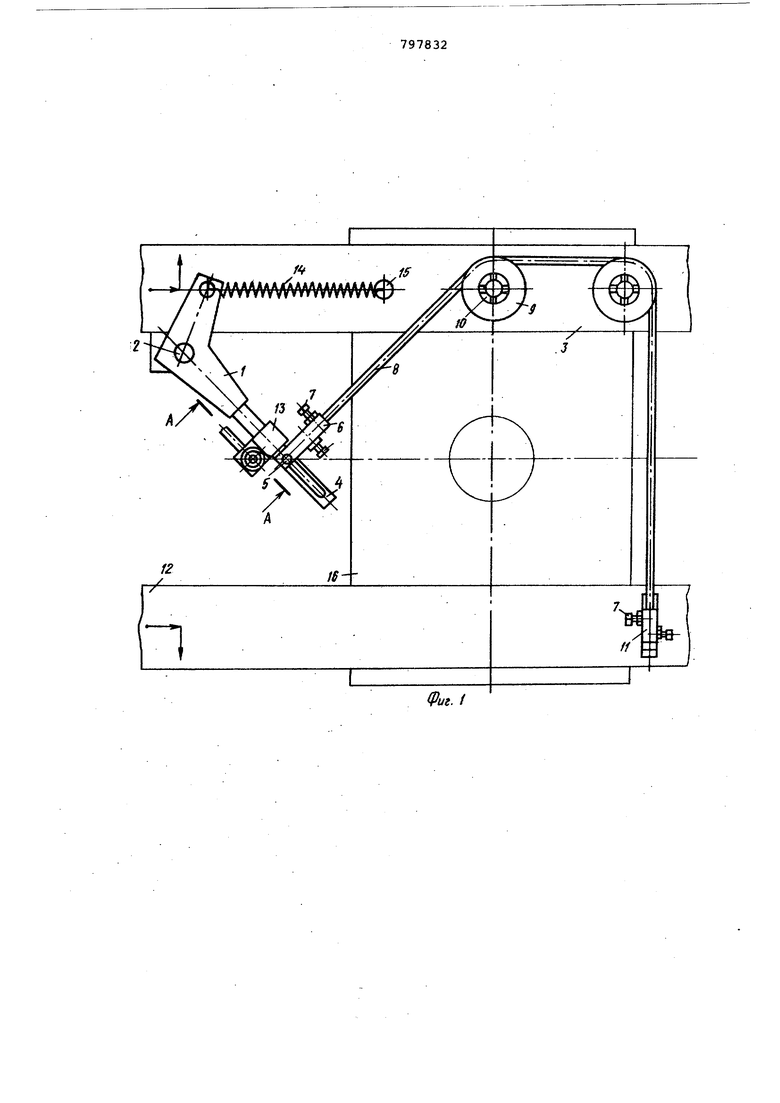
7 крепится гибкая тяга 8, второй конец которой через вращающиеся блоки 9 на осях 10 закреплен винтами 7 в колодке 11, крепящейся жестко JK дополнительной линейке 12 грейферного механизма переноса. На штанге 4 устанавливается двусторонняя фор- сунка 13. Второе плечо вуплечего рычага 1 через пружину 1,4 связано с пальцем 15. .
Позициями 16 и 17 обозначены, соответственно, матрица и пуансон.
Устройство работает следующим образом.
После захвата горячей заготовки; (на чертеже не показана) линейки 3 и 12 грейферного механизма переноса заготовок начинают перемещение заготовок в матрицу. Вместе с линейками перемещается и двусторонняя форсунка 13, выставленная по оси смазываемого .верхнего пуансона 17 и нижней/матрицы 16 при помощи гибкой тяги 8.По достижении смазываемой зоны конечный выключатель (на чертеже не показан дает команду на подачу смазки в форсунку 13, После прохождения смазываемой зоны подача;смазки в форсунку 13 прекращается, а движение линеек продолжается до установки заготовки над смазанной матрицей.
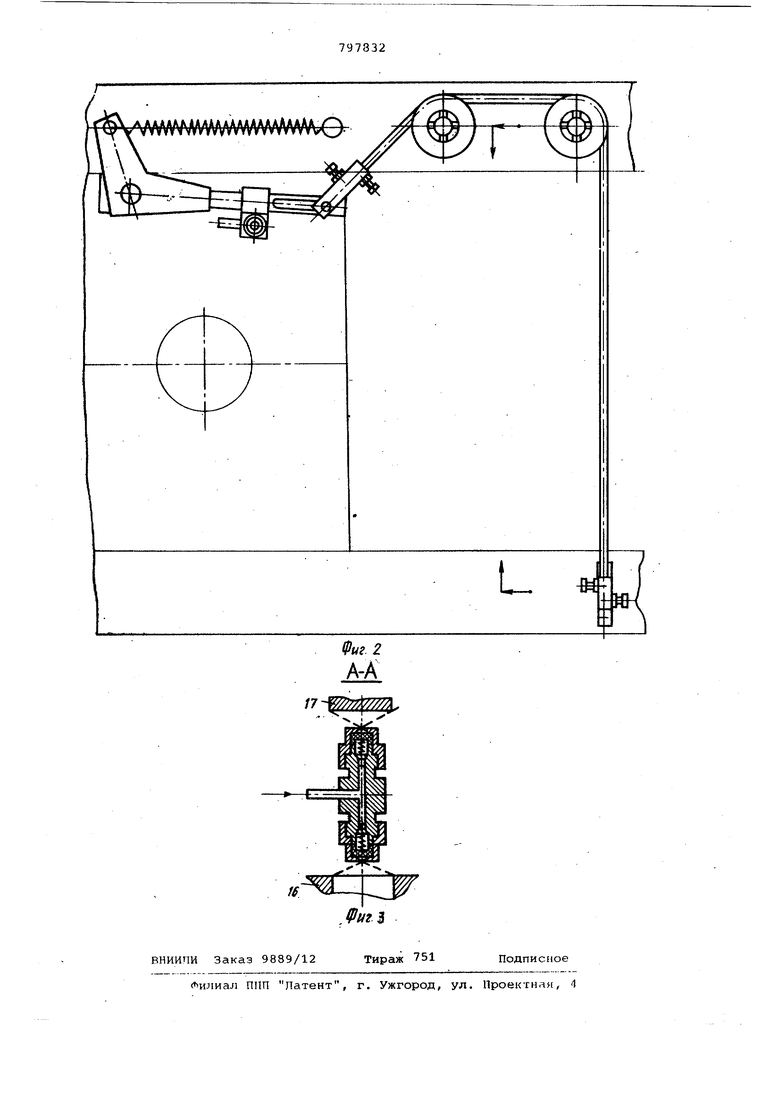
После фиксирования заготовки над гнездом матрицы начинается опускание верхнего пуансона 17, а линейки 3 и 12 раздвигаются, в результате чего происходит отвод форсунки 13 гибкой тягой 8 до положения, указанного на фиг. 2. В таком положении линейки грейферного механизма переноса с.узлом смазки возвращаются мимо опущенного верхнего пуансона для захвата следующей заготовки.
После смыкания линеек грейферного механизма пружина 14 возвращает форсунку 13 в исходное положение. Предлагаемая конструкция (устройства позволяет повысить производительность и уменьшить его габариты.
|Ьормула изобретения
Устройство для штамповки изделий содержащее многопозиционный ра- . бочий инструмент, грейферный механизм переноса заготовок, выполненный в виде основной и дополнительной приводных параллельных планок, а также узел смазки рабочего инструмента в виде форсунки, отличающееся тем, что, с целью повышения производительности за
счет совмещения подачи смазки и переноса заготовок и уменьшения габаритов, узел смазки рабочего инструмента снабжен механизмом перемещения в рабочую зону, выполненным в
виде установленных на основной
планке грейферного механизма переноса заготовок двуплечего рычага и блоков, при этом одно из плеч двуплечего рычага подпружинено относительно основной планки, а другое его плечо снабжено узлом для крепления форсунки и связано гибкой тягой через блоки с дополнительной планкой грейферного механизма переноса заготовок.
Источники информации,
принятые во. внимание при экспертизе
1. Атрошенко А.П. Механизация и автоматизация горячей штамповки. М.-Л., Машиностроение, 1965, с. 130-131, фиг. 72. (Put. t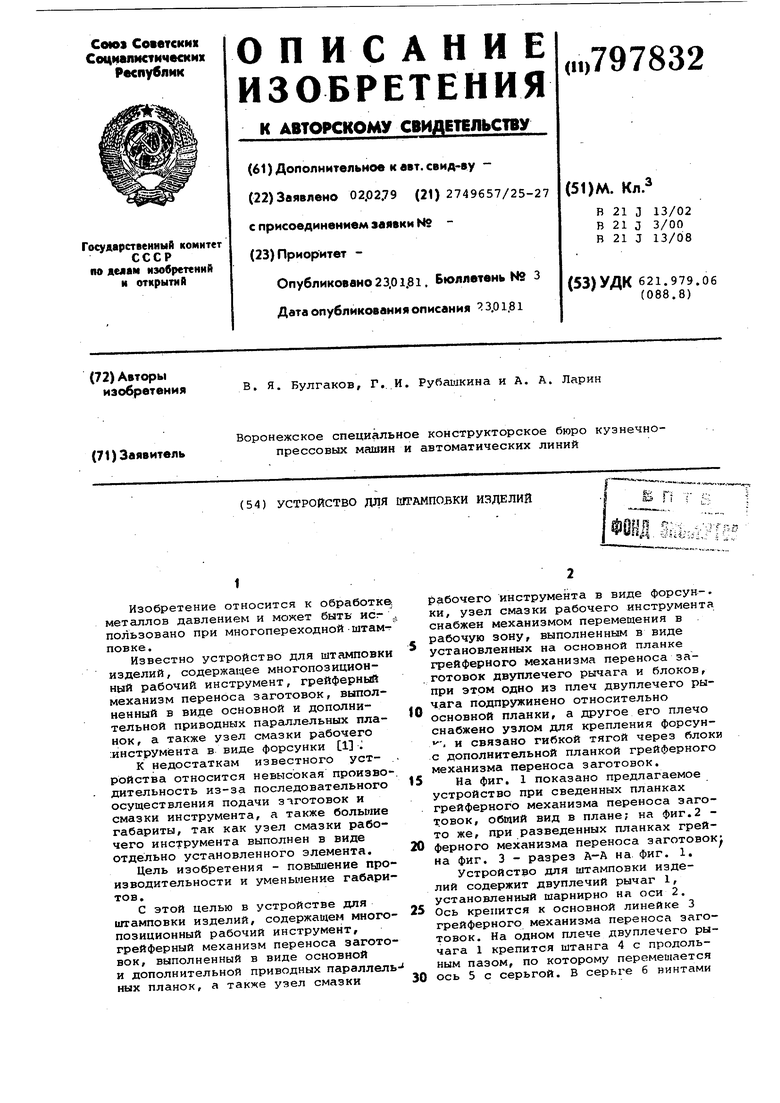

| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный блок для изготовления деталей из штучных заготовок | 1988 |
|
SU1532159A1 |
| Устройство для штамповки деталей | 1979 |
|
SU981015A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Грейферный механизм подачи к штампу для вязки крючковых цепей | 1980 |
|
SU984585A1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Устройство для штамповки деталей из штучных заготовок | 1985 |
|
SU1368089A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Грейферное устройство для подачи заготовок к прессу | 1989 |
|
SU1719134A1 |