Изобретение относится к способам графитации изделий из углеродных материалов и может быть использовано при производстве электродной продукции и других графитированных изделий.
Графитация углеродных материалов происходит в электрических печах сопротивления при высоких температурах (температура процесса графитации превышает 2000°С) и является чрезвычайно энергоемкой.
Наиболее близким к заявляемому решению является «Способ графитации электродов» по а.с. SU №1834842, МПК С01В 31/04, от 19.12.90 г., опубликованному 15.08.93 г. Согласно этому способу формируют керн из электродных заготовок и керновой пересыпки, для определения габаритов которого используют съемные металлические щиты, производят засыпку слоя теплоизоляционной шихты вокруг керна, после чего металлические щиты удаляют. В шихту между боковыми стенками и керном по всей его длине с определенным интервалом устанавливают деревянные колья. Колья устанавливают таким образом, чтобы они возвышались над слоем шихты, после чего проводят процесс графитации.
Выступающая часть кольев в процессе графитации воспламеняется и является дожигателем летучих, выделяющихся из теплоизоляционной шихты. Это способствует повышению экологической чистоты процесса, однако этот способ графитации характеризуется большими энергозатратами и продолжительной кампанией графитации, особенно в случае применения шихты с повышенной влажностью (влажность сыпучих материалов загрузки - шихты и пересыпки может достигать 20%). При нагревании в процессе графитации влага превращается в пар и передвигается в капиллярно-пористом теле, которым является слой теплоизоляционной шихты, в направлении наименьшего гидравлического сопротивления. В известном способе графитации часть пара устремляется вверх и через верхние слои шихты покидает объем печи. Однако большая часть пара достигает стен печи, превращается в конденсат, который возвращается в горячую зону, используя капиллярный механизм передвижения, и вновь испаряется. Многократное испарение влаги приводит к повышению энергозатрат и, как следствие, увеличению длительности кампании графитации.
В основу изобретения поставлена задача усовершенствования способа графитации, в котором применение новых технологических операций позволит снизить энергозатраты путем уменьшения влагооборота в шихте за счет создания временного экрана передвижению влаги и, следовательно, сократить продолжительность кампании графитации.
Поставленная задача решается тем, что в способе графитации, включающем формирование керна из электродных заготовок и керновой пересыпки, засыпку теплоизоляционной шихты вокруг керна и последующую графитацию, согласно изобретению новым является то, что вдоль продольных боковых поверхностей керна перед засыпкой слоя теплоизоляционной шихты устанавливают щиты из волокнистого теплоизоляционного материала. При этом в проекции керна на боковые стены печи перед засыпкой слоя теплоизоляционной шихты устанавливают дополнительные щиты из волокнистого теплоизоляционного материала.
Применение указанного способа обеспечивает снижение энергозатрат на выпаривание влаги за счет создания временного экрана передвижению водяного пара в направлении конденсационных поверхностей и возвращению конденсированной влаги в направлении керна.
Осуществление заявляемого способа поясняется с помощью чертежа, на котором схематично изображен поперечный разрез печи графитации.
На днище печи 1, выполненном из огнеупорного кирпича, формируют подину из теплоизоляционной шихты 2. При использовании шихты с повышенным содержанием влаги на подину укладывают щиты 3 из волокнистого теплоизоляционного материала, например древесины. На подину (или щиты 3) перпендикулярно продольной оси печи загружают обожженные электродные заготовки 4. Пространство между заготовками заполняют пересыпкой 5 из гранулированного металлургического кокса, который играет роль элемента сопротивления печи. Заготовки 4 с пересыпкой 5 образуют керн печи графитации.
Вдоль продольных боковых поверхностей керна устанавливают щиты 6 также из древесины. При использовании шихты 2 с повышенным содержанием влаги на некотором расстоянии от щитов 6 устанавливают дополнительные щиты 7, выполненные также из древесины. Указанное расстояние не должно превышать половины расстояния от керна до боковой стены печи 1. Пространство между керном и боковыми стенами печи, а также верхнюю часть печи заполняют теплоизоляционной шихтой 2. Нагревание керна осуществляют за счет преобразования электрической энергии в тепловую на элементах сопротивления.
При нагревании печи влага превращается в пар и передвигается в капиллярно-пористом теле, которым является слой теплоизоляционной шихты, в направлении наименьшего гидравлического сопротивления. Та часть пара, которая достигла стен и днища печи 1, превращается в конденсат, который возвращается в более горячую зону, используя капиллярный механизм передвижения, и снова испаряется.
Щиты 6 образуют временный экран передвижению пара от керна и конденсата в направлении керна, который уменьшает общий объем агрегатных превращений влаги в печи и, следовательно, уменьшает энергозатраты и как следствие приводит к сокращению продолжительности кампании графитации. Кроме того, щиты 6 образуют дополнительный слой теплоизоляции на начальной стадии кампании графитации, чем содействуют более равномерному разогреву керна, что обеспечивает повышение качества конечной продукции.
Щиты 7 создают дополнительное препятствие передвижению влаги в теплоизоляционной шихте 2 и могут применяться при использовании шихты с повышенным содержанием влаги.
Расстояние между щитами 6 и 7 должно быть таким, чтобы минимизировать объем парообразования для наиболее длительного интервала кампании графитации. По данным авторов это расстояние не должно превышать половины толщины бокового слоя теплоизоляционной шихты.
Примеры конкретного осуществления способа графитации электродов большого диаметра.
Пример 1 (заявляемый способ)
Опробование заявляемого способа графитации проводили в электропечи графитации переменного тока высотой 3 м, длиной 13 м и шириной 3.9 м. На подготовленную подину печи для определения габаритов керна установили и закрепили съемные металлические щиты. На поверхности подины, ограниченной съемными металлическими щитами, сформировали керн из 30 обожженных электродных заготовок диаметром 600 мм, которые уложили в печь перпендикулярно относительно продольной оси печи, двумя горизонтальными рядами. Пространство между заготовками заполнили керновой пересыпкой. Вдоль каждой продольной боковой поверхности керна (рядом с продольными металлическими щитами) установили и закрепили щиты из волокнистого теплоизоляционного материала, а именно по 2 деревянных щита толщиной 15 мм, высотой 2000 мм и длиной 4000 мм. Пространство между продольными деревянными щитами и боковыми стенами печи заполнили теплоизоляционной шихтой. Извлекли съемные металлические щиты, после чего верх печи засыпали слоем теплоизоляционной шихты. Способ графитации провели в соответствии с ПТИ 4.01-00. Результаты опробования способа приведены в таблице.
Пример 2 (заявляемый способ)
Способ графитации электродных заготовок диаметром 600 мм провели в соответствии с примером 1. Кроме того, перед засыпкой слоя теплоизоляционной шихты в проекции керна на боковые стены печи установили по два дополнительных деревянных щита толщиной 15 мм, высотой 2000 мм и длиной 4000 мм. Дополнительные щиты установили на расстоянии 250 мм от керна и закрепили их при помощи горизонтальных распорок.
Результаты опробования способа приведены в таблице.
Пример 3
Способ графитации электродных заготовок диаметром 600 мм провели в соответствии с примером 1, но в отличие от него перед засыпкой теплоизоляционной шихты деревянные щиты не устанавливали.
Результаты опробования способа приведены в таблице.
Пример 4 (прототип)
Способ графитации электродных заготовок диаметром 600 мм провели в соответствии с примером 3, но в отличие от него в слой теплоизоляционной шихты на расстоянии 250 мм от керна вбили деревянные колья с интервалом 3 м (по 4 кола с каждой стороны).
Результаты опробования способа приведены в таблице.
Опробование способа графитации электродных заготовок провели на действующих печах цеха графитации ОАО «Укрграфит». Как видно из таблицы, использование заявляемого способа позволит уменьшить энергозатраты более чем на 6% и сократить продолжительность кампании на 3-5 часов. Кроме того, способ позволит получить конечную продукцию более высокого качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ графитации электродов | 1990 |
|
SU1834842A3 |
| Способ укладки углеродистых заготовок в печи графитации | 1990 |
|
SU1765115A1 |
| СПОСОБ ПАКЕТИРОВКИ ДЛИННОМЕРНЫХ УГЛЕРОДНЫХ ЗАГОТОВОК В ПЕЧАХ ГРАФИТАЦИИ | 1990 |
|
SU1764283A1 |
| Электрическая печь сопротивления для графитации уложенных в керн в слое теплоизоляционной шихты углеродных заготовок | 1989 |
|
SU1642214A1 |
| Способ пакетировки печей для графитации и одновременной очистки углеродных заготовок | 1983 |
|
SU1155563A1 |
| Электрическая печь для графитации углеродных заготовок | 1981 |
|
SU996835A1 |
| Способ пакетировки углеродных цилиндрических заготовок | 1980 |
|
SU912641A1 |
| СПОСОБ ПАКЕТИРОВКИ КРУПНОГАБАРИТНЫХ ЗАГОТОВОК МЕЛКОЗЕРНИСТОГО ГРАФИТА ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ПРИ ГРАФИТАЦИИ | 2014 |
|
RU2568493C1 |
| Способ пакетировки углеродных цилиндрических заготовок в печах графитации | 1981 |
|
SU998337A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЕСТЕСТВЕННОГО ГРАФИТА ВЫСОКОЙ ЧИСТОТЫ | 2016 |
|
RU2612713C1 |
Изобретение может быть использовано при производстве электродной продукции и других графитированных изделий. Формируют керн из электродных заготовок, уложенных перпендикулярно продольной оси печи, пространство между которыми заполняют керновой пересыпкой. Вдоль продольных боковых поверхностей керна устанавливают щиты из волокнистого теплоизоляционного материала. Затем вокруг керна засыпают теплоизоляционную шихту и проводят графитацию путем нагрева электрическим током. В проекции керна на боковые стены печи перед засыпкой слоя теплоизоляционной шихты можно устанавливать дополнительные щиты из волокнистого теплоизоляционного материала. Продолжительность графитации сокращается на 3-5 ч, уменьшаются энергозатраты более чем на 6%, повышается качество продукции. 1 з.п. ф-лы, 1 табл., 1 ил.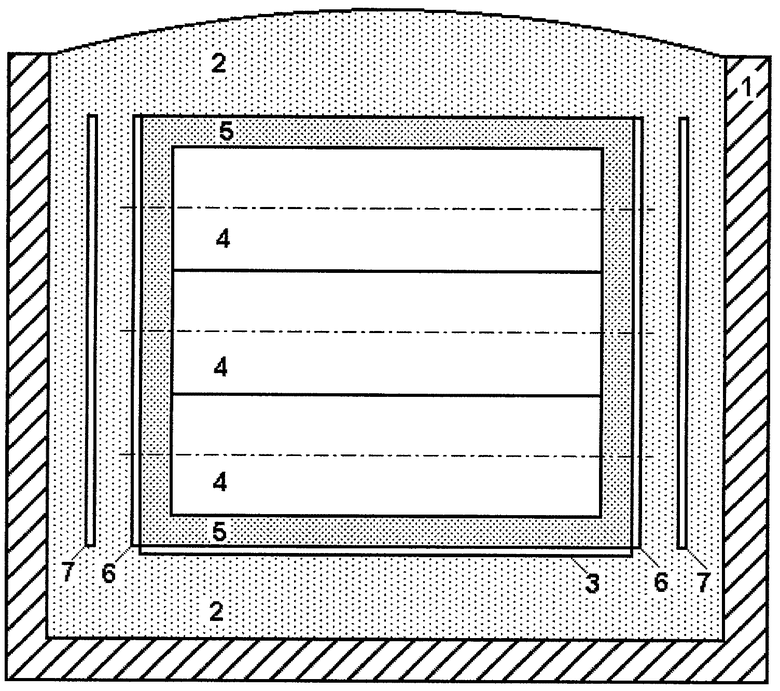
| Способ графитации электродов | 1990 |
|
SU1834842A3 |
| Способ укладки углеродистых заготовок в печи графитации | 1990 |
|
SU1765115A1 |
| Высокотемпературная электрическая печь | 1975 |
|
SU550343A1 |
| Электрическая печь для термообработки длинномерного волокнистого материала | 1985 |
|
SU1348620A1 |
| Печь для графитации углеграфитовых материалов и изделий | 1976 |
|
SU670783A1 |
| Электрическая печь сопротивления для графитации углеродных заготовок | 1976 |
|
SU611091A1 |
| Способ пакетировки углеродных цилиндрических заготовок | 1980 |
|
SU912641A1 |
| Способ пакетировки углеродных цилиндрических заготовок в печах графитации | 1981 |
|
SU998337A1 |

