Изобрегение относится к меАГ пг х) точному произподг i п/ предьп н,)чрно дпч i идртиличсскои напрггг 1/пки на той к и (ч ом КОЛРГНЫХ пар нттноп пнутрпчни КОГРЦ под1иипнпков качгния и дрмонтлч л ПОГЧРД них с использованием высоко;о давления масля подаваемого в топу сопияженич
Цель ии()ре eiu-if noFibiii emie качест ва напреггсми и и нядп Г опки
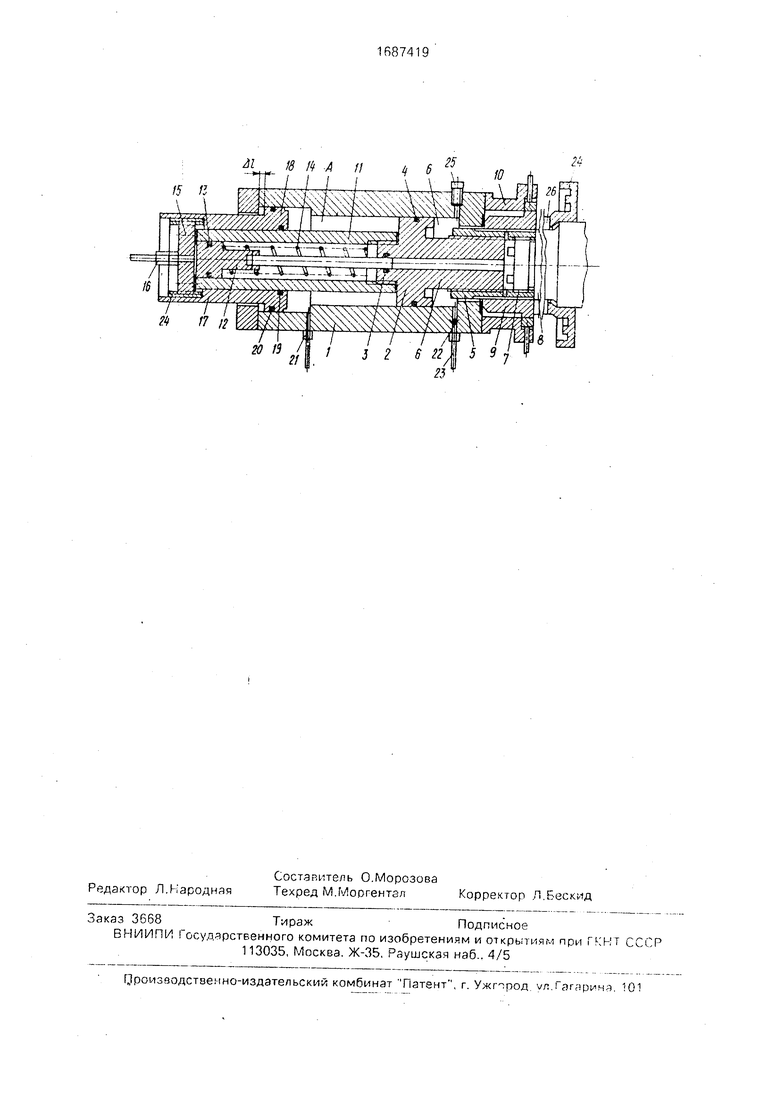
На чертеже шсппач рно устройство для с hi ж и запретов, ои типа вал BTV ка ),
Vn pOHv rrinro/lepflU I |)П.Г 1 Г и ( О ЦИ/1ИНДр,| I ПОнмг ill It i И J И yii I jr нения МИ 1 4 МрИ ТОМ TO J ЧЧ ill I r,iju
pi м hoROc нтулмт 5 oi у.иненн 1 непод пи-ио с поп мм ) i нем 6 л у tne1 при соединения сг Пир TV) n inn 8 к шт к v Кольцо подишпни i 1 та реплено на кг рп С 1 Г11Дрпци Ч1г4Др-| i Р. пгмпщи ги тнтг1 . 1 0 е киг ч К mm 11рик п ген r IGI н j /ьи г)Лнитр ,i н i. цп vi ,i;i 1 1 Н1ПКО1 о давлг
пня со што or1 IH ршнег 12 , i м em 11 и возвратной i | ч 1
Пори:чев,)ч tointi цилиндра i1 HIII кип яакпьтл крыи кои 15 ;о шт/ Hi рем 1h Г тулка 1 7 г флатк 18 и
у|1Л ТНРНИЯПИ 1° И 20 СПу-l И Т Д ,« - Ш.С ЛНР
ни-- ншчнон ,пче . наергссоски к с ч ц поди и ем икр , , 11 ч идро ipecco
l N(4( b И (д м нрг leTinau Vi ,НЬ гоп|| жения) Дни. ) ,1кнои механпч гt он
i.in pei r IBKI pnrv . е i с я п ,m i vr чцч pi u ь в v l и 7 уг Т чн )п пени cut ч ) - г
l ii t , Г j i и i 11 ) 111- i т i i н i i | i i ii
I к Н I Г1 , « ИО| II t )НИЧ
( е| Mi ( Р к |Ч ГС,Т I Т п ; 1 1 1 Ц)г1 , Г Р ч I1 I г I т н i1 i ,
Ш Ц1 i В 1 Г Ц П ,
по к i - е и1 ч i yi, i1 пр с човнии идр тгi|, по н гк ( г,%, щи шндр i
РГ ГЫ I larirlH М t i
I 1 Ц1 1 - Ч ii ,
(
11г
1 Г 1
, oh
ПО i /fi 1 ИДР (I I н k )v
:СЛ
С
о
00
VJ
ю
к
запрессовка на вал 8 кольца подшипника 9 при упоре последнего в воротник лабирин того уплотнения 24 буксы колесной пары Магло удаляется из рабочей зоны через сливной клапан 25 этот же клапан служит для удаления воздуха из системы маслом Дополнительный съемный упор 26 используют для прижатия напрессовываемого кольца 9 к корпусу 1 силового цилиндра
Сборка соединения производится в следующей последовательности Кольцо 9 устанавливают на втулку 5 и соединяют последнюю свалом 8 колесной пары Прижимают напрессовываемое кольцо 9 к корпусу 1 при подаче масла через штуцер 21 с использованием дополнительного упора 26 и закрепляют механизмом 10 зажима Снимают дополнительный упор 26 и выполняют частичную механическую запрессовку коль ца 9 на вал 8 на длину Л I при подаче масла в полость А При этом корпус 1 перемещается вправо (начальное запрессовочное положение) до соприкосновения нижней ступени корпуса 1 с фланцем 18 Отключают подачу масла через штуцер 21 (из полости А масло идет на слив) и нагнетая масло через штуцер 23 заполняют полость Б и цилиндрическую полость внутри штока 2,изолиро ванную уплотнением 3 Не прекращая подачу масла через штуцер 23 нагнетают масло в поршневую полость цилиндра 11 низкого давления через штуцер 16 и увеличивают давление в полости Б и на входе в сопряжение кольца 9 с валом 8 в соответствии с соотношением площадей штока и поршня 12 При этом обеспечиваются упругие деформации кольца 9 и его аксиальное смещение относительно шейки 8 вместе с корпусом 1 вдоль штока 2 Величина рабочего давления гидросистемы на входе в сопряжение (соответственно в полости Б) опреде ляется исходя из условия обеспечения гидрораспора между контактирующими поверхностями соединяемых деталей для пре одолевания контактного сжатия обуславливаемого наличием натяга в сопря жении формируемого соединения По мере продвижения напрессовываемого кольца 9 вдоль вала 8 описанные операции по заполнению рабочих полостей в корпусе 1 и в штоке 2 силового цилиндра и повышения давления могут повторяться в указанной последовательности Напрессовку второго кольца второго подшипника на вал при необходимости выполняют аналог ично дп упо pa R торец первого напресгпвпнного Ц а
Рагпрес гонку выполняю) после закреп
ления втулки 5 на валу 7 и установки корпуг а 1 в крайнее правое положение огносител но штока 8 При помощи гьемного упора межу крышкой 15 и втулкой 17 обогпечива ющего соблюдение зазора Л I произпо
дят прижатие торца подшипника при подаче масла через штуцер 21 и закрепля ют механизмом 10 тащима Убирают гьем ныи упор 26 заполняют маслом полость Б и связанные с ней полопи в штою 2 подни
мают даппение п ртбочеи тоне для обегпе чения гидрорагпора ме ду сопр i KPHHI IMLI поверхностями подключая подачу масла ме рез штуцер К) и выполняю гидрогьем коль ца 9 с вала В при подаче масла п полость А
через штуцер 21
Формула изобретения
Устройство для сборки запрессовкой деталей типа пал втулка содержащее шло
вой цилиндр г полым ипоком п виде тулки и полого ггорч нп (очмененннх по редс т вом резьбового соединения yuopm ir фпан цем и корпусом г внутренней ступен птои попер ностью ус таноп IPHHMM в /змпч чп
CTt ю осевого перемещения oi ногшг льно штока смонтированный на фланце дома i нительныи силовой цилиндр го штоком п ip шнем смонтированный на торце тулки
узел присоединения собираемого ват к штоку механизм зажима напррг опнвзе мои втулки а )зкже средства подпод i и от вода рабочего давления от л и ч а ю щ е е С я тем что с целью повыпк ния песлва
напрессовки и надежности сборки оно гнабжено втулкой г фланцем и уплотнения ми установленной с возможностью pt гупи ровочного перемещения по поверхнгк ти дополнительною силового цилиндр, кон
центрично его штоьу поршню при корпус силовою цилиндра выпотнен ( дп полнительнои ступенью размещении11 г его центральной части птупкя у т тпч iem с
ВОЗМОЖНОСТЬЮ КОН ТКТНрГВанмч if jep
фланцевой частью г указанной с г iпью т уплотнения размещены во фпанцепон ч ir ти втулки каждое в контакт с наружной поверхностью дополнительного сит тот цилиндра и внутренней MOPLP in ию сор
пуса основного цилиндра гоотвеъ TI n о
Al 18 tt A f
i
n
IT
П 12
J -f X у
7 ЖЈ:
i
:/+ /тП-f- // / j A , J-4 TIГТnn11 i i I ,
W-Uj i Ц
-f™- - - - -
Л /5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1523300A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1989 |
|
SU1685669A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1516295A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1991 |
|
SU1810268A1 |
| Устройство для запрессовки деталей типа вал-втулка | 1985 |
|
SU1274900A1 |
| Механизм поворота стола | 1990 |
|
SU1705024A1 |
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1794623A1 |
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1808646A1 |
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1801726A1 |
| Устройство для сборки запрессовкой деталей типа вал - втулка | 1991 |
|
SU1812044A1 |
Изобретение относится к механмгбо рочному прои нюдстпу и мредня жачено идрн шческои nanpeci ни и i л и г -,(e,i one мы пар nar( ноя ир г г ц- г , ПОДШИПНИКОВ k ЯЧР11ПЯ Ц Ш п Г О М I П 1 новышонир с iuci HI,ICJ НПГГИС ПрКИ УгтрПШ ТРО Г VI г Xl i ki,| ru/r С 1 ПОПОГО ЦИЛИНДПН 1 ( 1 ЛЬ М и / ПОЛО ТЧМ 1 Л И Г 11П ,V р М1 1 П 1 1-1 ° MrinpfH rntM.iEiaPf Of к iMin u , т , ч .к ( оогнп i I .moM fS ,1 фи ii-i.H ч ID n ,,% С flOph П I i1 1-)Ч I Дс1Г h . Pt i(ii II | , I | t ( rif Ч if- О , iMvl 1 ri м, i. - | t i ПК HH ,i Н Э ПНП 8 i IK 11 , ПО эГ 1i I , irp-M П 1 h mr. p-pji i ri . г i о р i 2 iinmiiflano/n. Г. i i in, jn 11 (H TdKi мли ю Mej f о v , ii ою (ч-тпьную cbof r v 1 i
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
