Изобретение относится к технологической оснастке для обработки металлов давлением и может использоваться для обработки полых деталей различной высоты на обрабатывающих машинах типа рабочих роторов роторных машин.
Цель изобретения - расширение технологических возможностей за счет обработки полых деталей различной высоты на устройствах типа роторов роторных машин.
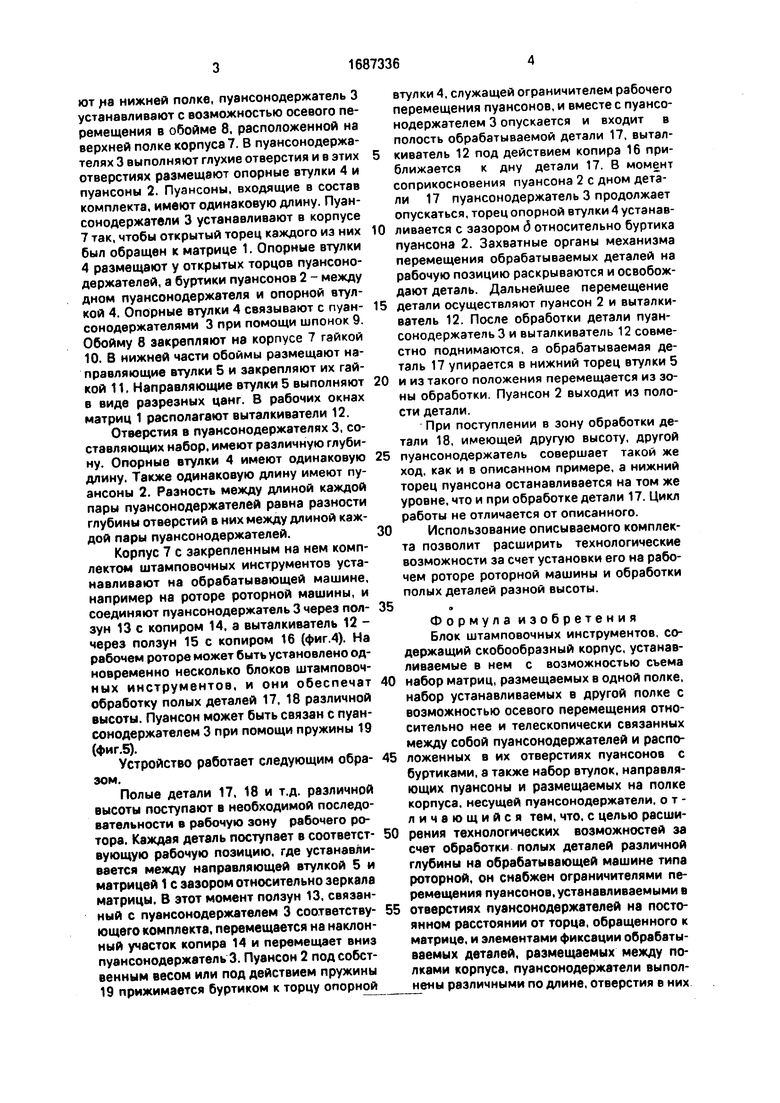
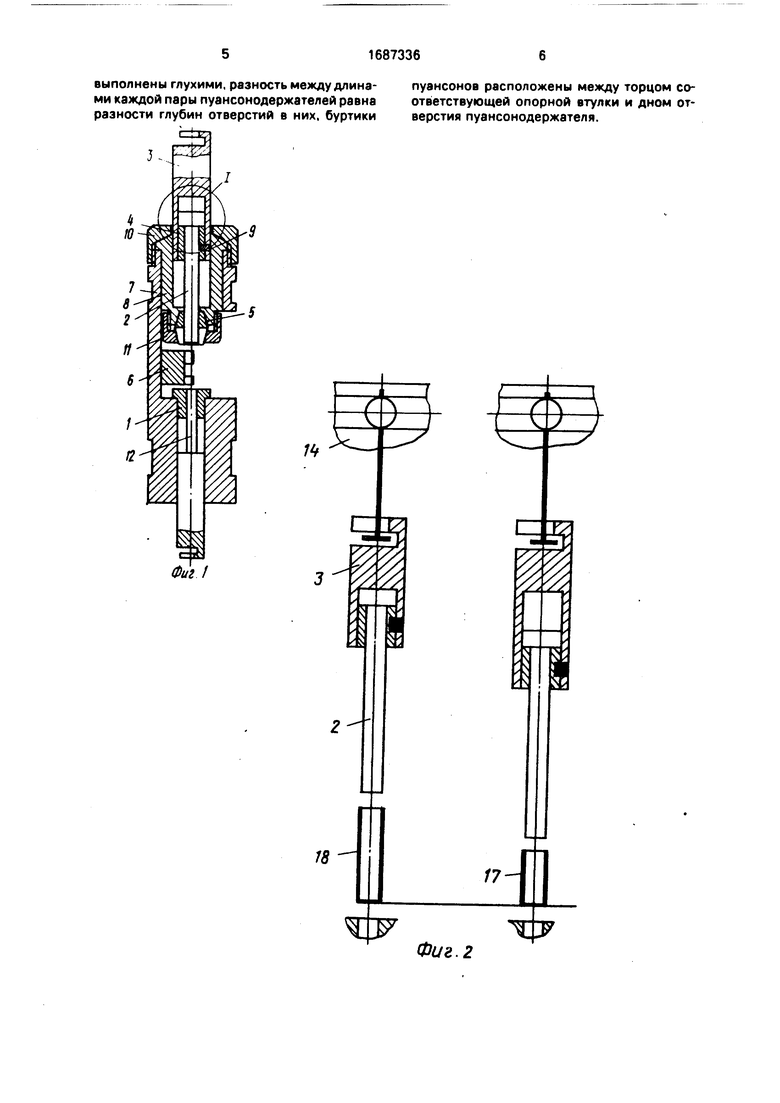
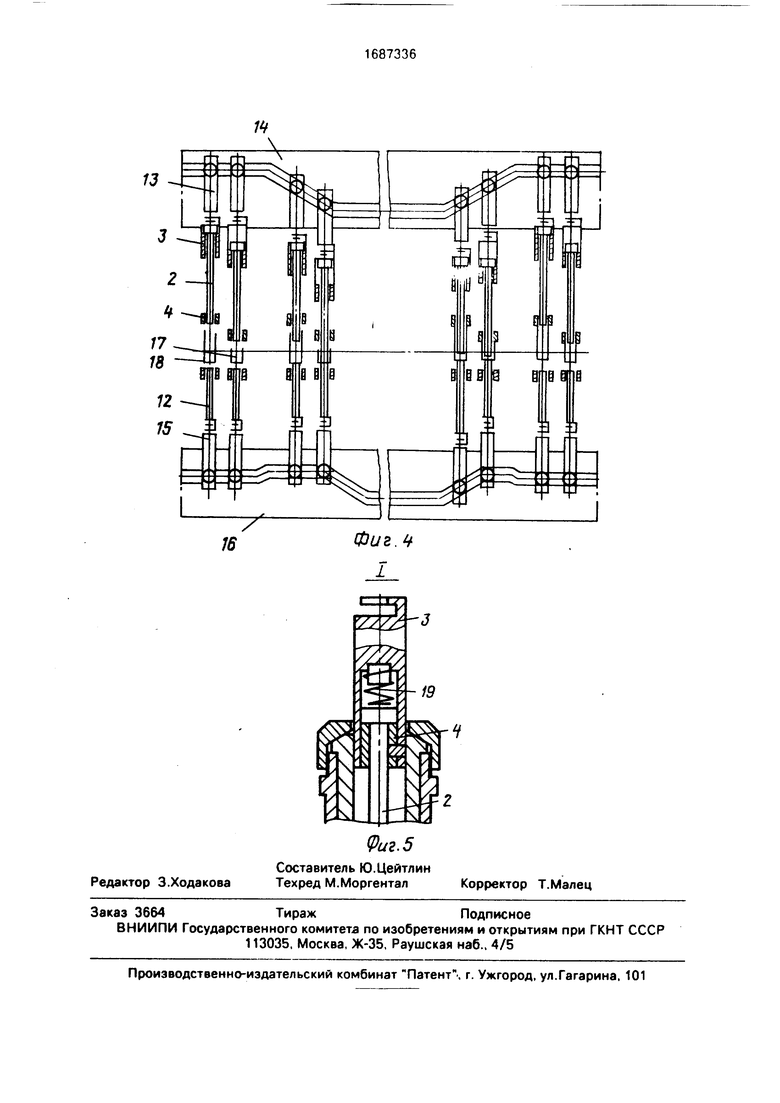
На фиг.1 показан комплект инструментов, установленный в скобообразном корпусе; на фиг.2 - схема расположения пуансонов при обработке деталей разной высоты в крайнем верхнем положении; на фиг.З - то же, в крайнем нижнем положении; на фиг.4 - схема расположения инструментов для обработки полых деталей разной высоты на роторе роторной машины на разных стадиях процесса штамповки; на фиг.5 - узел I на фиг. 1 (вариант выполнения связи пуансонодержателя с пуансоном).
Блок содержит наборы матриц 1, пуансонов 2, пуансонодержателей 3, опорных втулок 4, направлящих втулок 5, элементов 6, фиксирующих обрабатываемые детали относительно матриц и пуансонов. Матрицы 1, пуансоны 2, направляющие втулки 5 и центрирующие элементы, составляющие наборы, имеют различные форму и размеры поперечных сечений рабочих частей. Устанавливают детали, входящие в состав комп- лекта, в скобообразном корпусе 7 с возможностью съема. Матрицы 1размещас
00 XI СА) СО О
ют на нижней полке, пуансонодержатель 3 устанавливают с возможностью осевого перемещения в обойме 8, расположенной на верхней полке корпуса 7. В пуансонодержа- телях 3 выполняют глухие отверстия и в этих отверстиях размещают опорные втулки 4 и пуансоны 2. Пуансоны, входящие в состав комплекта, имеют одинаковую длину. Пуан- сонодержатели 3 устанавливают в корпусе 7 так, чтобы открытый торец каждого из них был обращен к матрице 1. Опорные втулки 4 размещают у открытых торцов пуансоно- держателей, а буртики пуансонов 2 - между дном пуансонодержателя и опорной втулкой 4. Опорные втулки 4 связывают с пуан- сонодержателями 3 при помощи шпонок 9. Обойму 8 закрепляют на корпусе 7 гайкой 10. В нижней части обоймы размещают направляющие втулки 5 и закрепляют их гайкой 11. Направляющие втулки 5 выполняют в виде разрезных цанг. В рабочих окнах матриц 1 располагают выталкиватели 12.
Отверстия в пуансонодержателях 3, составляющих набор, имеют различную глубину. Опорные втулки 4 имеют одинаковую длину. Также одинаковую длину имеют пуансоны 2. Разность между длиной каждой пары пуансонодержателей равна разности глубины отверстий в них между длиной каждой пары пуансонодержателей.
Корпус 7 с закрепленным на нем комплектом штамповочных инструментов устанавливают на обрабатывающей машине, например на роторе роторной машины, и соединяют пуансонодержатель 3 через ползун 13 с копиром 14. а выталкиватель 12 - через ползун 15 с копиром 16 (фиг.4). На рабочем роторе может быть установлено одновременно несколько блоков штамповочных инструментов, и они обеспечат обработку полых деталей 17, 18 различной высоты. Пуансон может быть связан с пуан- сонодержателем 3 при помощи пружины 19 (фиг.5).
Устройство работает следующим образом.
Полые детали 17, 18 и т.д. различной высоты поступают в необходимой последовательности в рабочую зону рабочего ротора. Каждая деталь поступает в соответствующую рабочую позицию, где устанавливается между направляющей втулкой 5 и матрицей 1 с зазором относительно зеркала матрицы. В этот момент ползун 13, связанный с пуансонодержателем 3 соответствующего комплекта, перемещается на наклонный участок копира 14 и перемещает вниз пуансонодержатель 3. Пуансон 2 под собственным весом или под действием пружины 19 прижимается буртиком к торцу опорной
втулки 4, служащей ограничителем рабочего перемещения пуансонов, и вместе с пуансонодержателем 3 опускается и входит в полость обрабатываемой детали 17. выталкиватель 12 под действием копира 16 приближается к дну детали 17. В момент соприкосновения пуансона 2 с дном детали 17 пуансонодержатель 3 продолжает опускаться, торец опорной втулки 4 устэнав0 ливается с зазором д относительно буртика пуансона 2. Захватные органы механизма перемещения обрабатываемых деталей на рабочую позицию раскрываются и освобождают деталь. Дальнейшее перемещение
5 детали осуществляют пуансон 2 и выталкиватель 12. После обработки детали пуансонодержатель 3 и выталкиватель 12 совместно поднимаются, а обрабатываемая деталь 17 упирается в нижний торец втулки 5
0 и из такого положения перемещается из зоны обработки. Пуансон 2 выходит из полости детали.
При поступлении в зону обработки детали 18, имеющей другую высоту, другой
5 пуансонодержатель совершает такой же ход, как и в описанном примере, а нижний торец пуансона останавливается на том же уровне, что и при обработке детали 17. Цикл работы не отличается от описанного.
0 Использование описываемого комплекта позволит расширить технологические возможности за счет установки его на рабочем роторе роторной машины и обработки полых деталей разной высоты.
5
Формула изобретения Блок штамповочных инструментов, содержащий скобообразный корпус, устанавливаемые в нем с возможностью съема
0 набор матриц, размещаемых в одной полке, набор устанавливаемых в другой полке с возможностью осевого перемещения относительно нее и телескопически связанных между собой пуансонодержателей и распо5 ложенных в их отверстиях пуансонов с буртиками, а также набор втулок, направляющих пуансоны и размещаемых на полке корпуса, несущей пуансонодержатели, отличающийся тем, что, с целью расши0 рения технологических возможностей за счет обработки полых деталей различной глубины на обрабатывающей машине типа роторной, он снабжен ограничителями перемещения пуансонов, устанавливаемыми в
5 отверстиях пуансонодержателей на постоянном расстоянии от торца, обращенного к матрице, и элементами фиксации обрабатываемых деталей, размещаемых между полками корпуса, пуансонодержатели выпол- нены различными по длине, отверстия в них
выполнены глухими, разность между длинами каждой пары пуансонодержателей равна разности глубин отверстий в них, буртики
пуансонов расположены между торцом соответствующей опорной втулки и дном отверстия пуансонодержателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп ГРШД | 1984 |
|
SU1242281A1 |
| Рабочий ротор | 1988 |
|
SU1609709A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп для реверсивной вырубки-пробивки | 1990 |
|
SU1761346A1 |
| Штамп для гибки штучных заготовок из листа | 1987 |
|
SU1442293A1 |
| Универсальный штамп для гибки профилированных заготовок | 1987 |
|
SU1433544A1 |
| РОТОРНАЯ МАШИНА ДЛЯ ШТАЛ1ПОВОЧНЫХ ОПЕРАЦИЙ | 1966 |
|
SU186381A1 |
| Устройство для выталкивания деталей из пуансона двухударного холодновысадочного автомата | 1985 |
|
SU1291259A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано в качестве инструментальных блоков рабочего ротора для выполнения прессовых операций на дне различных по высоте колпачковых деталей. Цель изобретения - повышение надежности приема и подачи деталей. Устройство содержит корпус 7, несущий пуансонодержатель 3 и пуансон 2. Головка пуансона установлена с возможностью осевого перемещения в глухом отверстии пуансонодержателя и зафик- сирована в нем втулкой 4. Глубина отверстия выбрана равной суммарному значению высот головки, втулки и разности между максимальной по высоте деталью и высотой порядковой детали. В результате такого выполнения устройства пуансонодержатель может совершать поступательный ход относительно неподвижного пуансона, что в свою очередь позволяет осуществить фиксацию различных по высоте деталей пуансоном в одинаковых по протяженности зонах приема и передачи. 2 з.п. ф-лы, бил. (Л С
J18
Ъ
Ч
%
17
Фиг. г
(О
со со
г- оо «о
3
А
У Ч Ч УЧХ
±а
ЙЖ
EpUfayr
см
«
о
| ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ПУНСОНА В ВЕРХНЕМ ШТАМПЕ | 1929 |
|
SU23067A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кошкин Л.Н | |||
| Комплексная автоматизация производства на базе роторных линий | |||
| М.: Машиностроение, 1972, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Мовшович А.Я | |||
| Система универсально- сборных штампов для листовой штамповки | |||
| М.: Машиностроение | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
