315
поворот на 180° вала с кулачками, управляющими выдвижением упоров, поочередно выдвигается то левый, то правый упор. ПЗ 24 пропускается в . В 8 прокатной клети только с той стороны, с которой утоплен в данный момент упор. Для изменения длины задаваемого участка ПЗ 24 имеется механизм регулирования осевого положения
154
упоров. Энергозатраты снижаются за счет снижения потерь энергии за вре-, мя подачи и отсутствия перегрева заготовки. Производительность повышается за счет сокращения цикла подачи заготовки в В и исключения .необходимости остановки В на время задачи заготовки. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| Линия поперечно-клиновой прокатки | 1989 |
|
SU1703233A1 |
| Стан поперечно-клиновой прокатки | 1988 |
|
SU1636101A1 |
| Способ прокатки профилей "на ребро" и устройство для его осуществления | 1986 |
|
SU1423196A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Автомат для поперечной прокатки | 1988 |
|
SU1588472A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ С РЕЗКИМ ПЕРЕХОДОМ ПО ДИАМЕТРУ В ПОПЕРЕЧНОМ | 1973 |
|
SU405637A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |

Изобретение относится к обработке металлов давлением. Цель изобретения - снижение энергозатрат и повышение производительности. Прутковая заготовка (ПЗ) 24 из загрузочного устройства 2 подается в индукторы 4. После нагрева ПЗ 24 подается приводными роликами 5 в валки (В) 8 прокатной клети до контакта с выдвижным упором, кинематически связанным с приводом В 8. При этом симметрично расположенный упор утоплен и не препятствует проходу ПЗ 24 в клеть. Линия дополнительно снабжена загрузочным устройством, нагревателями и механизмом задачи прутка, выполненным в виде приводных роликов 5. При этом привод снабжен муфтой угловой настройки В 8 и выполнен в виде двух пар червячных передач. Валы червяков расположены соосно, их смежные концы связаны посредством муфты угловой настройки, а один из свободных концов червяков связан с двигателем привода. Формирование изделия 22 осуществляется за один оборот В 8. При этом за каждый поворот на 180° вала с кулачками, управляющими выдвижением упоров, поочередно выдвигается то левый, то правый упор. ПЗ 24 пропускается в В 8 прокатной клети только с той стороны, с которой утоплен в данный момент упор. Для изменения длины задаваемого участка ПЗ 24 имеется механизм регулирования осевого положения упоров. Энергозатраты снижаются за счет снижения потерь энергии за время подачи и отсутствия перегрева заготовки. Производительность повышается за счет сокращения цикла подачи заготовки в В и исключения необходимости остановки В на время 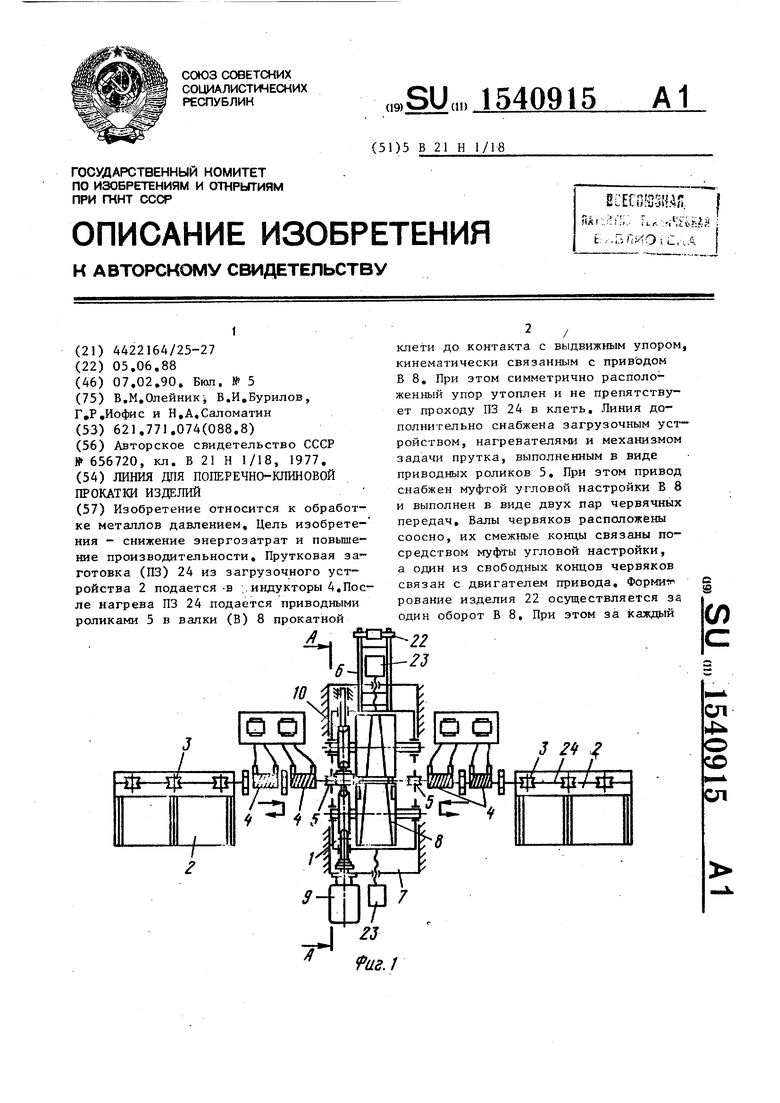
Изобретение относится к обработке металлов давлением и может быть ис пользовано при производстве цилиндрических изделий переменного сечения из длинномерных прутков, например валов электродвигателей и редукторов.
Цель изобретения - снижение энергозатрат и повышение производительности.
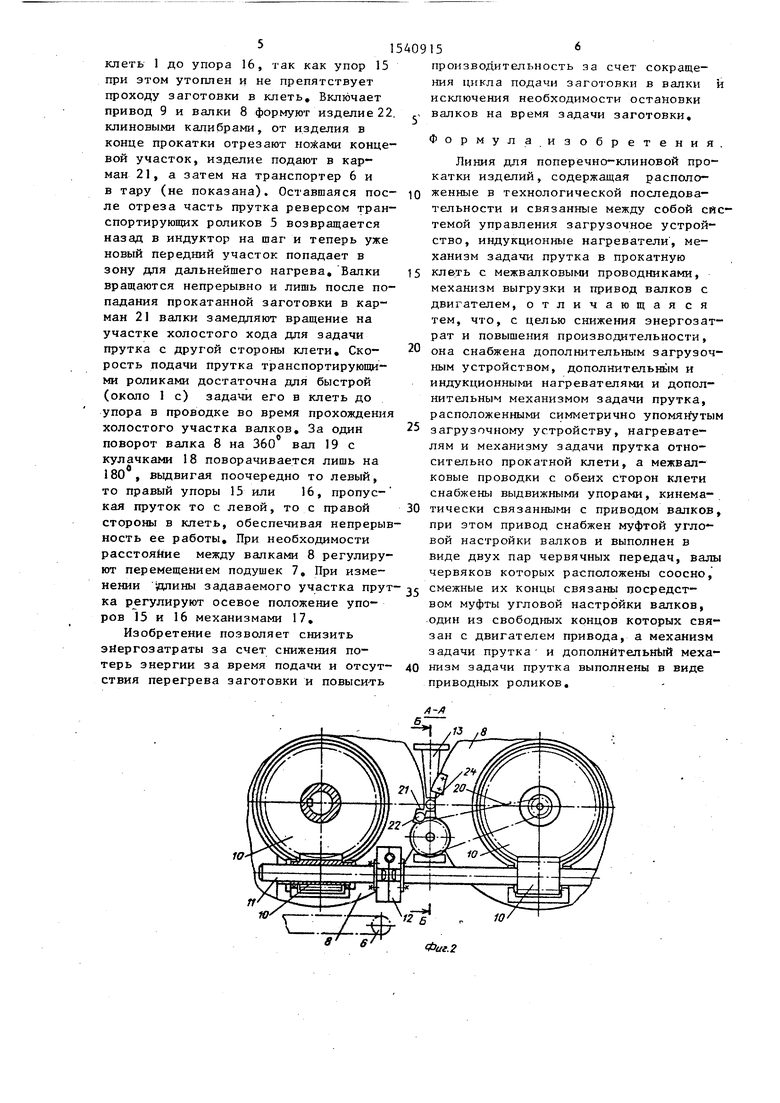
На фиг«1 показана линия, общий вид; на фиг,2 - разрез А-А на фиг.1; на фиг,3 - разрез Б-Б на фиг.2; на фиг,4 - разрез на фиг,3,
Линия для поперечно-клиновой прокатки изделий переменного сечения содержит расположенные по обе сторо- ны прокатной клети 1 и связанные между собой системой управления за- грузочное устройство 2 с приводными роликами 3, две пары индукторов 4, механизм задачи прутков в. виде приводных роликов 5 с пилигримовым режимом работы и выгрузочный транспортер 6, Клеть 1 содержит две пружины 7, несущие валки 8 с клиновыми калибрами и отрезными ножами. Для вра щения валков предусмотрен привод 9 , размещенный на одной из подушек 7 и соединенный с валками 8 посредством червячных зацеплений 10, червяки которых смонтированы на общем валу 1 1 с возможностью осевого перемещения по нему, несущему муфту 12 угловой настройки валков. Между валками 8 размещены верхняя 13 и нижняя 14 межвалковые проводки, при этом на проти- воположных концах проводки 14 смонтированы два выдвижных упора 15 и 16, регулируемые в осевом направлении с помощью винтовых механизмов 17, Привод упоров 15 и 16 осуществлен от кулачков 18, смонтированных на рас пределительном валу 19, кинематически связанном посредством, например, цепной передачи 20 с одним из валт
20
35
25
,« 55
ков 8 так, что один поворот валка на 360 соответствует повороту вала 19 лишь на 180 , обеспечивающему поочередное за один оборот валка выдвижение упоров 15 или 16 и соответственно разрешение на загрузку прутка в клеть то с одной, то с другой стороны. Один из валков 8 имеет карман 21 для выгрузки готового изделия 22, Для перемещения подушки 7 предусмотрен привод 23, Заготовка - пруток 24. Линия скомпонована так, что расстояние от последнего индуктора до соответствующего упора в проводке равно двум расчетным шагам, (длинам заготовки), а от кромки индуктора до валка - шагу. Длина индуктора равна длине расчетного участка под прокатку. Расстояние между индукторами равно шагу подачи, т.е. длине участка под.прокатку. Время одного оборота валков равно суммарному времени выстоя между двумя технологическими шагами и времени исполнения операции задачи.
Пруток 24 из загрузочного устройства 2, например правого, подают роликами 3 до индуктора 4 шагами в следующей последовательности: вперед два технологических шага, пропуск, равный темпу прокатки, затем шаг назад-и снова пропуск, после чего снова два шага вперед, и так цикл повторяется поочередно то с правой, то с левой стороны. Линия работает таким образом, что каждый участок прутка под прокатку проходит с каждой стороны . клети за время перемещения до прокатки четыре нагрева и четыре пропуска в следующей последовательности: на- грев-пропуск-пропуск-нагрев-нагрев- пропуск-пропуск-нагрев.
После нагрева, например, с правой стороны роликами 5 пруток задают в
Л7
Фиг.2
Редактор И.Шмакова
Составитель А.Колпаков
Техред М.ХоданичКорректор Н.Король
Заказ 247
Тираж 458
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| Автоматическая линия для производства изделий переменного сечения | 1977 |
|
SU656720A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
