Изобретение относится к обработке металлов давлением и может быть использовано при ковке на прессах заготовок из различных сталей и сплавов
Цель изобретения - повышение производительности процесса.
На фиг. 1-6 показаны примеры выполнения способа ковки заготовок.
Способ осуществляют следующим образом.
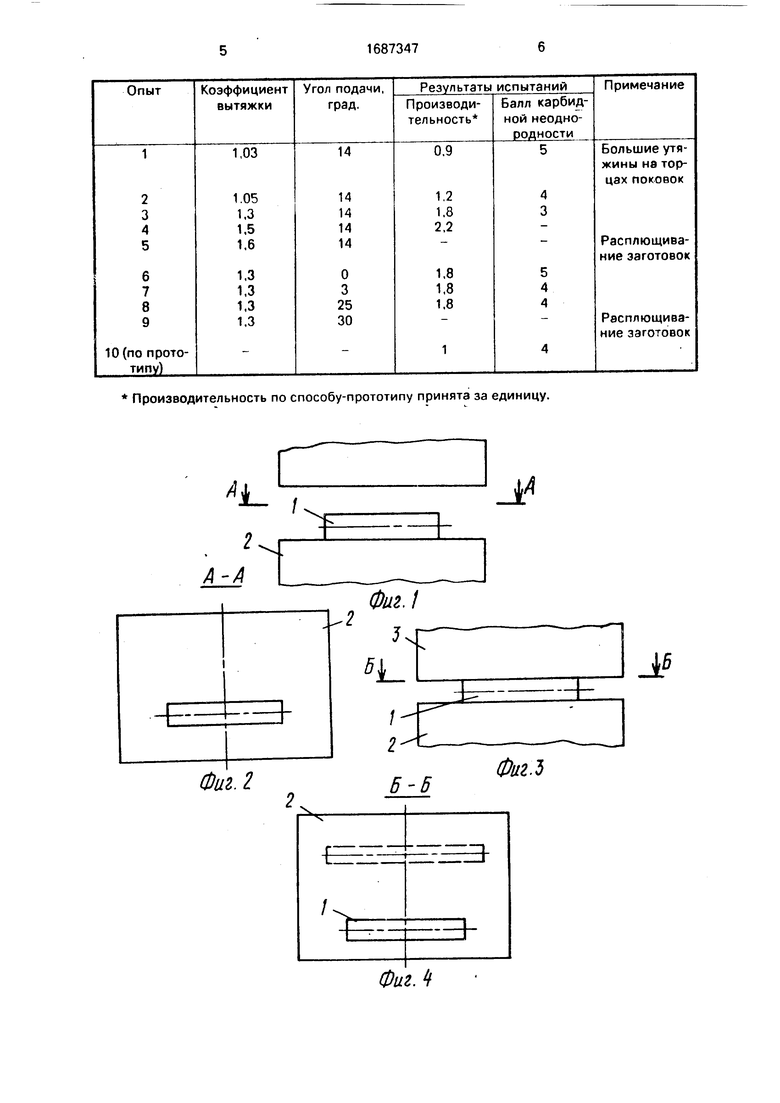
Нагретую до температуры пластической деформации заготовку 1 подают на боек 2 так, чтобы ее продольная ось располагалась параллельно передней кромке бойков (фиг. 1,2).
Затем с помощью бойков 2, 3 (фиг. 3) обжимают заготовку по всей длине и одновременно осуществляют ее кантовки и подачи в направлении к задней кромке бойков (фиг, 4). Одновременно с обжатиями кантовки и подачи заготовки можно выполнить путем смещения бойка 2 относительно
неподвижного бойка 3 в направлении стрелки.
Коэффициент вытяжки (fi) при повороте ее на угол 360° должен находиться в пределах 1,05. 1,50
Если коэффициент вытяжки заготовки при повороте ее на угол 360° меньше 1,05, процесс вытяжки малопроизводителен, на торцах заготовки возникают большие утяжи- ны, что уменьшает выход годного металла
Если// 1,5 при повороте заготовки на угол 360°, то процесс осуществить невозможно, так как заготовку невозможно кантовать, она расплющивается между бойками,
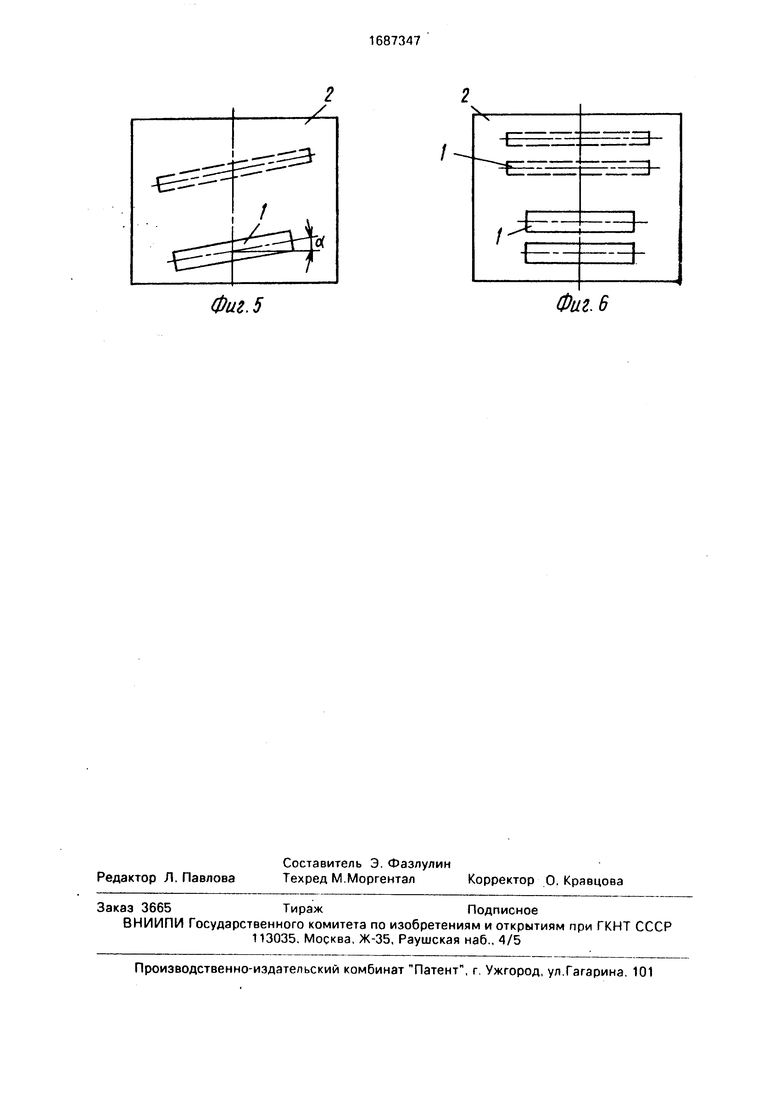
Способ можно также осуществлять путем подачи заготовки под углом а 3 25° к передней кромке бойков (фиг 5) В этом случае происходит интенсивное закручивание волокон металла вокруг продольной оси
о
00 4 СА
4 vl
заготовки, вследствие чего улучшается качество металла.
При этом, если подачу осуществлять под углом менее 3° к передней кромке бойков, то закручивание волокон металла незначительное и на качество металла практически не влияет.
Если подачу осуществлять под углом более 25° к передней кромке бойков, то процесс вообще неосуществим. Как показали эксперименты, при больших углах подачи невозможно осуществлять подачи и кантовки заготовки, так как происходит ее расплющивание.
По способу можно деформировать одновременно по меньшей мере две заготовки (фиг. 6).
Повышение производительности процесса достигается за счет совмещения следующих операций: обжатие, подача, кантовка, а также за счет обжатия заготовки по всей ее длине. Кроме того, по шшение производительности процесса достигается в результате одновременной деформации нескольких заготовок.
Пример 1. Литую заготовку диаметром 260 мм из стали Р6М5ФЗ нагрели до температуры 1150°С, проковали на прессе усилием 5,0 МН в вырезных бойках на диаметр 130 мм и порубили на заготовки длиной по 500 мм. Затем эти заготовки нагрели до температуры 1150°С и протянули на прессе усилием 5,0 МН на поковки диаметром 80 мм по предлагаемому способу. При этом на нижний боек пресса параллельно его передней кромке укладывали по две заготовки иа расстоянии 120 мм одна от другой. Затем осуществляли обжатие заготовок с одновременной их подачей и кантовками. Коэффициент вытяжки каждой заготовки при повороте ее на угол 360° составил 1,3. Подачи и кантовки заготовок осуществляли с помощью стола пресса, смещая его в направлении, обратном подаче заготовки.
Пример 2. Литую заготовку диаметром 260 мм из стали Р6М5ФЗ нагрели и проковали на диаметр 80 мм аналогично примеру 1. При этом подачу заготовок осуществляли под углом к передней кромке бойков.
Испытания способа были проведены при граничных (опыты 2, 4, 7, 8), заграничных (опыты 1, 5, 6, 9) и оптимальном (опыт 3)
значениях параметров способа при ковке литых заготовок из стали Р6М5ФЗ (таблица). Для получения сравнительных данных одновременно были проведены испытания известного способа по прототипу (опыт 10).
Анализ данных, приведенных в таблице, показывает, что производительность процесса при протяжке заготовок по способу ковки повышается по сравнению с известным по прототипу в 1,2 - 2,2 раза без
снижения качества поковок.
Формула изобретения
1,Способ ковки заготовок, включаю- ший обжатие заготовки на прессе бойками, установленными с возможностью относительного перемещения, кантовки и подачи, отличающийся тем. что, с целью повышения производительности процесса, обжатия
заготовки осуществляют по всей ее длине, за один рабочий ход ползуна, кантовки и подачи производят одновременно с обжатиями, а коэффициент вытяжки заготовки
за время кантовки ее на угол 360° составляет 1,05... 1,50;
2.Способ по п. 1,отличающийся тем, что подачу заготовки осуществляют параллельно передней кромке бойков.
3. Способ по п. 1,отличающийся тем, что подачу заготовки осуществляют под углом 3...250 к передней кромке бойков.
4. Способ по пп. 1 и 3, о т л и ч а ю щ и й- с я тем, что деформируют одновременно по
меньшей мере две заготовки.
Производительность по способу-прототипу принята за единицу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ЗАГОТОВОК И ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282517C2 |
| Способ ковки | 1980 |
|
SU847585A1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| СПОСОБ ИЗОТЕРМИЧЕСКОЙ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2009 |
|
RU2417856C1 |
| Способ ковки заготовок в четырехбойковом ковочном устройстве | 1989 |
|
SU1639860A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК ДЛЯ КОРПУСОВ ИЗДЕЛИЙ ТИПА ШАРОВЫХ КРАНОВ | 2010 |
|
RU2447967C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Способ радиальной ковки | 1985 |
|
SU1402400A1 |
| Способ радиальной ковки | 1988 |
|
SU1655644A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при ковке на прессах заготовок круглого сечения из различных сталей и сплавов. 2 Цель изобретения повышение производительности процесса Способ включает обжа тие заготовки одновременно по всей ее длине. Кантовки и подачи производятся одновременно с обжатиями Коэффициент вытяжки заготовки при кантовке ее на угол 360° составляет 1,05 1,50 Подачу заготовки осуществляют параллельно передней кромке бойков. В другом случае подачу заготовки осуществляют под углом 3. 25° к передней кромке бойка Деформируют одновременно по меньшей мере две заготовки. Совмещение операций обжатия, подачи и кантовки заготовки повышает производительность процесса ковки. 3 з п ф-лы бил 1 табл (Л С
L. V
Е
А-А
Фаг. 2
Jfi
2
Фиг.1
J6
6-5
Фиг.Ъ
Фиг. t
Фиг. 5
Фиг. 6
| Способ ковки поковок | 1975 |
|
SU637184A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
