Изобретение относится к сварочному производству, точнее к подготовительным операциям под сварку, а именно к сборке под сварку плоских металлических трубок.
Целью изобретения является повышение качества трубок, выполняемых внахлест, и автоматизация процесса подготовки кромок под сварку за счет беззазорного сжатия свариваемых кромок.
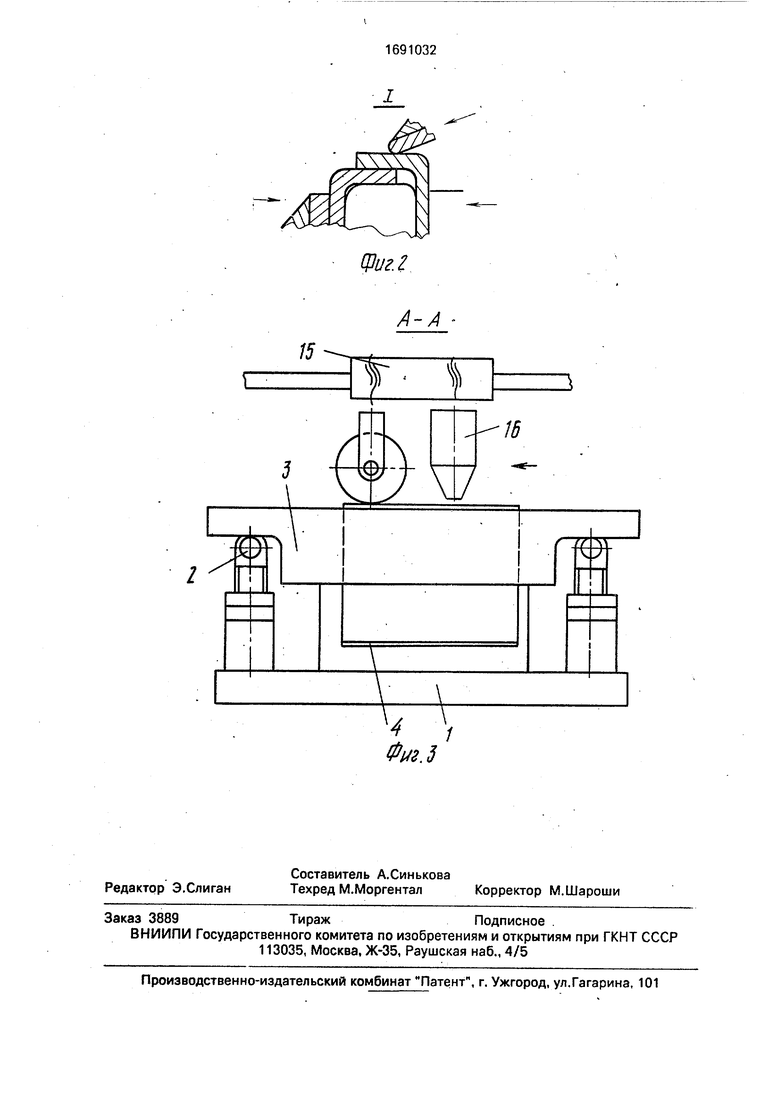
На фиг.1 схематично изображено устройство для сборки внахлест под сварку плоских трубок; на фиг.2 - узел I на фиг.1; на фиг.З - разрез А-А на фиг.1, оправка с надетой на нее трубкой.
Устройство содержит смонтированные на основании 1 регулируемые опоры 2 для оправки 3 со свариваемой плоской трубкой
4.Неподвижная поджимная губка 5 со сменной теплоотводной пластиной 6 укреплена на кронштейне 7. Подвижная прижимная губка 8 с помощью шарнирного узла 9 связана с пневмоприводом 10, представляющим пневмоцилиндр 11 двойного хода: предварительного большого хода и окончательного малого хода. Дополнительная подвижная губка 12 с помощью двуплечего рычага 13 также шарнирно соединена с пнев- моцилиндрами 14 двойного хода - предварительного и окончательного, с целью более плавного прижима без резких, сдвигающих кромки, прижимных ходов. На каретке 15 сварочной головки 16с возможностью продольного перемещения смонтирован регулируемый по высоте прикаточный ролик 17 с тороидальной поверхностью 18,
Устройство работает следующим образом.
Свариваемая трубка 4 насаживается на оправку 3 и устанавливается на опоры 2, отрегулированные по высоте. Оправку 3 с трубкой 4 прижимают к неподвижной губке
5,включают горизонтальный пневмопривод 10 и за два хода прижимают губкой 8 в горизонтальном направлении, затем с помощью вертикального пневмоцилиндра 14 за два хода прижимают губкой 12 вертикального направления. Затем включают привод продольного хода головки и с помощью прикаточного ролика 17 многоцик- лично с возрастанием усилия прикатывают кромки перед сваркой.
Технико-экономический эффект обеспечивается благодаря повышению качества сварного шва и автоматизации процесса подготовки свариваемых внахлестку кромок плоских тонкостенных стальных трубок за счет дополнительного дистанционирования беззазорно в вертикальном направлении в два этапа: на первом сжимают кромки расчетным усилием двухходовым пневмоприводомга на втором многоциклично прикатывают их роликом с нарастанием усилия до полного устранения остаточного пружине- ния. Кроме того, качество сварного шва
обеспечивается с помощью плавного безударного подвода прижимаемых губок за счет последовательной работы двухходовых пневмоцилиндров с возможностью их подключения к мультипликатору и ведения про0 цесса в едином автоматическом режиме.
Конкретным примером выполнения изобретения является спроектированное и изготовленное на предприятии сварочное оборудование для автоматической сварки
5 внахлест стальных тонкостенных трубок с параметрами следующих их величин: толщина материала 0,2-0,3 мм, размеры трубок: толщина 2-4,5 мм, высота 50-150 мм, длина 100-400 мм. Приспособление нала0 живается на партию типоразмера трубки с точностью до 0,1 мм, на длине - 400 мм. Формула изобретения 1.Способ сборки под сварку плоских трубок, заключающийся в установке их сва5 риваемых кромок дистанционированием в плоскости, перпендикулярной плоскости их прилегания, отличающийся тем, что, с целью повышения качества тонкостенных трубок, выполняемых швом внахлест, за счет
0 беззазорного сжатия кромок и автоматизации процесса подготовки к сварке, свариваемые кромки дополнительно дистанционируют в плоскости их прилегания, а перед сваркой дополнительно прикатывают роликом с нараста5 нием усилия от цикла к циклу до полного устранения остаточного пружинения и рихто- вания кромок.
2.Устройство для сборки под сварку плоских трубок, содержащее смонтированный на
0 основании механизм удержания кромок в плоскости сварки, отличающееся тем, что, с целью повышения качества тонкостенных трубок, соединяемых швом внахлест, за счет беззазорного сжатия кромок и автомати5 зации процесса подготовки к сварке, устройство дополнительно снабжено оправкой с опорной поверхностью, подвижным вертикальным прижимом с приводом его перемещения и прикаточным роликом, причем
0 оправка установлена с возможностью регулировочного перемещения вдоль ее продольной плоскости, ось прикаточного ролика смонтирована под острым углом к опорной поверхности оправки и сам ролик
5 установлен с возможностью перемещения в плоскости, перпендикулярной оси его вращения.
З.Уст ройство по п.2, отличающее- с я тем, что прикаточный ролик выполнен с тороидальной наружной поверхностью.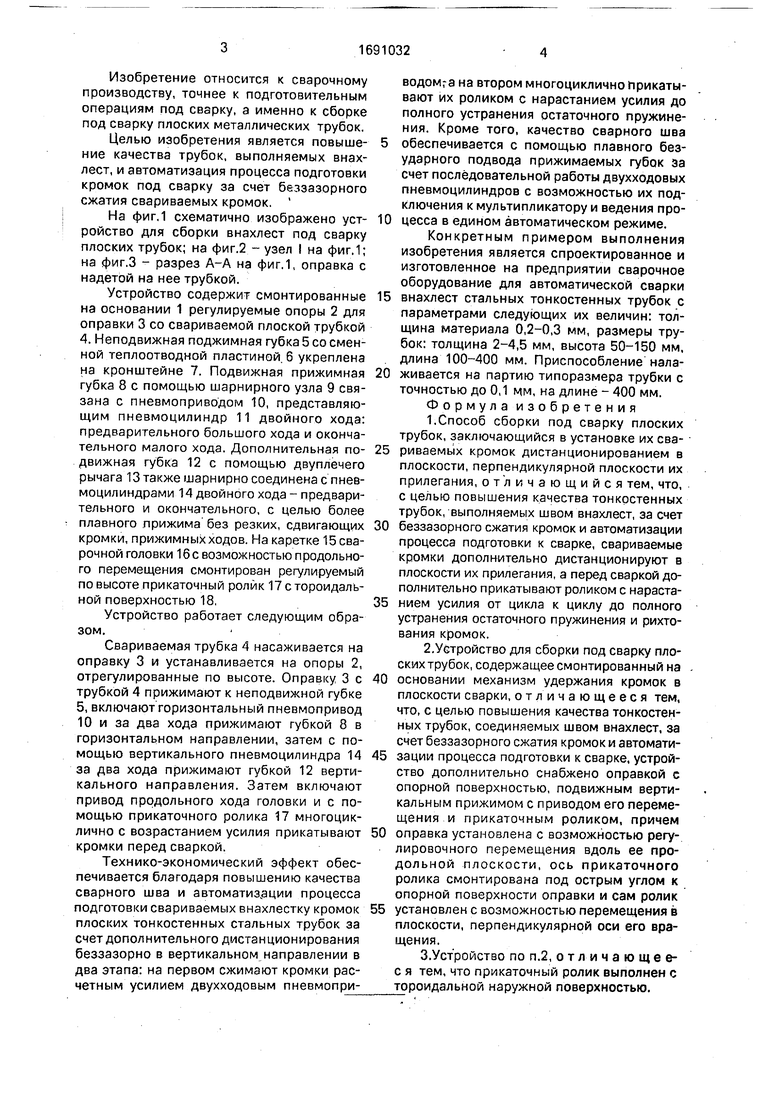
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки криволинейного днища с боковинами | 1990 |
|
SU1756085A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТОНКОСТЕННЫХ ОБЕЧАЕК | 1992 |
|
RU2014194C1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ МЕТАЛЛИЧЕСКИХ | 1971 |
|
SU307873A1 |
| Стенд для сборки и сварки изделий коробчатого сечения | 1976 |
|
SU624754A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Установка для сборки под сваркуи СВАРКи пРОдОльНыХ шВОВ КОНичЕСКиХзАгОТОВОК | 1978 |
|
SU795834A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОДОЛЬНОЙ РОЛИКОВОЙ СВАРКИ | 1972 |
|
SU336119A1 |
| Устройство для направления электрода по стыку | 1977 |
|
SU745617A1 |
| Устройство для сборки и сварки трубок прямоугольного сечения из двух заготовок @ -образного профиля | 1986 |
|
SU1400839A1 |
| Устройство для сварки полимерных материалов | 1989 |
|
SU1650465A1 |
Изобретение относится к сварочному производству, а именно к сборке под сварку плоских металлических трубок. Цель изобретения - повышение качества тонкостенных трубок, соединяемых внахлест, и автоматизация процесса подготовки к сварке. Способ сборки под сварку плоских трубок 4, соединяемых внахлест, заключается в установке свариваемых кромок беззазорным дистанционированием в плоскости их прилегания и дистаниционированием в пер/;-Чх пендикулярной ей плоскости, а также в дополнительном прикатывании кромок роликом (Р) 17 с нарастанием усилия от цикла к циклу до полного устранения остаточного пружинения и рихтования кромок. Устройство для осуществления способа содержит смонтированные на основании неподвижную прижимную губку 5 и противорасполо- женную подвижную в горизонтальном направлении губку 8, подвижный вертикальный прижим 12, оправку 3, установленную с возможностью регулировочного перемещения вдоль ее продольной плоскости, а также прикаточный Р 17. Ось Р 17 смонтирована под острым углом к опорной поверхности оправки 3, при этом Р 17 установлен с возможностью перемещения в плоскости, перпендикулярной его оси вращения. Трубка 4 насаживается на оправку 3 и устанавливается на опоры, отрегулированные по высоте. Затем ее прижимают к неподвижной губке 5 в горизонтальном направлении губкой 8, дополнительно прижимают губкой 12 вертикального направления и прикатывают кромки Р 17 до устранения пружинения. 2 с.и., 1 з.п.ф-лы, 3 ил. ХодпреЗЗа- ршл w t с ю т-А О со ю к к Шш1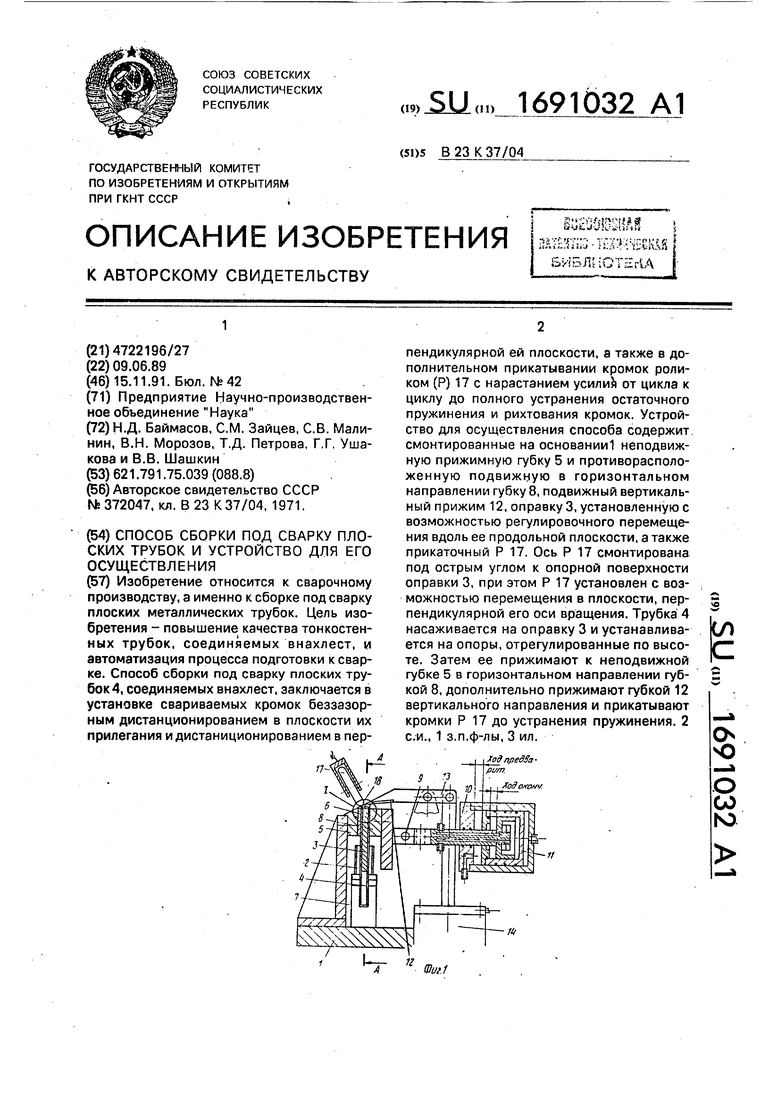
15
(Риг. г
А-А
Т
| ВСЕСОЮЗНАЯ^ I М. А. Казин ЬдПЩМО^ЕШ ^- f^^ 'I . 1 -^.^слилОТЕИА _ | 0 |
|
SU372047A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
