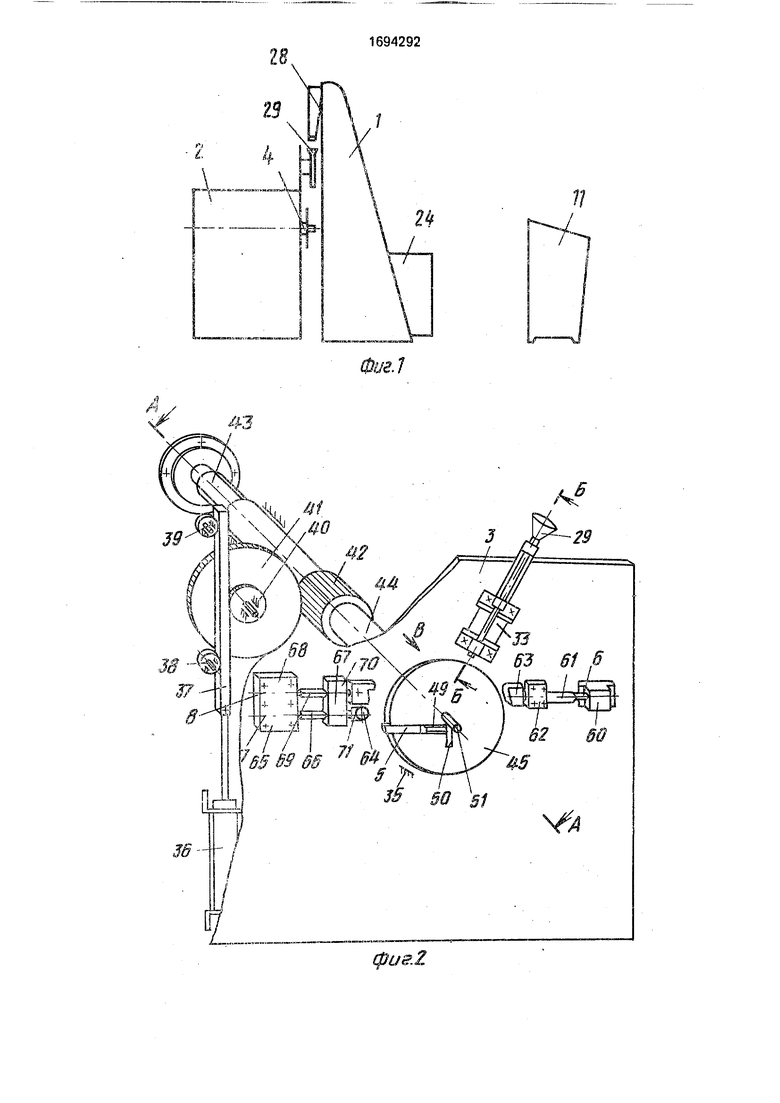
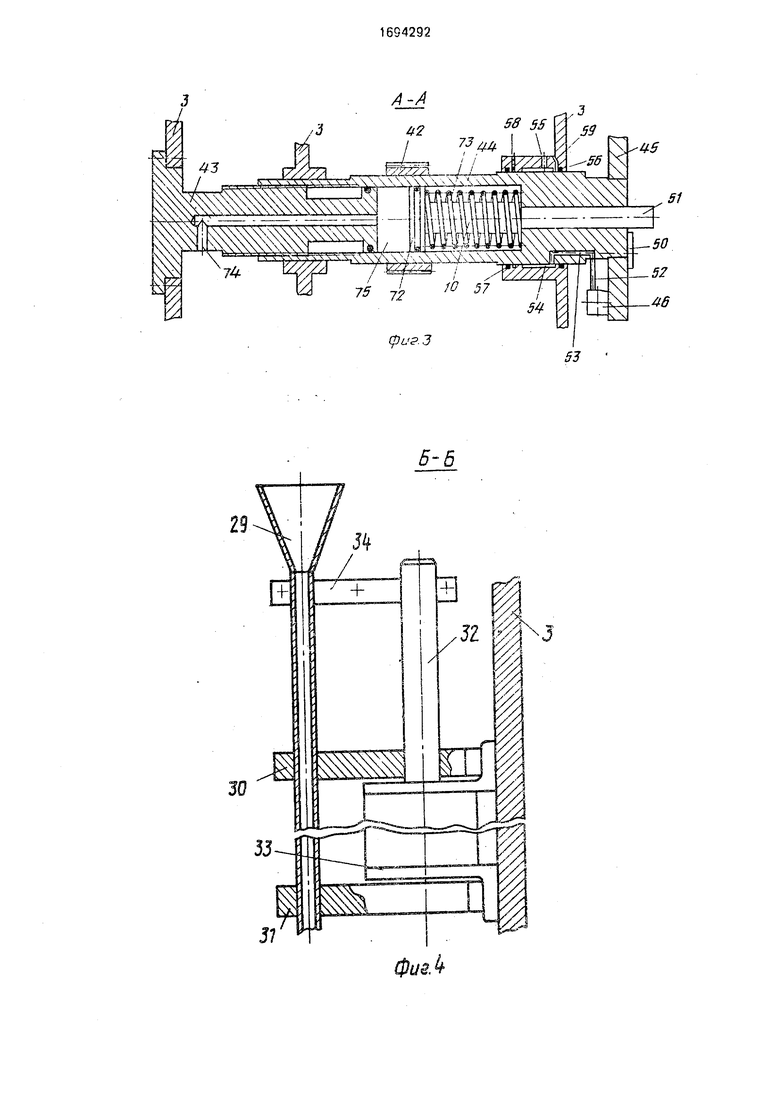
шпинделю 44, расположенному горизонтально относительно корпуса 3, и имеющему планшайбу 45 на свободном конце, выступающую снаружи корпуса 3.
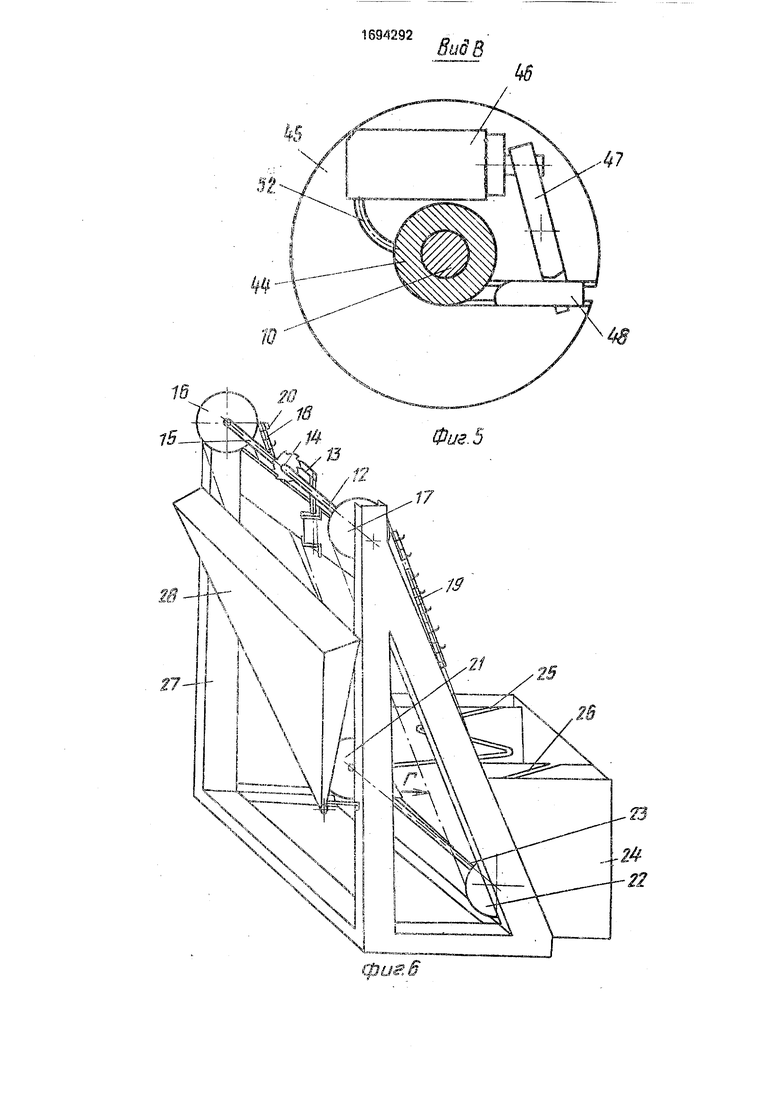
Механизм гибки первой ветви выполнен в виде силового цилиндра 46, через рычаг 47 перемещающего кулачок зажима заготовки 48 по сквозному пазу-49 планшайбы 45 к упору 50 и расположенной по оси шпиндели 44 0празки 51, причем управление силового цилиндра 46 осуществлйется через трубку 52, канал 53 в шпинделе 44, полость 54 и канал 55, выполненных в корпусе 3 при наличии герметизирующих колец 56 и 57 и дренажных отверстий 58 и 59.
Механиз 6 гибки другой ветэи выполнен в виде силово о цилиндра 60, связанного через штангу 61, ориентируемую направляющей 62 с кулачком гибки 63.
Механизм укладки 7 выполнен в виде ролика укладки 64, связанного с силовым цилиндром 65 посредством штанги 66, ориентируемой направляющей 67,
Механизм 8 загибки концов детали содержит силовой цилиндр 68, связанный посредством штанги 69, ориентируемой направляющей 70, с кулачком 71 загибки концов детали, причем силовые цилиндры 65 и 68 механизмов 7 и 8 выполнены в общем корпусе, также, как и направляющие 67 -и 70 этих же механизмов.
Средство сброса 10 состоит из поршня 72, конец штока которого служит оправкой 51, имеющего возвратно-поступательное перемещение под действием пружины 73 или давления, создаваемого через канал 74 в полости 75.
Пульт 11 для управления всеми механизмами содержит реле времени и бесконта1,-- ныеиндукционныедатчика,
сигнализирующие о положении силовых цилиндров, также осуществляет взаимодействие механизмов автомата посредством гидроаппаратуры модульного монтажа (не показана), смонтированной в нижней части узла формообразования 2.
Автомат работает следующим образом.
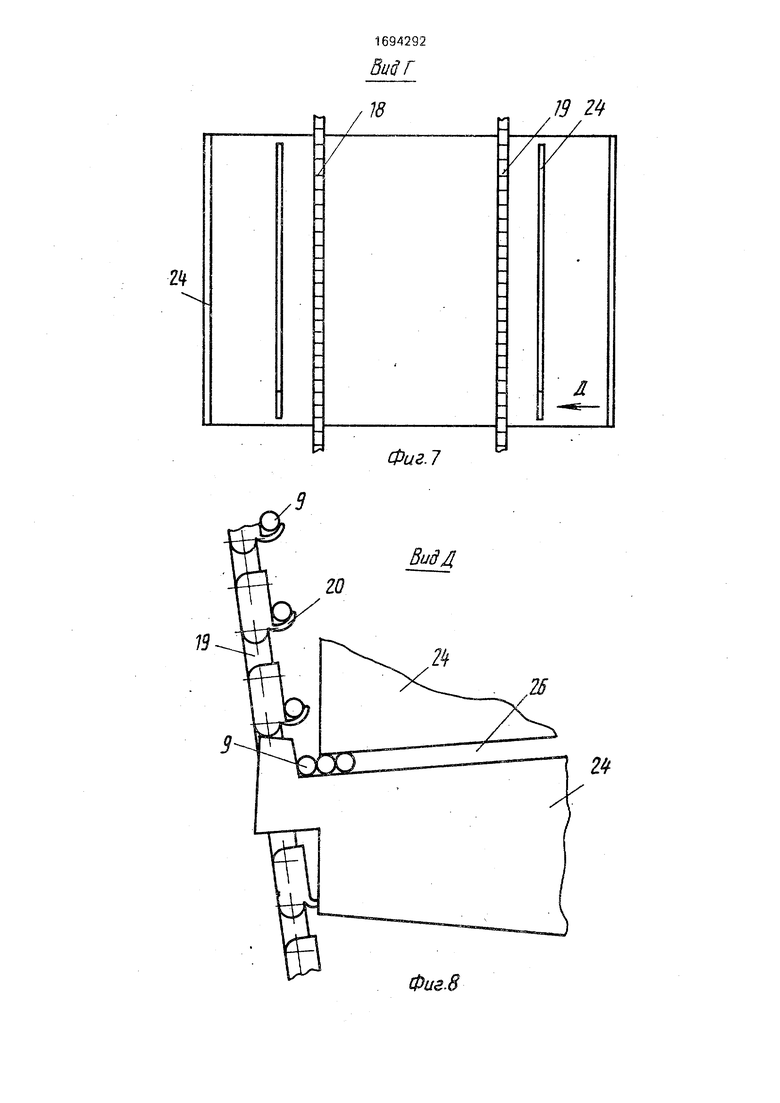
Прямые заготовки 9 загружают в бункер-накопитель 24, установленный на раме 27 механизма 1 подачи, в котором по Z-об- разным пазам 25 и 26 загбтовки скатываются вниз, цепляются на крючки 20 цепей 18 и 19 и транспортируются вверх в шаговом режиме под действием усилия силового цилиндра 12. Этот цилиндр посредством собачки 13 с храповым колесом 14, закрепленном на валу 15, кинематически связан с цепями 18 и 19, одетыми на ведущие 16 и 17 и ведомые 21 и 22 звездочки, закрепленные
на валу 15 и оси 23 соответственно. Пит зние силового цилиндра 12, как и всех остальных силовых цилиндров, осуществляется от стандартной насосной установки (не показано) через гидроаппаратуру модульного монтажа, расположенного в нижней части корпуса 3 узла формообразования 2, что позволяет осуществлять независимую регулировку усилий и скоростей срабатывания
0 каждым механизмом, а также применять в схеме автомата четыре реле давления и один предохранительный клетан.
При срабатыаании сипового цилиндра 12 крючки 20 перемещаются на один шаг, и
5 заготовка 9 падаег в ориентирующий бун- кзр 28. При отсутствии заготовок на паре крючков 20 в высшей точке силовой цилиндр 12 будет отрабатывать циклы независимо от работы остальных механизмов, пока под
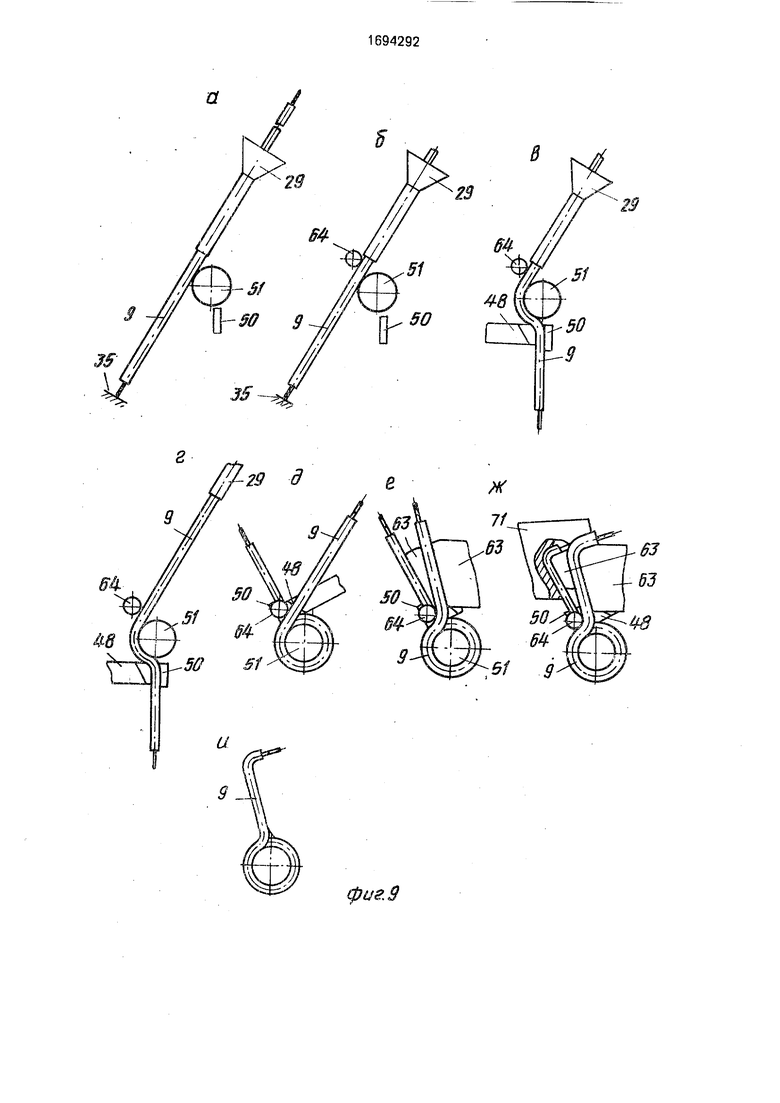
0 бесконтактным датчиком (не показан) но будет находиться заготовка. Из ориентирующего бункера 28 заготовка 9 под действием собственного веса попадает в направляющую воронку 29 и скользит в ней до упора
5 сигнализатора 35. Воронка 29 ориентируется стойками 30 и 31 и перемещается по ним силовым цилиндром 33 посредством штока 32 и хомута 34. По сигналу бесконтактного датчика упора сигнализатора 35 срабатыва0 ет механизм 7 укладки. Силовой цилиндр 65 штангой 66, ориентируемой направляющей 67, переносит ролик 64 к заготовке 9 (фиг.9,6), Эго вызывает срабатывание бесконтактного датчика (не показан), по сигна5 лу которого силовой цилиндр 46 механизма гибки первой ветви 5 через рычаг 47 кулачков 48, перемещающихся по пазу 49 (фиг.5, фиг.Э.в), выполняет один из радиусов гибки, прижимая заготовку 9 к упору 50, Давление
0 а силовой цилиндр 46 перелается по трубке 52 через канал 53 шпинделя 44 (qwr.3, фиг,5), полость 54 и какал 55 корпуса 3 (фиг.З). Каналы 58 и 59 служат для устранения заклинивания шпинделя, а кольца 56 и
5 57 - для устранения утеиек, В момент зажатия заготовки 9 давление в силовом цилиндре 46 повышается, вызывая срабатывание реле давления (не показано). По сигналу си- лозой цилиндр 33 хомутом 34 отводит на0 правляющую воронку 29 (фиг.9,г) до срабатывания бесконтактного датчика (не показан), подающего сигнал силовому цилиндру 36 механизма навивки 4. Этот цилиндр через зубчатую рейку 37 шестерен
5 41-40, наворачивая на пяту 43, вращает шпиндель 44 вместе с планшайбой 45 (фиг.2, фиг.Э.д), при этом объем полости 75 (фиг.З) уменьшается. Установленный в гидроаппаратуре модульного монтажа предохранительный клапан с заливает излишек
масла и предотвращает противодействие возрастающего давления полости 75 на механизм 4 навивки. По завершению навивки срабатывает бесконтактный датчик, по сигналу которого силовой цилиндр 60 механизма гибки 6 посредством рейки 61 по направляющей 62 перемещает кулачок 63, загибая второй конец заготовки 9 на ролике 64 (фиг.9,е). Усилие цилиндра 65 меньше усилия силового цилиндра 60, Реле давления механизма б гибки другой ветви по окончании гибки подает сигнал, по которому силовой цилиндр 68 механизма загибки концов детали 8 посредством штанги 69 по направляющей 70 перемещает кулачок 71 загибки концов детали 9 на кулачке 63 (фиг.Э.ж). Усилие силового цилиндра 68 меньше усилия цилиндра 60. Загибаемые концы детали 9 смещены для компенсации пружинных свойств. Сигнал реле давления механизма загибки концов детали 8 служит для запуска реле времени, по сигналу которого одновременно силовыми цилиндрами 60, 65, 68 отводятся кулачок гибки 63, ролик укладки 64 и кулачок 71 загибки концов детали. Это фиксируется соответствующими тремя бесконтактными датчиками и по тройному сигналу одновременно снимается давление с силового цилиндра 46, с полости 75 через канал 74 и подается давление на силовой цилиндр 36. Силовой цилиндр 46, являясь цилиндром одностороннего действия, с помощью рычага 47 отводит кулачок 48 и освобождает заготовку. Под действием пружины 73 на поршень 72 средства сброса 10 оправка 51 упирается в шпиндель 44, а деталь 9 падает в тару. Силовой цилиндр 36 посредством зубчатой рейки 37 на опорных роликах 38 и 39 и шестерен 40-42 сворачивает с пяты 43 шпиндель 44 и возвращает планшайбу 45 в исходное положение. Это фиксируется бесконтактным датчиком, по
сигналу которого силовой цилиндр 33 переводит направляющую воронку 29 в нижнее положение. Цикл работы автомата на этом завершен. Это положение фиксируется бес- контактным датчиком, сигнал которого вызывает срабатывание силового цилиндра 12 и начинается следующий цикл.
Формула изобретения
Автомат для формообразования спиралей, содержащий размещенные на корпусе механизм подачи заготовки, узел формообразования, состоящий из.механизма навивки, включающего планшайбу с пазом и
оправку, механизма гибки с кулачком, механизма укладки, механизма загибки концов детали с кулачком, средство сброса и пульт управления, отличающийся тем, что,
с целью упрощения конструкции, механизм подачи заготовки выполнен в виде направляющей воронки, смонтированной на корпусе с возможностью возвратно-поступательного перемещения, ориентирующего бункера, расположенного над направляющей воронкой, упора-сигнализатора, жестко закрепленного на корпусе, ме- ханизм навивки выполнен в виде горизонтально расположенного шпинделя,
смонтированного в корпусе с возможностью винтового перемещения, а планшайба с пазом и оправка размещены на свободном конце шпинделя, кулачка зажима, размещенного в пазу планшайбы с возможностью
возвратно-поступательного перемещения перпендикулярно оси планшайбу, упора, неподвижно закрепленного на планшайбе напротив кулачка зажима, механизм укладки выполнен в виде ролика, при этом ролик
и кулачок механизма загибки концов детали расположены с одной стороны планшайбы. а кулачок механизма гибки - с противоположной.
Я
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Устройство для изготовления двухспиральных пружин | 1980 |
|
SU937090A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Устройство для обработки деталей с прерывистыми круглыми пазами | 1976 |
|
SU682353A1 |
36
Фиг Л
В
cpus.Z
1694292
фи,6
19 24
/ /
Фиг.7
34
26
Фиг.8
Of
фиг 9
Фю. Ю
