Изобретение относится к технологии графитации углеродных изделий в электрических печах, а именно к способам пакети- ровки заготовок изделий в печах при графитации, и может быть использовано преимущественно в электронной промышленности, в производстве полупроводниковых материалов.
Цель изобретения -уменьшение расхода пересыпки и электроэнергии в процессе графитации углеродных цилиндрических заготовок
Сущность способа заключается в том, что заготовки укладывают горизонтально поперек печи рядами, причем заготовки располагают вплотную одна к другой как по высоте, так и по длине керна. Для создания условий механизации загрузки заготовки
плотно укладывают в блоки размером по высоте керна, а по длине 1-2,5 м. Причем расстояние между блоками составляет 1-2,5 диаметра заготовки. Такое расположение блоков создает условия для применения специальных грузозахватных грейферов. Расстояние между блоками в 1-2,5 диаметра заготовок свободно позволяет внедряться клещам указанных грейферов в керн без нарушения целостности заготовок. Способ применим в основном к заготовкам с отношением l/d не менее 7 и диаметром более 200 мм При этом углеродную пересыпку для заполнения пространства между блоками используют с размером гранул 5-15 мм.
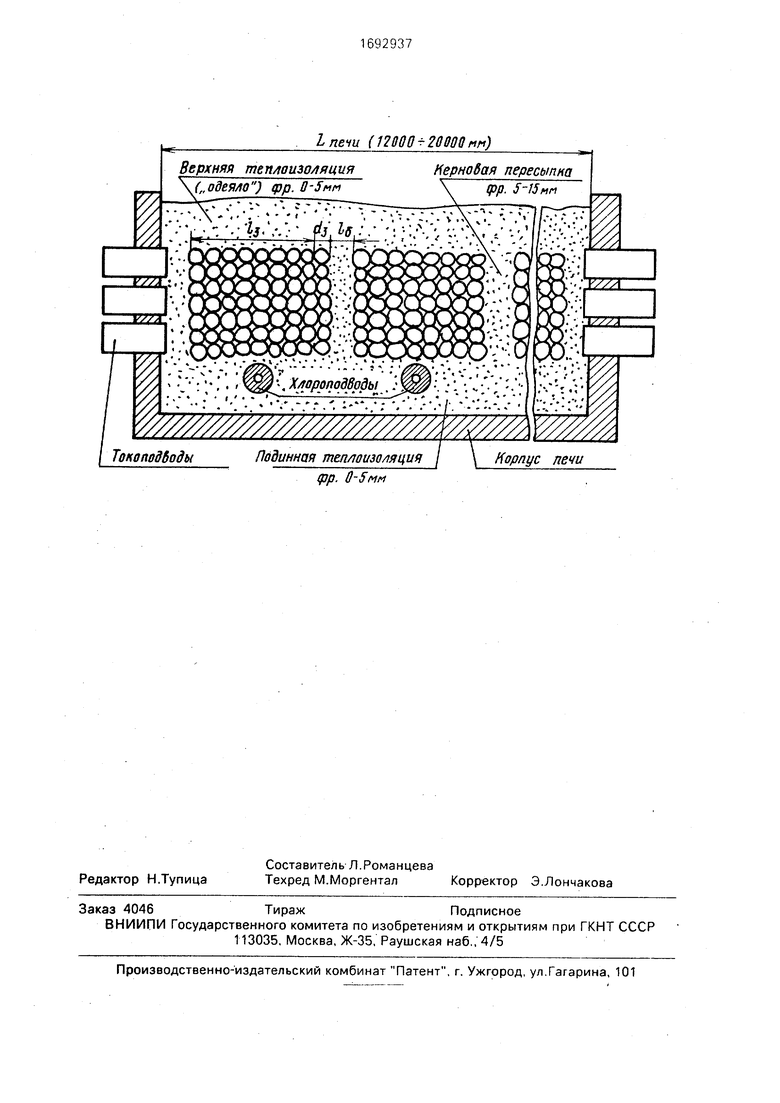
П р и м е р. На подину печи насыпают подинный слой теплоизоляции толщиной 500-600 мм, в толще которого располагаО
ю ю ю со
vj
ют хлороподводы, далее насыпают дренажный слой из углеродной пересыпки с размерами гранул 5-15 мм. На этот слой по центру печи симметрично токоподводам укладывают заготовки в керн, которые располагают горизонтально поперек печи вплотную друг к другу. Укладку ведут блоками длиной по керну le 2,5м. Блоки разделяют друг от друга шаблонами размером з 2,5 диаметра заготовки (da) в зависимости от размера загото- вок. После укладки керна проводят заполнение пространства между блоками керновой пересыпки фракции 5-15 мм.. Затем удаляют шаблоны, насыпают на верх керна дренажный слой пересыпки фракции 5-15 мм толщиной 100-150 мм. Боковые слои теплоизоляции состоят из пересыпки фракции 0-5 мм. Сверху насыпают на керн также слой теплоизоляции из углеродной пересыпки фракции 0-5 мм. После этого печь подключают к электропитанию.
На чертеже показана схема загрузки , продольный разрез.
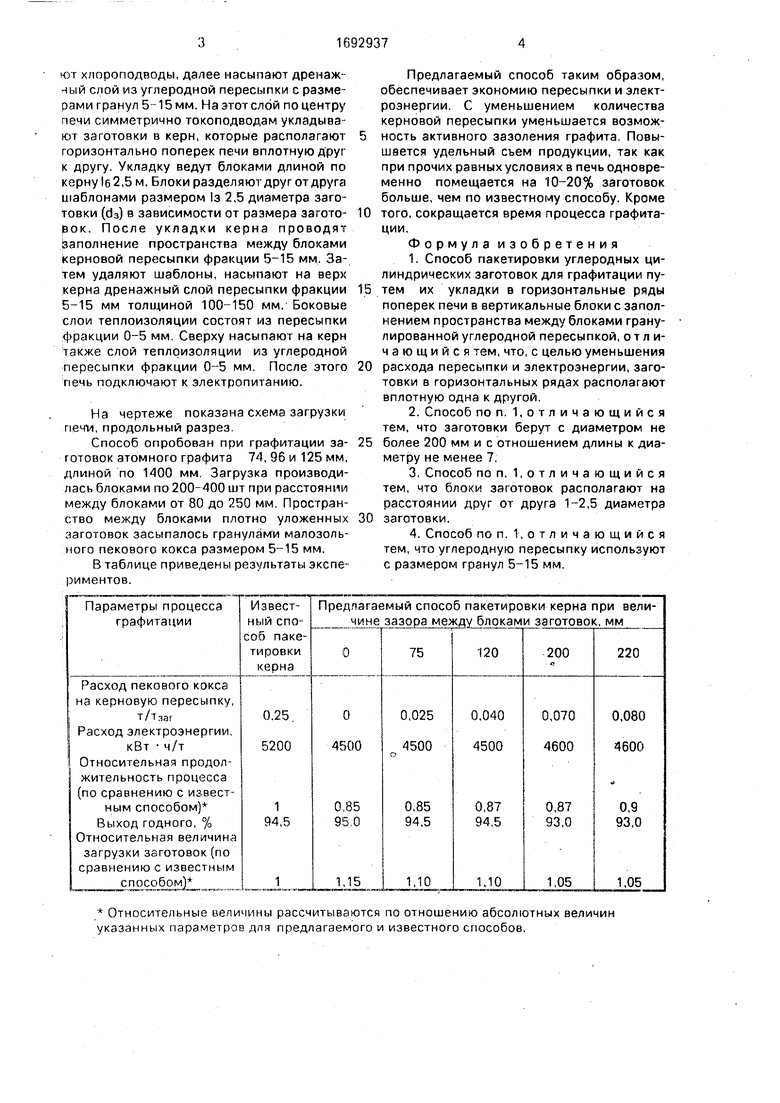
Способ опробован при графитации за- готовок атомного графита 74, 96 и 125 мм, длиной по 1400 мм. Загрузка производилась блоками по 200-400 шт при расстоянии между блоками от 80 до 250 мм. Пространство между блоками плотно уложенных заготовок засыпалось гранулами малозольного пекового кокса размером 5-15 мм.
В таблице приведены результаты экспериментов.
Предлагаемый способ таким образом, обеспечивает экономию пересыпки и электроэнергии. С уменьшением количества керновой пересыпки уменьшается возможность активного зазоления графита. Повышается удельный съем продукции, так как при прочих равных условиях в печь одновременно помещается на 10-20% заготовок больше, чем по известному способу. Кроме того, сокращается время процесса графитации.
Формула изобретения
1.Способ пакетировки углеродных цилиндрических заготовок для графитации путем их укладки в горизонтальные ряды поперек печи в вертикальные блоки с заполнением пространства между блоками гранулированной углеродной пересыпкой, отличающийся тем, что, с целью уменьшения расхода пересыпки и электроэнергии, заготовки в горизонтальных рядах располагают вплотную одна к другой.
2.Способ по п. 1,отличающийся тем, что заготовки берут с диаметром не более 200 мм и с отношением длины к диаметру не менее 7,
3.Способ по п. 1,отличающийся тем, что блоки заготовок располагают на расстоянии друг от друга 1-2,5 диаметра заготовки.
4.Способ по п. 1,отличающийся тем, что углеродную пересыпку используют с размером гранул 5-15 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пакетировки печей для графитации и одновременной очистки углеродных заготовок | 1983 |
|
SU1155563A1 |
| СПОСОБ ПАКЕТИРОВКИ ДЛИННОМЕРНЫХ УГЛЕРОДНЫХ ЗАГОТОВОК В ПЕЧАХ ГРАФИТАЦИИ | 1990 |
|
SU1764283A1 |
| СПОСОБ ПАКЕТИРОВКИ КРУПНОГАБАРИТНЫХ ЗАГОТОВОК МЕЛКОЗЕРНИСТОГО ГРАФИТА ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ПРИ ГРАФИТАЦИИ | 2014 |
|
RU2568493C1 |
| Способ пакетировки углеродных цилиндрических заготовок | 1980 |
|
SU912641A1 |
| Способ укладки углеродистых заготовок в печи графитации | 1990 |
|
SU1765115A1 |
| СПОСОБ ГРАФИТАЦИИ | 2006 |
|
RU2322388C2 |
| Электрическая печь для графитации углеродных заготовок | 1981 |
|
SU996835A1 |
| Способ графитации электродов | 1990 |
|
SU1834842A3 |
| Углеродная гранулированная засыпка | 1981 |
|
SU983043A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГРАФИТАЦИИ УГЛЕРОДНЫХ ЗАГОТОВОК | 1995 |
|
RU2140392C1 |
Изобретение относится к технологии па- кетировки углеродных заготовок при графи- тации их в электрической печи и позволяет уменьшить расход пересыпки и электроэнергии в процессе графитации цилиндрических заготовок. На подинный слой теплоизоляции насыпают слой из углеродной пересыпки фракции 5-15 мм, на котором по центру печи располагают заготовки горизонтально поперек печи вплотную друг к другу. Расстояние между блоками 1-2,5 диаметра заготовки, длина блоков по керну 1-2,5 м. Пространство между блоками заполняют пересыпкой из атомного графита фракции 5-15 мм Сбоку и сверху керн засыпают углеродной пересыпкой 0-5 мм для теплоизоляции. Для заготовок длиной 1400 мм загрузкой в блок по 200-400 штук при расстоянии между блоками 120 мм следующие показатели на процесс, расход пеково- го кокса 0,040 т на тонну заготовок, расход электроэнергии 4500 кВт ч/т, выход годного 94,5%. 3 з.п.ф-лы, 1 ил., 1 табл. со С
Относительные величины рассчитываются по отношению абсолютных величин указанных параметров для предлагаемого и известного способов.
I печи (120QO + 20000 мп)
Верхняя теплоизоляция („одеяло) срр. 0-5мм
Нернобая пере фр. 5 . Т . « «
.т
..- l.r . . fit
шшш
-.-.« 2йО Хлороподврды , , -... . v r .
: ..- . -v - .,. 7. . ..,.-.-. ; .; . . .... . . /- -- .%%%% % ж %;
ТокоподбодыЛодинная теплоизоляция I Корпус лечи
tpp. 0-5/чм
Нернобая пересыпка фр. 515мм
| Чалых Е.Ф | |||
| Технология и оборудование электродных и электроугольных предприятий | |||
| - М.: Металлургия, 1972, с | |||
| с | |||
| Способ укрепления под покрышкой пневматической шины предохранительного слоя или манжеты | 1917 |
|
SU185A1 |
| Способ пакетировки углеродных цилиндрических заготовок | 1980 |
|
SU912641A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
