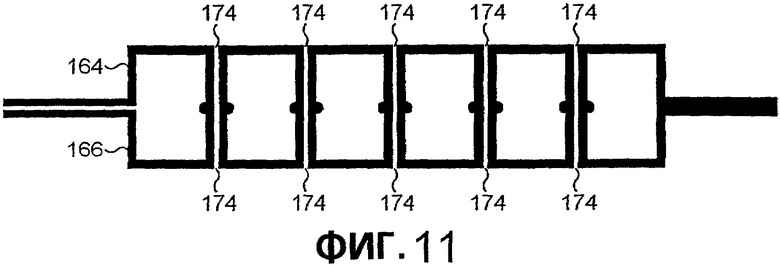
В конце концов отдельные участки внешних поверхностей 160, 162 вступают в контакт, как показано на фиг.11, а предварительная обработка поверхности позволяет сформировать высококачественные вторичные диффузионные соединения 174.
Использование лазера для предварительной подготовки поверхности позволяет провести эту подготовку как часть технологического процесса формовки, осуществляемого в одной и той же установке для формовки.
Таким образом, в вышеприведенном описании раскрыты способы производства, которые позволяют эффективно использовать сверхпластическую формовку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления листовых конструкций из алюминиевых сплавов | 1990 |
|
SU1757823A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ ИЗ ТИТАНО-АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2598747C1 |
| СПОСОБ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ | 1991 |
|
RU2021056C1 |
| Способ изготовления многослойных панелей | 1990 |
|
SU1756073A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2049628C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА | 2013 |
|
RU2567084C2 |
| ФОРМОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ ОДИНАКОВЫХ ХАРАКТЕРИСТИК ЛИСТОВ, АППАРАТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ С ИСПОЛЬЗОВАНИЕМ ОХЛАЖДАЮЩЕГО ЭЛЕМЕНТА | 2009 |
|
RU2530927C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2024378C1 |
| ПАКЕТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО МНОГОСЛОЙНОГО ЯЧЕИСТОГО ИЗДЕЛИЯ СПОСОБОМ ДИФФУЗИОННОЙ СВАРКИ И СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ | 2014 |
|
RU2570714C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛУФАБРИКАТА ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛЯ ТИПА INCONEL 718 | 2004 |
|
RU2269589C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при сверхпластичной формовке. Осуществляют фиксацию заготовки вблизи матрицы, нагрев, по меньшей мере, одной части заготовки лазером, управляемым с возможностью сообщения различных уровней лазерной энергии различным участкам заготовки до температуры, достаточной для достижения в ней состояния сверхпластичности. Воздействуют на заготовку давлением текучей среды для придания ей формы матрицы. Способ осуществляют в установке, содержащей средства удерживания матрицы, средства для зажатия заготовки вблизи матрицы с помощью зажимающих средств, средства для приложения давления текучей среды к заготовке для придания ей формы поверхности матрицы, а также источник нагрева заготовки, по меньшей мере, части заготовки. В качестве источника нагрева использован источник лазерного излучения, выполненный с возможностью управления уровнем лазерной энергии, прилагаемой к различным участкам заготовки. Изделие получают заявленным способом. Обеспечивается точный контроль формы изделия. 3 н. и 17 з.п. ф-лы, 11 ил.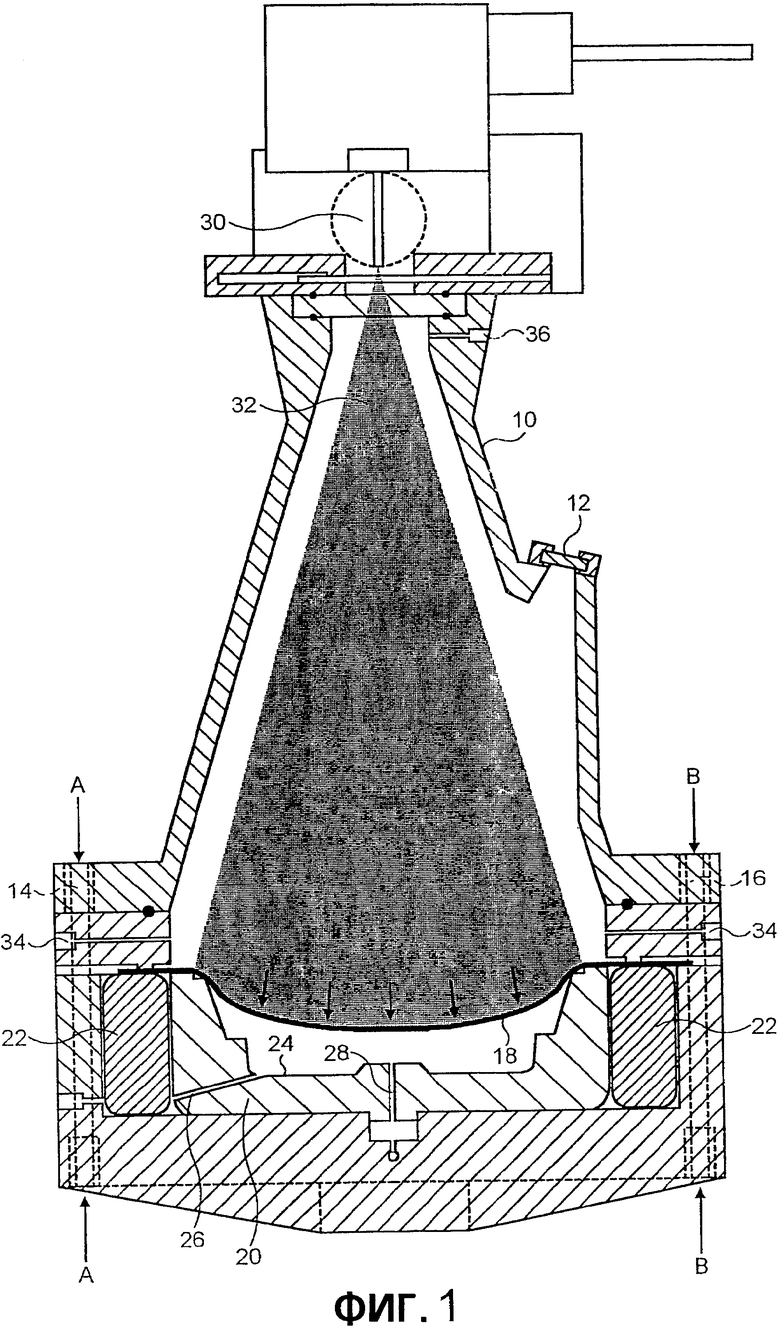
| Способ штамповки деталей из листовых заготовок в состоянии сверхпластичности | 1975 |
|
SU539643A1 |
| US 5592842 A, 14.06.1997 | |||
| Способ формообразования деталей двойной крутизны и устройство для его осуществления | 1983 |
|
SU1147471A1 |
| Способ штамповки изделий излиСТОВыХ зАгОТОВОК | 1978 |
|
SU831270A1 |
| Керамический штамп для изготовления изделий сложной формы | 1988 |
|
SU1611547A1 |

