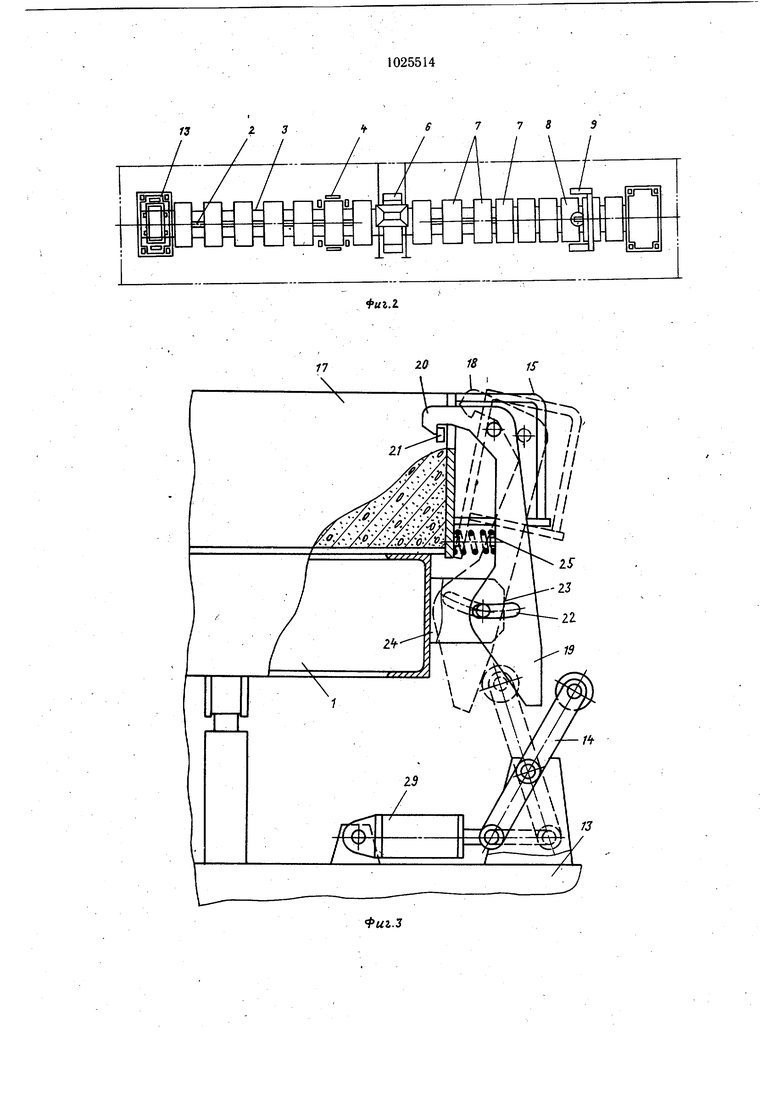
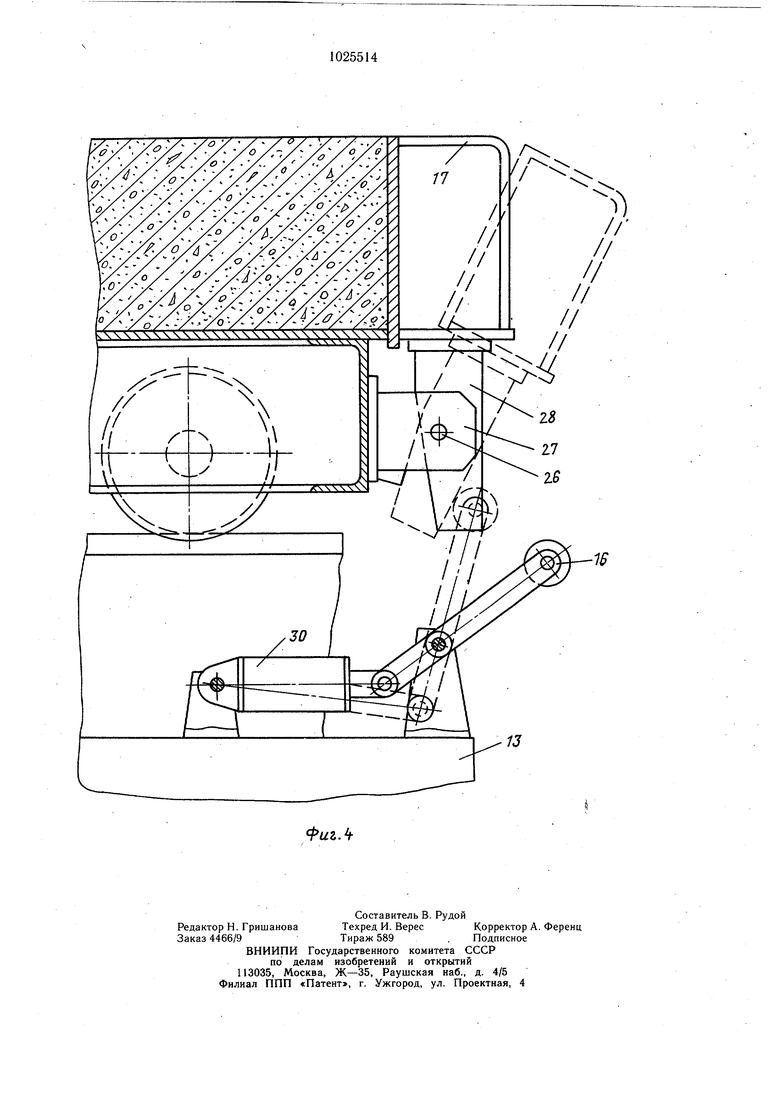
J,. .1.. ,1. ,„ „1. .1. . I „I „I 1„ .1 .Изобретение относится к строительству и может быть использовано при производстве сборных железобетонных изделий на заводах и полигонах. Известна двухъярусная конвеерная линия для изготовления железобетонных изделий . в формах-вагонетках, включающая посты подготовительнь1х операций с механизмом закрывания форм-вагонеток, посты с устройствами для укладки и уплотнения бетонной смеси, посты выдержки и отделки, камеру термообработки, пост распалубки и подъемник-снижатель 1. Однако известная линия характеризуется недостаточно высокой производительностью вследствие отсутствия устройств для открывания бортов форм-вагонеток. Цель изобретения - повышение производительности линии и снижение трудозатрат. Поставленная цель достигается тем, что двухъярусная конвеерная линия для изготовления железобетонных изделий в формахвагонетках, включающая посты подготовительных операций с механизмом закрывания бортов форм-вагонеток, посты с устройствами для укладки уплотнения бетонной смеси и отделки поверхности, камеру термообработки изделий, подъемник и снижатель с платформами и рельсовый путь, снабжена механизмом открывания бортов форм-вагонеток, который выполнен из приводных элементов с гидроцилиндрами и двуплечих рычагов с зацепами, пазами и пружинами, причем рычаги расположены на формах-ва. гонехках, а приводные элементы с гидроцилиндрами - на платформе подъемника. На фиг. 1 изображена конвеерная линия, продольный разрез; на фиг. 2 - то же, вид в плане; на фиг. 3 - форма-вагонетка на платформе подъемника с механизмом открывания торцового борта; на фиг. 4 - формавагонетка с механизмом открывания продольного борта. Двухъярусная конвеерная линия содержит на верхнем ярусе формы-вагонетки 1, механизм 2 горизонтального перемещения форм-вагонеток 1 вдоль технологических постов по рельсовым путям 3, пост с механизмом 4 закрывания .бортов форм, пост с устройством 5 укладки и устройством 6 уплотнения бетонной смеси, посты 7 выдержки и посты 8 отделки бетонной поверхности с механизмами 9. На нижнем ярусе расположена камера 10 термообработки изделий. По торцам линии установлены подъемник И и снижатель 12. На платформе 13 подъемника И расположены приводные элементы 14 открывания торцового борта 15 и приводные элементы 16 открывания продольного борта 17. На оси 18 торцового борта 15 шарнирно закреплен двуплечий рычаг 19 с зацепом 20, служащим для автоматического соединения бортов через бобыщку 21, находящуюся ria продольном борту. Двуплечий рычаг 19 выполнен с пазом 22, предназначенным для его перемещения относительно оси 23 щарнира 24. Для удерживания зацепа 20 между бортом 15 и двуплечим рычагом 19 установлена пружина 25. Продольный борт 17 установлен на оси 26 щарнира 27 посредством рычага 28. Для открывания торцового борта 15 применен гидроцилиндр 29, а для открывания продольного борта 17 - гидроцилиндр 30. При необходимости вместо гидроцилиндров могут быть применены пневмоцилиндры или любые другие силовые устройства в том числе и механические. Работа линии осуществляется следующим образом. При перемещении по верхнему ярусу форм-вагонеток 1 осуществляется чистка, ч;мазка, установка армокаркасов, закрывание бортов механизмом 4, укладка бетонной смеси, ее уплотнение и отделка поверхности. Затем форма поступает на снижатель 12, который переводит ее на нижний йрус и перемещает в камеру 10 термообработки. При этом форма-вагонетка на другом торце камеры 10 закатывается подъемником 11 на платформу 13. Подъемник 11 поднимает форму с готовым изделием на верхний ярус. Од-, новременно с вертикальным подъемом платформы 13 включаются, например гидроцилиндррм 29, приводные элементы 14 механизма открывания торцового борта 15 и нажимают на двуплечий рычаг 19. Двуплечий рычаг 19, перемещаясь своим пазом 22 по оси 23 шарнира 24 формы-вагонетки 1, поворачивается на оси 18 торцового борта 15 и зацеп 20 выходит из зацепления с бобыщкой 21 продольного борта 17. При дальнейщем нажатии двуплечий рычаг 19, поворачиваясь уже относительно оси 23, открывает торцовый борт. После открывания торцовых бортов включаются, например гидроцилиндром 30, приводные элементы 16 механизма открывания продольного борта, которые нажимают на рычаг 28. Рычаг 28, вращаясь на оси 26 щарнира 27, производит открывание продольного борта. Поднятая на верхний ярус форма-вагонетка с открытыми бортами сталкивается толкателем подъемника 11 на пост Ъъема готового изделия и технологический процесс повторяется. Применение механизма открывания бортов-форм и совмещение операций подъема формы и открывания ее бортов позволили сократить технологический цикл и на 5-7% повысить производительность линии.
2 3
///
67755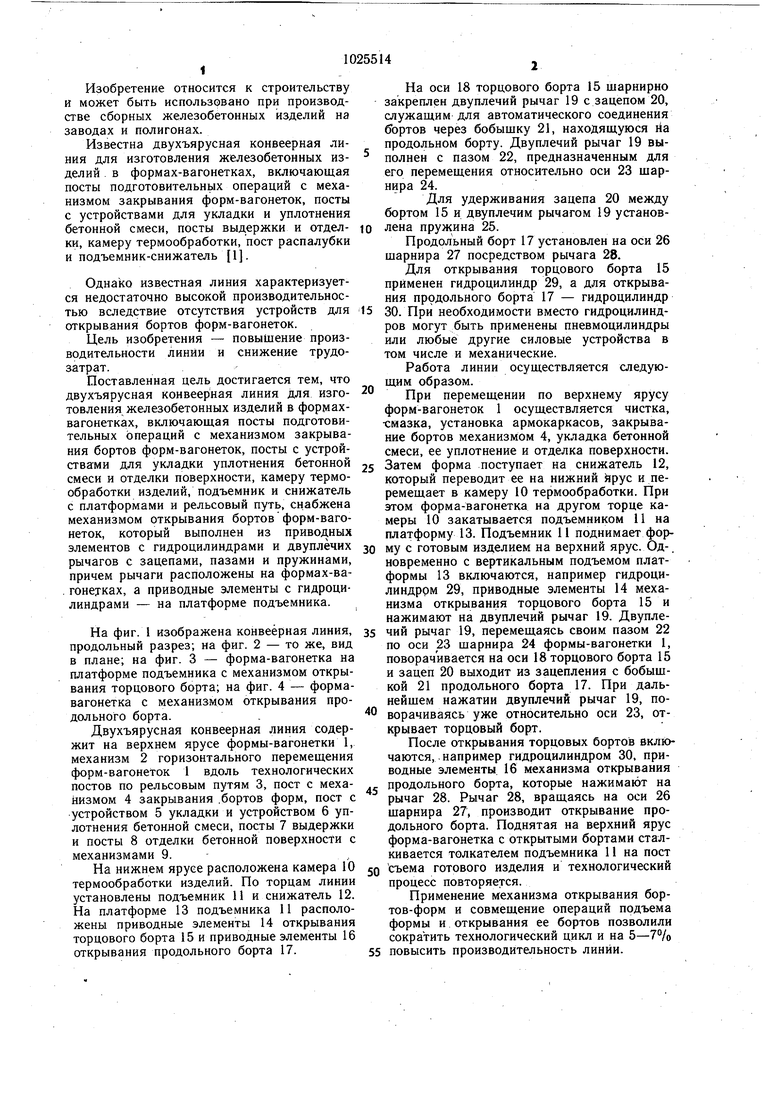
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухъярусная конвейерная линия для изготовления железобетонных изделий | 1978 |
|
SU1278220A1 |
| Двухъярусная конвейерная линия для изготовления строительных изделий | 1978 |
|
SU992188A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| Конвейерная линия для изготовления изделий из бетона | 1984 |
|
SU1174266A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Двухъярусный стан для изготовления плоских железобетонных изделий | 1964 |
|
SU235587A1 |
ДВУХЪЯРУСНАЯ КОНВЕЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ В ФОРМАХВАГОНЕТКАХ, включающая посты подготовительных операций с механизмом закрывания бортов форм-вагонеток, посты с устройствами для укладки уплотнения бетонной смеси и отделки поверхности, камеру термообработки изделий, подъемник и снижатель с платформами и рельсовый путь; отличающаяся тем, что, с целью повышения производительности и снижения трудозатрат, она снабжена механизмом открывания бортов форм-вагонеток, который выполнен из приводных элементов с гидроцилиндрами и двуплечих рычагов с зацепами, пазами и пружинами, причем рычаги расположены на формах-вагонетках, а приводные элементы с гидроцилиндрами - на платформе подъемника.
.ч ччхчч ч ччч ч
игЛ / IL // // //
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
