1
(21)4738143/33 (22) 13.09.89 (46)15.11.91.Бюл. №42
(71)Могилевский филиал Всесоюзного научно-исследовательского института по машинам для промышленности строительных материалов
(72)Г.В.Маслаков и В.М.Смальков
(53)666.3.022.8(088.8)
(56) Авторское свидетельство СССР Nf 657989, кл. В 28 В 3/00, 1975.
(54)СПОСОБ ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ
(57) Изобретение относится к промышленности строительства, в частности к способам формования строительных изделий сложной формы, например изразцов. Цель изобретения - повышение качества изделия. В способе прессования керамических изделий путем заполнения фигурного пуансона дозированной сыпучей массой с последующим прессованием, сначала лодпрессовывают массу основной части изделия, затем массу выступов. После этого ведут одновременное прессование по основной части и выступам до одинаковой усадки. Таким образом обеспечивается равная плотность по всему сечению изделия. 4 ил.
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУСУХОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2378110C2 |
| Способ изготовления изделий из порошка | 1990 |
|
SU1785807A1 |
| Способ формования | 1975 |
|
SU657989A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2132253C1 |
| Способ изготовления комбинированныхиздЕлий из пОРОшКА | 1979 |
|
SU808203A1 |
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ТРУБОК | 1945 |
|
SU69486A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ ИЗ ПОРОШКОВ | 2014 |
|
RU2553143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2035296C1 |
| Способ прессования многослойных изделий из порошковых материалов с вертикальным расположением слоев | 1982 |
|
SU1026958A1 |
| Способ прессования двухслойных изделий из металлических порошков | 1975 |
|
SU657910A1 |
Изобретение относится к промышленности строительства, в частности к способам формования строительных изделий сложной формы, например изразцов.
Цель изобретения - повышение качества изделия.
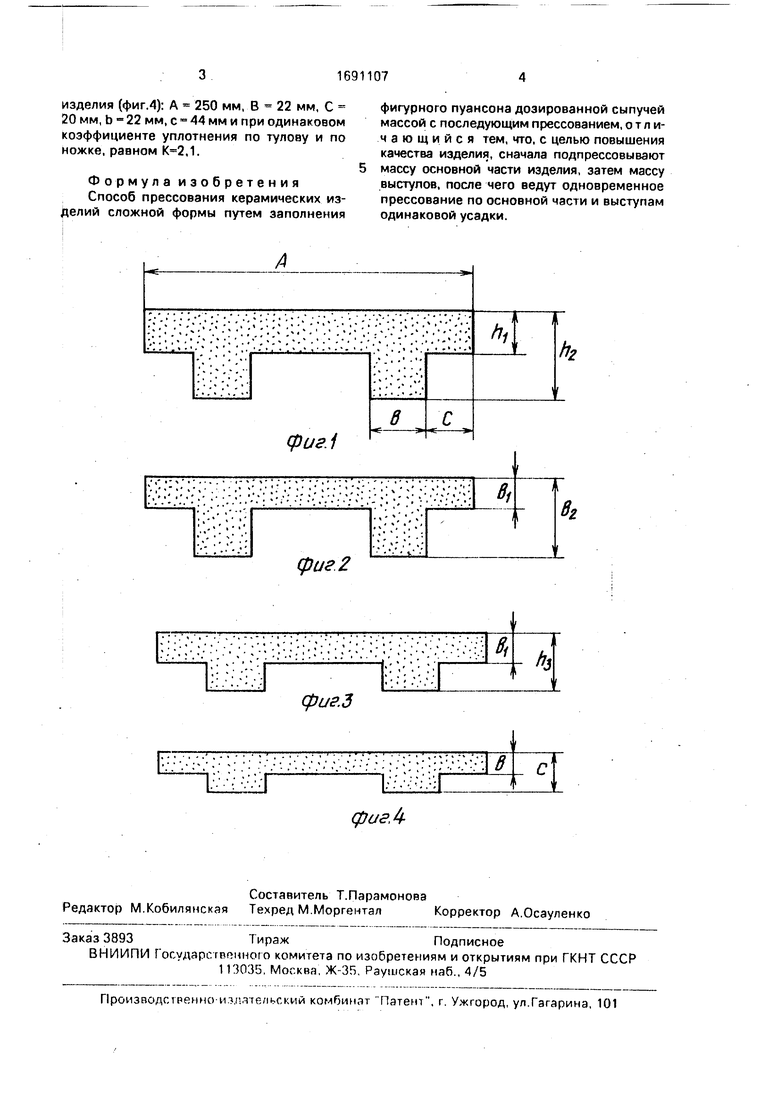
На фиг.1 схематично изображено положение после засыпки; на фиг.2 - то же, после лодпрессовки основной части; на фиг.З - то же, после подпрессовки выступов; на фиг.4 - окончательное формование изделия.
Способ прессования изделий сложной формы осуществляют следующим образом.
После засыпки пресс-формы в размеры hi и П2 (фиг.1) следует фаза подпрессовки основной массы (фиг.2). Усадка массы при этом составляет Si hi-bi. Она подбирается так, чтобы созданное внутреннее давление препятствовало диффузии пресс-массы во время последующей подпрессовки выступов (фиг.З), при которой усадка по выступам равна $2 Ь2-пз.
Усадка Si должна составлять не менее 0,75 (hi-b) или .75b (K-1), где К « 2 - коэффициент усадки, а давление прессования не менее 0,25 Рмакс, где Рмакс - максимальное давление прессования.
В последующей относительной фазе прессования (фиг.4) происходит одновременное прессование с одинаковой усадкой по выступам и по основной массе, т.е. bi- .
В окончательной фазе прессования одинаковая усадка по тулову и по ножке состав- ляет не более 5з (0,25(hi-b) или 5зЈ Ј 0,25b (K-1), обеспечивая размер окончательного прессования b -rr.
Положительные результаты достигнуты при следующих размерах сечения готового
О
о
о VJ
изделия (фиг.4): А 250 мм, В 22 мм, С 20 мм, b - 22 мм, с 44 мм и при одинаковом коэффициенте уплотнения по тулову и по ножке, равном ,1.
Формула изобретения Способ прессования керамических изделий сложной формы путем заполнения
фиг. 2
фиг.З
фигурного пуансона дозированной сыпучей массой с последующим прессованием, отличающийся тем, что, с целью повышения качества изделия, сначала подпрессовывают массу основной части изделия, затем массу выступов, после чего ведут одновременное прессование по основной части и выступам одинаковой усадки.
