я Ґ ryrJ6- Wk
Изобретение относится к строительной индустрии и может быть использовано для изготовления стеновых и кровельных ограждающих конструкций гражданских, про- мышленных и сельскохозяйственных зданий.
Цель изобретения - сокращение времени термообработки и повышение физико- механических показателей плит.
На чертеже показана предлагаемая линия.,.,
Поточная линия включает плавильную печь для гшпучения расплава базальта, летку 1, фильеру 2,фаздувочную головку 3, камеру 4 волокноосаждения, систему для разбавления и подачи исходной поливини- лацетатной(ПВА) дисперсии. Последняя состоит из ванны 5 с мешалкой 6, дозатора 7 и водопровода 8 с вентилем 9, емкости с запорным клапаном 11 и поплавком 12. Емкость 10 через патрубок 13 связана с ванной 5, а через патрубок 14 с вентилем 15 - с пульверизатором 16. Непосредственно под камерой 4 смонтирован ленточный транспортер 17, над которым установлены уплотняющие валки 18 и 19, а между ними расположен пульверизатор 20 для подачи воды для смачивания базальтоволокнистого ковра, который через патрубок 21с вентилем 22 связан с водопроводом 8. После транспортера 17 под пульверизатором 16 установлен роликовый транспортер 23, а над ним - дисковая пила 24 для резания полученного ковра на плиты. Транспортер 23 проходит через термокамеру 25 для сушки и термообработки плит, а после нее над транспортером 23 установлена система для подачи отходов-избытка ПВА-дисперсии на высушенные плиты, состоящая из двух дополнительных ванн 26 с дополнительными мешалками 27 и дозатором 28 для подачи при необходимости наполнителя.
Ванны 26 при помощи патрубка 29 с вентилями 30 подключены к емкости 31, установленной под транспортером 23 для сбора избытка разбавленной ПВА-дисперсии после прохождения ее через ковер до резания. Под каждой из ванн 26 установлены дополнительные пульверизаторы 32 с вентиляцией 33 для подачи избытка ПВА-дисперсии на высушенные плиты. Между пульверизаторами 32 установлен механизм 34 для опрокидывания плит После термокамеры 25 под транспортером 23 установлена емкость 35 для сбора вторичного избытка разбавленной ПВА-дисперсии с наполнителем, которая при помощи патрубка 36 с вентилем 37 подключена к патрубку 29, Транспортер 23 проходит через термокамеру 38 для вторичной сушки плит
Поточная линия работает следующим образом,
Из плавильной печи в летку 1 поступает расплав базальта, который через фильер 2
струями попадает в раздувочную головку 3. Полученные нити базальтового волокна из раздувочной головки 3 поступают в камеру 4. Осажденное волокно из нижней части камеры волокноосаждения поступает на
транспортерную сетку ленточного транспортера 17 и при помощи уплотняющего валка 18 принимает форму ковра, который, проходя по транспортеру 17, смачивается водой при помощи пульверизатора 20, подключенногок водопроводу 8 через патрубок 21. Количество поступающей воды регулируется вентилем 22. Смоченный водой ковер, проходя по транспортеру 17, при помощи уплотняющего валка 19 уплотняется до требуемой толщины, а избыток воды возвращается в технологический цикл. Смоченный и уплотненный до необходимой топ- щины ковер с ленточного транспортера 17 поступает на роликовый транспортер 23 и
обволакивается разбавленной ПВА-диспер- сией, поступающей из пульверизатора 16,, количество которой регулируется вентилем 15. Разбавленную ПВА-дисперсию получают в ванне 5, в которую из дозатора 7 постулают исходная ПВА-дисперсия, а из водопровода 8 - вода и смешиваются мешалкой 6.
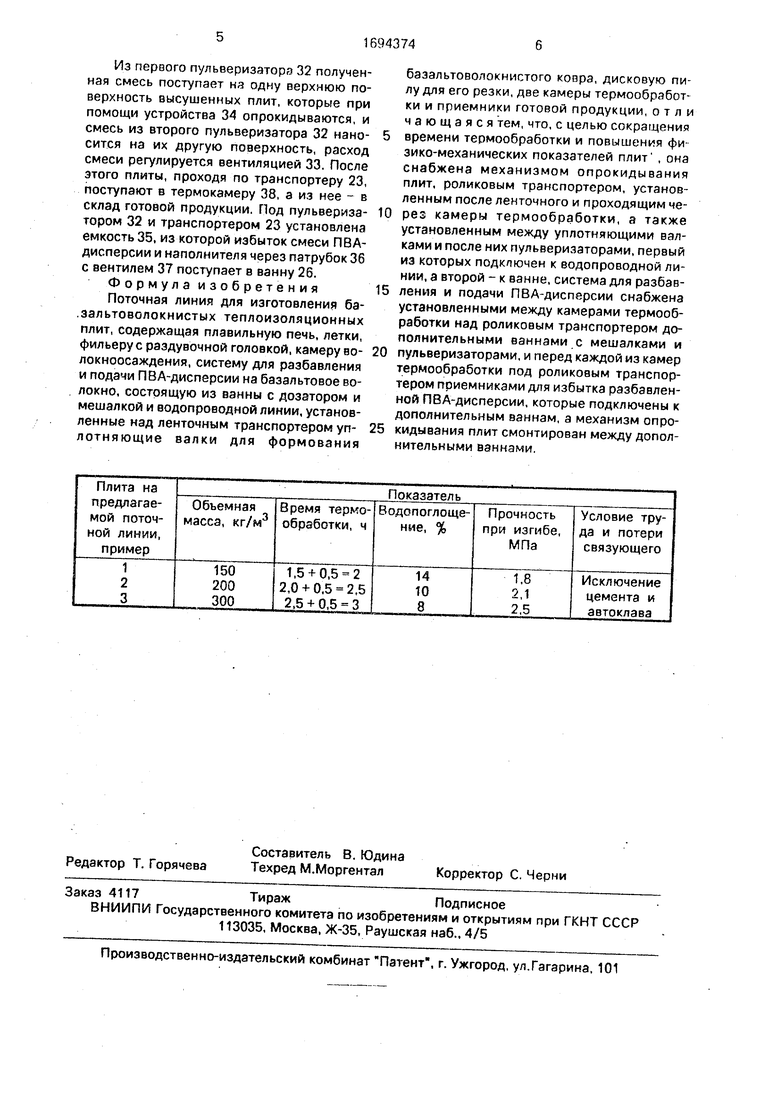
Свойства плит представлены в таблице.
Количество поступающей в ванну 5 воды регулируется вентилем 9. Полученная в ванне 5 гомогенная разбавленная ПВА-дисперсия через патрубок 13 поступает в емкость 10, а из нее через патрубок 14 - в
пульверизатор 16. Постоянный уровень разбавленной ПВА-дисперсии в емкости 10 поддерживается поплавком 12 и запорным клапаном 11.
Проходя по роликовому транспортеру
5 23, обволоченный разбавленной ПВА-дис1- Персией ковер при помощи дисковой пилы 24 разрезается на плиты, которые поступают в термокамеру 25 для сушки и термообработки. Поверхности высушенных плит
0 покрывают смесью наполнителя и избытка ПВА-дисперсии, поступающей из пульверизатора 16 на ковер. Избыток разбавленной ПВА-дисперсии собирается в емкости 31 и при помощи патрубка 29 подается в ванны
5 26, в которые из дозатора 28 поступает наполнитель. Полученная в ваннах 26 при помощи мешалок 27 гомогенная смесь из избытка ПВА-дисперсии и наполнителя поступает в пульверизаторы 32, а из них - на поверхности высушенных плит.
Из первого пульверизатора 32 полученная смесь поступает на одну верхнюю поверхность высушенных плит, которые при помощи устройства 34 опрокидываются, и смесь из второго пульверизатора 32 нано- сится на их другую поверхность, расход смеси регулируется вентиляцией 33. После этого плиты, проходя по транспортеру 23, поступают в термокамеру 38, а из нее - в склад готовой продукции. Под пульвериза- тором 32 и транспортером 23 установлена емкость 35, из которой избыток смеси ПВА- дисперсии и наполнителя через патрубок 36 с вентилем 37 поступает в ванну 26.
Формула изобретения
Поточная линия для изготовления ба- .зальтоволокнистых теплоизоляционных плит, содержащая плавильную печь, летки, фильеру с раздувочной головкой, камеру во- локноосаждения, систему для разбавления и подачи ПВА-дисперсии на базальтовое волокно, состоящую из ванны с дозатором и мешалкой и водопроводной линии, установленные над ленточным транспортером уп- лотняющие валки для формования
базальтоволокнистого ковра, дисковую пилу для его резки, две камеры термообработки и приемники готовой продукции, о т л и чающаяся тем, что, с целью сокращения времени термообработки и повышения физико-механических показателей плит , она снабжена механизмом опрокидывания плит, роликовым транспортером, установленным после ленточного и проходящим через камеры термообработки, а также установленным между уплотняющими валками и после них пульверизаторами, первый из которых подключен к водопроводной линии, а второй - к ванне, система для разбавления и подачи ПВА-дисперсии снабжена установленными между камерами термообработки над роликовым транспортером дополнительными ваннами с мешалками и пульверизаторами, и перед каждой из камер термообработки под роликовым транспортером приемниками для избытка разбавленной ПВА-дисперсии, которые подключены к дополнительным ваннам, а механизм опрокидывания плит смонтирован между дополнительными ваннами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплоизоляционных изделий | 1986 |
|
SU1474154A1 |
| Способ изготовления теплоизоляционных изделий | 1983 |
|
SU1169962A1 |
| Поточная линия для изготовления волокнистых теплоизоляционных плит | 1984 |
|
SU1333581A2 |
| Линия для изготовления гидрофобизированных минераловатных изделий | 1985 |
|
SU1315315A1 |
| Способ изготовления жестких минераловатных плит | 1987 |
|
SU1533858A1 |
| Устройство для формования жестких минераловатных плит из гидромассы | 1983 |
|
SU1096257A1 |
| Поточная линия для изготовления жестких минераловатных плит | 1980 |
|
SU937433A1 |
| Поточная линия для изготовления волокнистых теплоизоляционных плит | 1982 |
|
SU1096256A1 |
| Способ изготовления теплоизоляционных изделий | 1988 |
|
SU1622123A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛО- И ЗВУКОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1990 |
|
RU1765996C |
Изобретение относится к строительной индустрии и может быть использовано для изготовления стеновых и-кровельных ограждающих конструкций гражданских, промышленных и сельскохозяйственных зданий. Цель изобретения-сокращение времени термообработки и повышение физико-механических показателей плит. Линия состоит из плавильной печи для получения расплава базальта летки. Имеется фильера, раздувочная головка, камера во- локноосаждения. Установлена система для разбавления и подачи исходной поливини- лацетатной (ПВА) дисперсии, состоящая из ванны с мешалкой, дозатора и водопровода с вентилем емкости с запорным клапаном и поплавком. Емкость через патрубок связана с ванной, а через патрубок и вентиль - с пульверизатором, Между пульверизаторами установлен механизм для опрокидова- ния плит. После термокамеры под транспортером установлена емкость для сбора вторичного избытка разбавленной ПВА-дисперсии с наполнителем. Транспортер проходит через дополнительную термокамеру для вторичной сушки плит. 1 ил., 1 табл, со с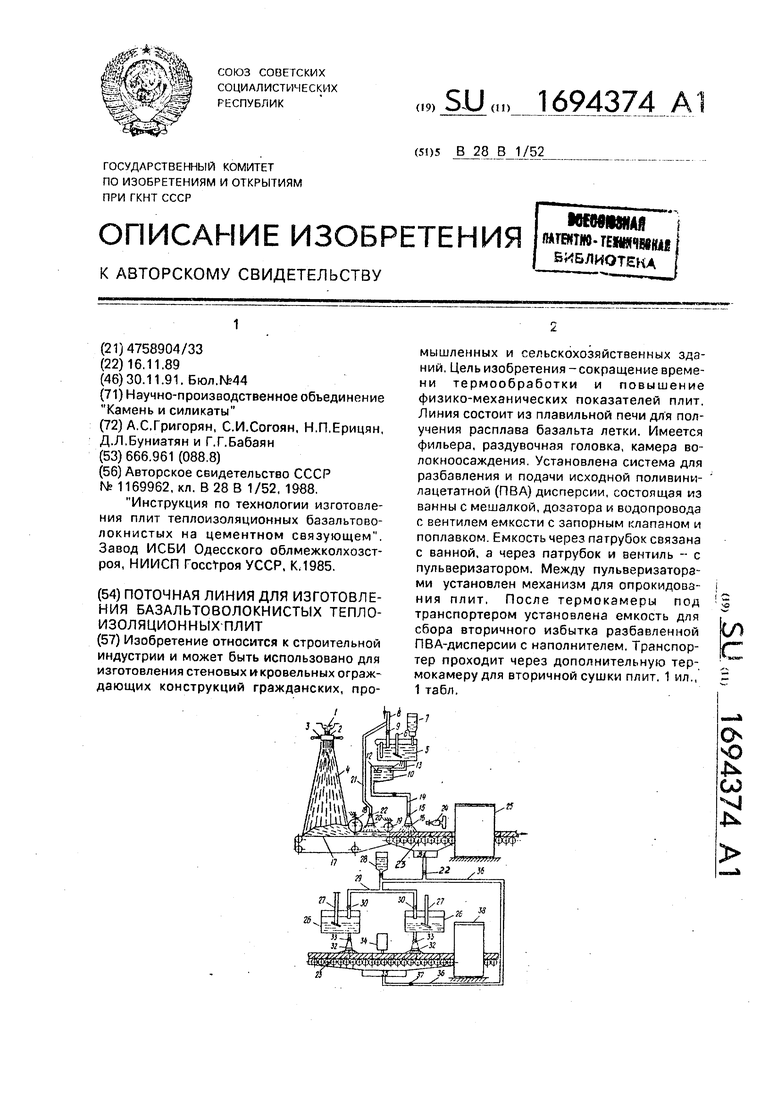
| Способ изготовления теплоизоляционных изделий | 1983 |
|
SU1169962A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Инструкция по технологии изготовления плит теплоизоляционных базальтово- локнистых на цементном связующем | |||
| Завод ИСБИ Одесского облмежколхозст- роя, НИИСП Госстроя УССР, К.1985. | |||
