Изобретение относится пронзоод ству теплоизоляцион11Ь х матерналов из минеральных волокон и CBJiayioiiscro, а более конкретно к изготовлкшию глинисто-волокнистых теплокзоляциоп ных плит, которьге могут быть при ; 2неиы в судострогете;льной ироги-ш1ле:-пгсс ти для нзолядин коргтуспых кокструг;-ций кораблей, : теплоэнергетике .ijii:-: индустрнгитъного изготовления прог-алп -леиных печей.
Известна поточная лилия для Fare-товления глинисто-волокнистого еп.по изоляционного картона, состоящая и;/ волокнообразовгггеля, оборудозгн;.:- для пс1луче:|ия г.гг Чсто-: :::к:;-: ,.: ГИДрОГ1ассы ., ;;;;;:,slai; 0i;a нику :) рЯр. прессовой riKiU коп-игл-н-п : j ссушила л 1)ел;1те riijMorr;: c:) :i|
Иедостатко:-; :пчиз .:: -in; являются Tpy;:vb:crn гп::и :;b jp:iOi-ri : ; м материала To,j:r;::ifoi fjo:i:ce ;0 м;:, скольку О1ч ут::;г сус; IBTD: :I ванное со -лапс г;аи1;.:. линGЙ :JIx .,. тей двике1;ия гли1 исто-Е:;то:апчСто iл ковра на Оарабаие валуум--фильтра, прессовой машяле и конзеггернон гу/плле. Кроме TOVIJ отсугсгьус-г зоз;-5г./л ность удаче-Итя ия i;..,;i;pOM;x:c.:; (:У-, нистых вклюкмиш,
Напбо.иее бл1Кл;-::;.й к лрс;:(:га1:аеЬ1Ж. является лото- ;ал ;пи1пя , 1к;луч ;:-декоратиз-ых нолокнистглх етпоз R -т-го изоляционных НЛ1-1Т на rji-iHHCTOM сая зуюцсм,; содер;к; щая устройства д.пя получен -ш гл;1ни(Г1О Волокнистой Il-c;;po sacc яз фоу;.;с зания и иоесгсяаиии коврад Kciini iircpuyio сушчлтлу о .камеоу резате. усчройсм ЕС и cnioDy/Oija ние для дехорпропа ичЯ ;I. 12 „
Благодаря согласованиО c-dfv-rГ; ; формуюг| еи-(:),, лра ...сугощетО л с;уШК,1:;л1О го устройств л1-}иии до1;тиг ;; а тойчивьтй режим лаготор.цеяия / о-г-о Т - тых пл:1Т ТОЛ1И1П10Й до 25 Mi: ;м or;. не достатояко для лг оизяодс та nr-ir-,-ратиБНых тет1лаавуко113О1йТ1Ю11г;ы ,г Однако систо-.;а со),пасозання скоро гй приг-гененлат в из зесчиой поточной я -нии, становт ;тая малоэффективной npiувеличении толцины вол о ннстогч) коор более 30 мм, учитывая, OJIOK -VH:тыи ковер vHpK
в местах провиса не выдлорживаст- (,n
собственной rsaccbi.
НевололИ5СТЬ е включения, co,Ttp ;a-щкеся в базаль1 сулертопчН;- вг локиах до 10% J в мкнера, -- , 30% снижают 1 еги;.)физияеские гвойсгх;;:
теплоизоляционного материала. Кроме TOTv-. оседая во время транспортировки гидромассы Б изгибах трубопроводов и задизижках, неволокнистые включепня периодически создают пробки в труболроЪодах, перекрывая доступ гя-щрО -1ассь1 в формующее устройство и вь 3ыва;от необходимость остановки процесса формования и продувки трубопроводов.
Резка непрерывного глинисто-волок{истого ловра по формату после сушки опре.целяет применение только одноярусного сушила„ Между тем, увеличе чие толщины формуемых изделий значиг п:.,ио т;эличивает длительность сушки, ;дп: э:о :; производительность судшла ,;::(аЕтея ,
чс.тгьк- 113о5ретения является расши Tlc-ase ;-ех;-юлогических возможностей, п1-:;и. производитеjTbHocr-H поточной л;чти i качества плит,
лсазьлнгя иель достигается тем, i--iu лотсчкая линия для изготовления лэлокиистых теплоизоляционных гшит, пуйь-п- угтественно на глинистом связуюцеы, соугержадая устройства для приГОТПЛ. ТПИНИС ТО-ВО ЛОКНИСТОЙ ГИД.,.о;-:а;;СгЛ, формования и прессования
xccjpa J хся-пзейерную сушильную камеру i-i 1:сзательное устройство, снабжена усталовленнъм после устройства для пригото зления глинисто-волокнистой гм.аромассы устройством двух двухсталд-1Й ой очистки гидромассы от неволокт истых включений, устройства для и прессования ковра выпол1- ены с зиде е)1иного агрегата со схоi iK,i;-KC:-i вaкyy ;--фopмoвoчными трансi пог-)-ера;.ч5 конвейерная сушильная камера вЫ; ОЛ15ена многоярусной с приaiocooj eHHnMH для раскладки плит по ярусам, а резательное устройство ycra-iOBJKiHO перед сутильной камерой.
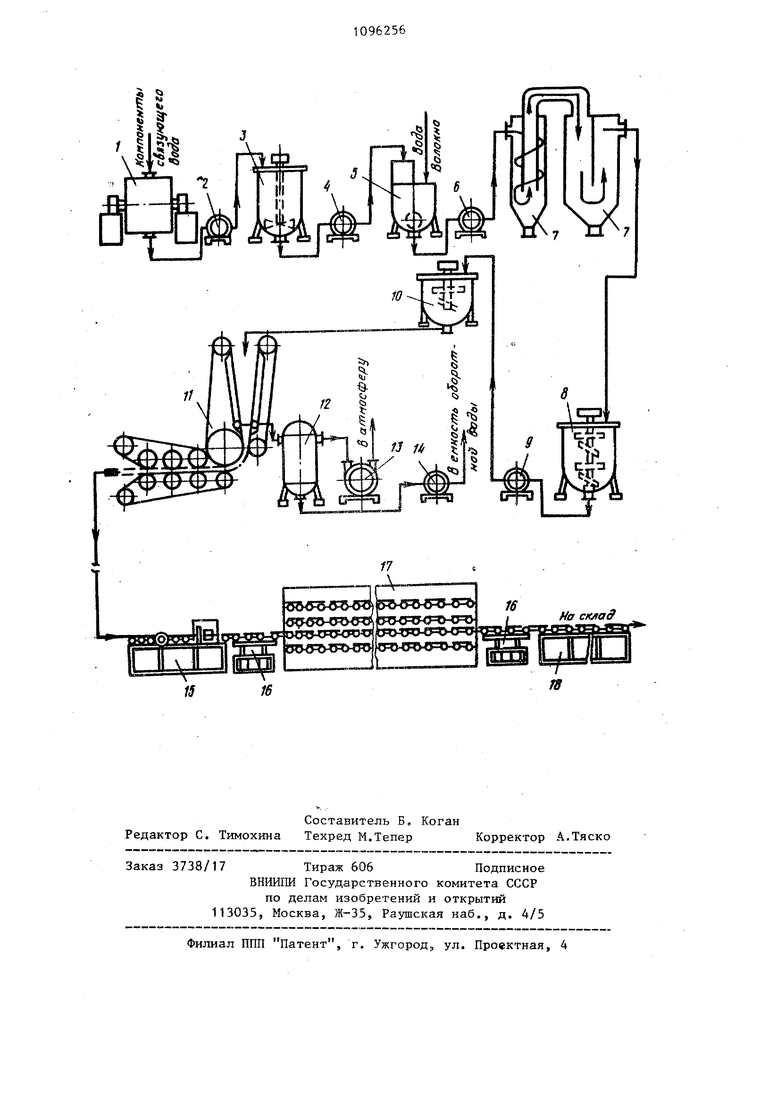
: На. ч:::ртеже изображена предлагаемая КСтсЛая линия:, обвпм вид.
Поточная линия состоит из шаровой мельниьь 1, касоса 2, мешалки-сборни, ка 3,, насоса 4, устройства для пригоТовлекия гидромассы, выполненного в ;зиле гкдроразбивателя с объемным дозатором 5, насоса 6, устройства 7 д.угя двухстадийной очистки гидромассы
. О-; неволокнистьж включений, нешалкиаПорника 8, насоса 9, питающего сбораика-нешалки 10, устройство для фор-.мозаикр и прессования ковра в виде а;; per 11 с ёакуум-формовочными. 1 транспортерами рессивера 12, вакуумнасоса 13, насоса1А, резательного устройства 15, приспособлений 16 для раскладки плит по ярусам многоярусно конвейерной суиТильной камеры 17, кон вейера контроля и упаковки готовых изделий 18. При необходимости мехобработки и декорирования поверхности плит поточ ная линия может быть дополнительно снабжена соответствующим известным оборудованием. Поточная линия работает следующим образом. При получении связующего из глин или других нерастворимых компонентов их загружают в шаровую мehьницy 1 для помола, туда же подают воду для получения водной дисперсии,которую насосом 2 перекачивают в мешалкусборник 3, где разбавляют водой до рабочей консистенции, подогревают и стабилизируют. При использовании в качестве связующего растворимых в воде компонентов или эмульсий их загружают непосредственно в мешалку 3, разбавляют водой до рабочей консистенции и перемешивают. Готовое связующее из мешалки-сбор ника 3 насосом 4 через объемный дозатор подают в гидроразбиватель 5. Сюда же доливают воду, в том числе оборотную воду, отбираемую из гидромассы при формовании плит. Затем в перемешанное связующее загружают навеску базальтовых супертонких воло кон или смесь тонких и супертонких волокон. При работе ротора гидроразбивателя в течение 5-8 мин образуетс однородная гидромасса. Из гидрораз,бивателя насосом 6 гидромассу подаю в устройство 7 для очистки ее от неволокнистых включений. В .устройстве 7 предусмотрена двухстадийная очист гидромассы. В первой стадии очистка производится в гидроциклоне от более крупных волокнистых включений. Затем гидромасса поступает во второй сосуд устройства, где перемещается с малой скоростью и меняет направление движе ния на 180 . При этом основная часть неволокнистых включений оседает на дно аппаратов и отбирается системой удаления осадка. Очищенная гидромасса поступает в мешалку-сборник 8, насосом 9 по мере 56 расхода подается в питающую мешалкусборник 10, а затем самотеком - в приемный короб агрегата 11 для формования изделий. Разрежение гз вакуумных коробках транспортеров агрегата 11 создается при помощи рессивера 12 и вакуумного насоса 13. Фильтрат удаляется насосом 14 через рессивер 12 и направляется в сборник оборотных вод для повторного использования при изготовлении следующих порций гидромассы. Заформованный, подпрессованньй и калнброва)ный на толшцне непрерывный волокнистый ковер из агрегата 11 поступает на резательное устройство 15, где рехнется на листы по заданным размерам. Полученные таким образом отдельные волокнисть е плиты при помощи приспособления 16 раскладываются поочередно на ярусы многоярусной роликовой сушильной камеры 17. Высушенные плиты концевым приспособлением 16 передаются на конвейер 18, где проходят контроль и упаковку. Предложенная поточная линия имеет ряд преимуществ в сравнении с известньп- и Очистка гидромассы от неволокнистых в слючений позволяет улучшить теплофизические свойства плит. Удаление неволокнистых включений снижает объемную массу и теплопроводность изделий. Кроме того, предстасляется возможным использовать более дешевые базальтовые строительные волокна с содержанием неволокнистых включений более 10%5 а также тонкие минеральные волокна. Помимо улучшения качества изделий очистка гидромассы от неволокнистых включений позволяет повысить надежность работы оборудования, устраняя засорение трубопроводов неволокнистыми включениями. Предлагаемая поточная линия не требует специальных механизмов для согласования скоростей формующего, прессующего и сушильного устройств, так как операции формования и подпрессовки осуществляются одним агрегатом, а резка плит ведется до сушильной камеры, что позволяет использовать для сушки плит многоярусные камеры и дает возможность при одной и той же длине суш5-шьного устройства величить производительность поточной инии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления волокнистых теплоизоляционных плит | 1984 |
|
SU1333581A2 |
| Поточная линия для изготовления волокнистых плит из волокнистой суспензии | 1989 |
|
SU1761480A1 |
| ТЕПЛОИЗОЛЯЦИОННАЯ МАССА | 1992 |
|
RU2057095C1 |
| Поточная линия для изготовления перлитоволокнистых изделий | 1988 |
|
SU1518127A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ | 1996 |
|
RU2129067C1 |
| СПОСОБ ФОРМИРОВАНИЯ ХОЛСТА ИЗ МИНЕРАЛЬНОГО СУПЕРТОНКОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2116270C1 |
| Поточная линия для изготовления минераловатных изделий | 1975 |
|
SU591318A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2155728C2 |
| Поточная линия для изготовления жестких минераловатных плит "изотроп | 1978 |
|
SU753837A1 |
| Способ изготовления цветных волокнистых модифицированных плит | 1986 |
|
SU1686051A1 |
ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ПЖТ преимущественно на глинистом связующем, содержащая устройства для приготовления глинисто-волокнистой гидромассы, формования и прессования .ковра, конвейерную сушильную камеру и резательное устройство, отличающаяся тем, что, с целью расширения технологических возможное-тей, повышения производительности линии и качества плит, она снабжена установленным после устройства для приготовления глинисто-волокнистой гидромассы устройством для двухстадийной очистки гидромассы от неволокнистых включений, устройства для формования и прессования ковра выполнены в виде единого агрегата со сходящимися вакуум-формовочными транспортерами, конвейерная сушильная камера выполнена многоярусной с при- слрсоблениями для раскладки плит по ярусам, а резательное устройство установлено перед сушильной камерой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Харитон Я.Г | |||
| и др | |||
| Глинистоволокнистый теплоизоляционный картонг Строительные материалы и конструкции, 1979, № 4, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке № 3231662/29-33, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
