CS
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная установка для изготовления длинномерных железобетонных изделий | 1981 |
|
SU1000275A1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| ПОТОЧНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ РЕБРИСТЫХИЗДЕЛИЙ | 1968 |
|
SU220109A1 |
| Двухъярусная конвейерная линия для изготовления железобетонных изделий | 1986 |
|
SU1440731A1 |
| Двухъярусная конвентерная линия для изготовления железобетонных изделий | 1981 |
|
SU977173A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1961 |
|
SU147494A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
Изобретение относится к строительной индустрии. Целью изобретения является повышение производительности. Конвейерная линия для изготовления железобетонных изделий содержит центральную ветвь 1 возврата и подготовки формы 2, которая расположена между параллельными ветвями 3 и 4 формования, термовлажностной обработки и распалубки и объединяет их. На центральной ветви расположены мосты чистки и смазки 5, раскрытие торцовых бортов 6, укладки арматуры 7 и 8, гидронатяжение арматурных стержней 9. В начале каждой из ветвей 3 и 4 расположены виброплощадка 10, пост 11 контроля изделий, пост 12 укладки форм в вертикальные пакеты 13, тоннельная камера термовлажностной обработки 14, пост 15 разборки вертикальных пакетов 13, посты 16 и 17 распалубки обрезки арматурных стержней. По концам ветвей расположены передаточные устройства 19. 4 ил.
Изобретение относится к строительной индустрии, к технологическому оборудованию для изготовления сборного железобетона.
Цель изобретения - повышение производительности.
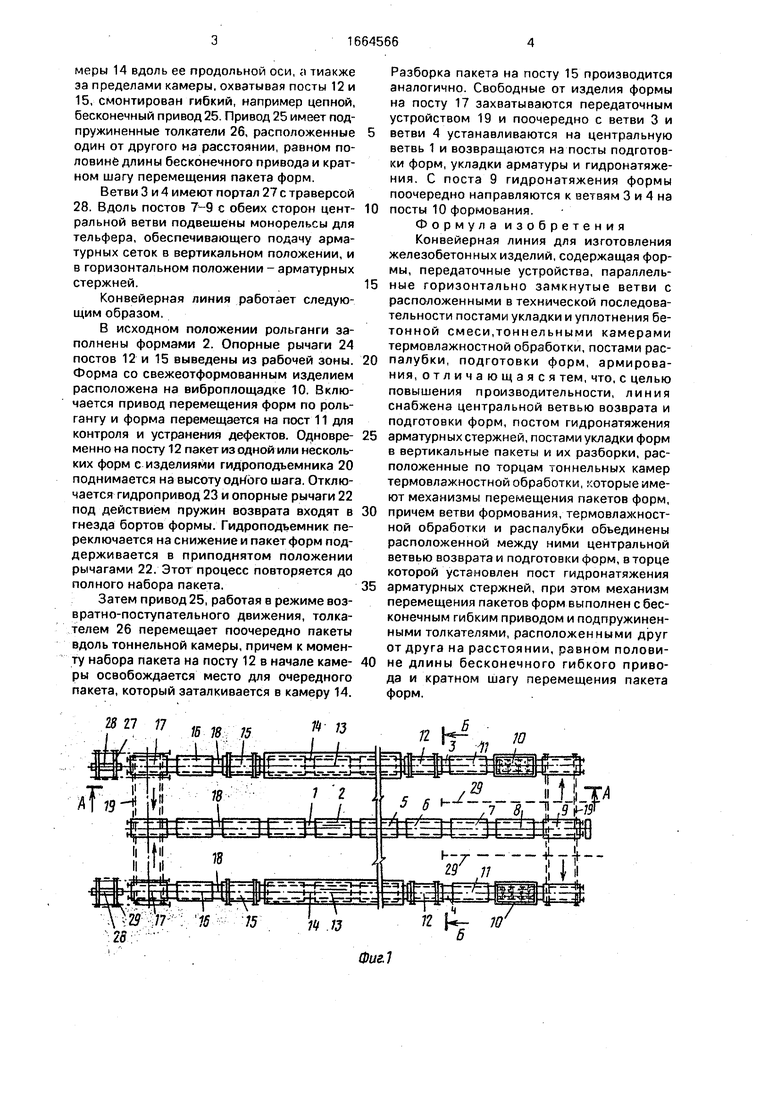
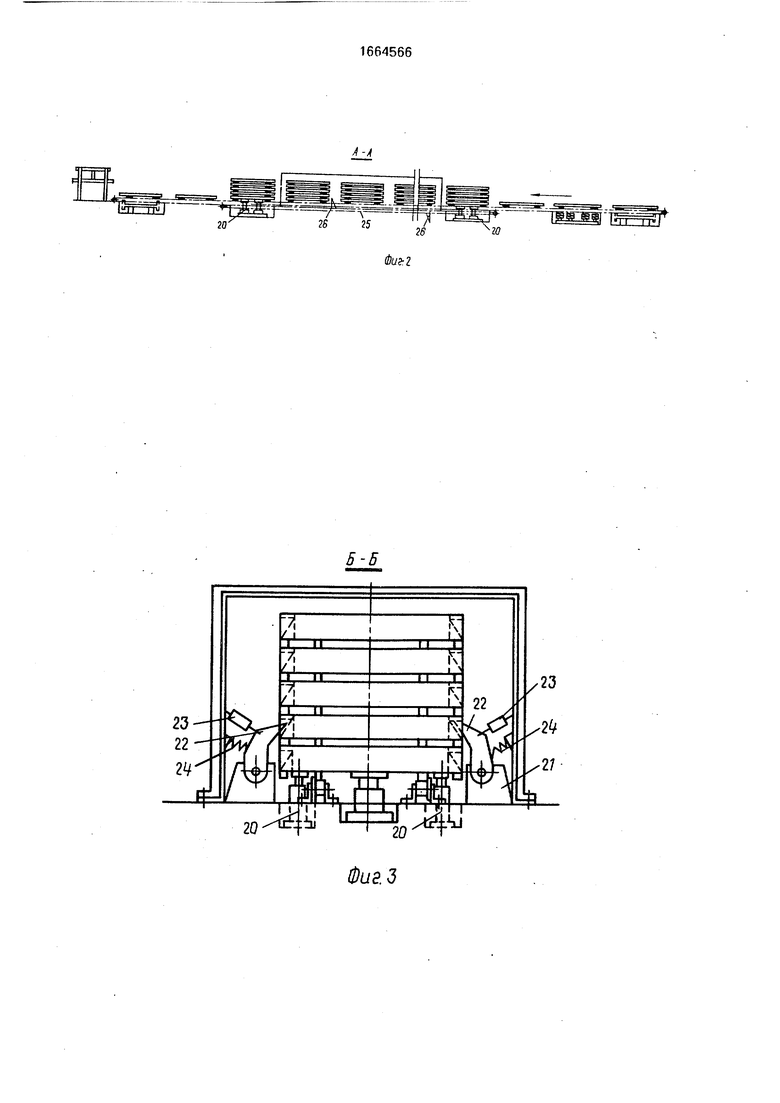
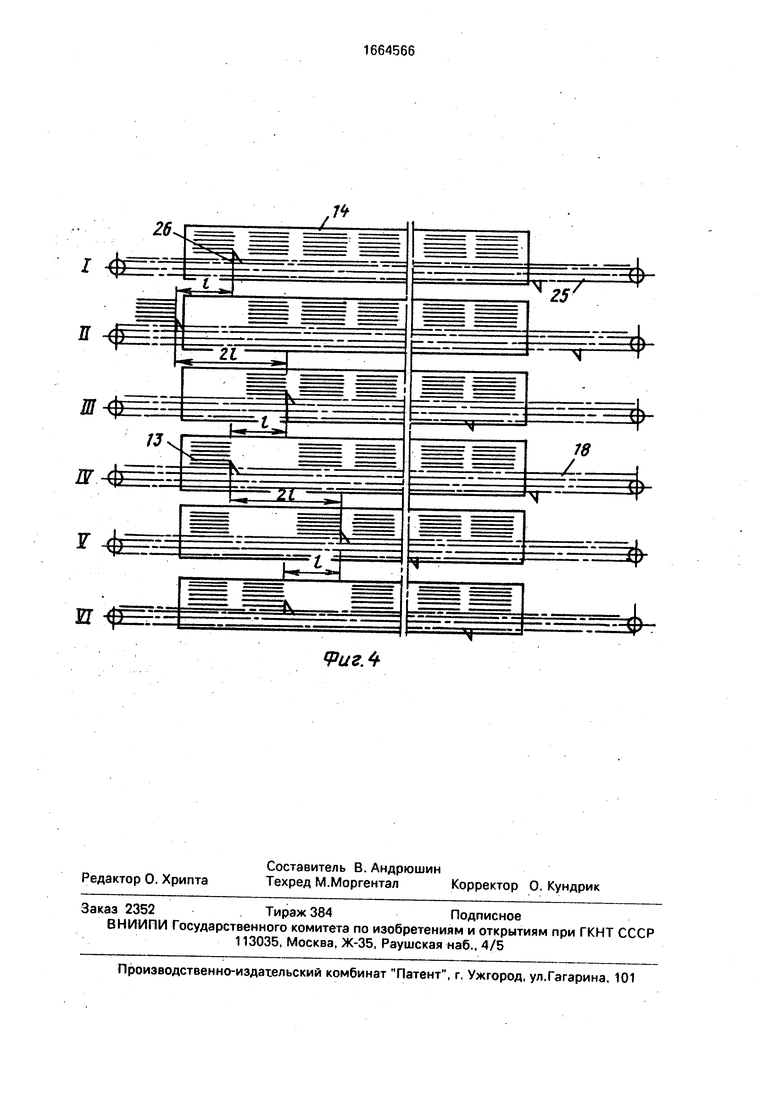
На фиг. 1 представлена конвейерная линия, вид сверху;на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - схема перемещения пакетов форм в термокамерах.
Конвейерная линия для изготовления железобетонных изделий содержит центральную ветвь 1 возврата и подготовки форм 2, которая расположена между параллельными ветвями 3 и 4 формования, термовлажностной обработки и распалубки и объединяет их.
На центральной ветви расположены последовательно пост 5 чистки и смазки форм, пост 6 закрытия торцовых бортов, посты 7 и
8 укладки арматуры, пост 9 гидронатяжения арматурных стержней.
В начале каждой из ветвей 3 и 4 расположены виброплощадка 10, пост 11 контроля изделий, пост 12 укладки форм в вертикальные пакеты 13, тоннельная камера 14 термофлажностной обработки, пост 15 разборки вертикальных пакетов 13, посты 16 и 17 распалубки и оберзки арматурных стержней. В основании линии смонтированы рольганги 18, а по концам ветвей расположены передаточные устройства 19 в виде подъемных рольгангов.
Каждый из постов 12 и 15 имеет размещенный симметрично оси конвейерной линии гидроподъемник 20, боковые стойки 21 с опорными рычагами 22, снабженными гид-. роприводом 23 и пружиной возврата 24. Опорные рычаги 22 выполняют роль временных опор, фиксирующих в приподнятом положении накапливаемый пакет форм. Внутри каOs Оч
4 СЛ Os О
меры 14 вдоль ее продольной оси, а тиакже за пределами камеры, охватывая посты 12 и 15, смонтирован гибкий, например цепной, бесконечный привод 25 Привод 25 имеет подпружиненные толкатели 26, расположенные один от другого на расстоянии, равном половине длины бесконечного привода и кратном шагу перемещения пакета форм.
Ветви 3 и 4 имеют портал 27 с траверсой 28. Вдоль постов 7-9 с обеих сторон цент- ральной ветви подвешены монорельсы для тельфера, обеспечивающего подачу арматурных сеток в вертикальном положении, и в горизонтальном положении - арматурных стержней.
Конвейерная линия работает следующим образом,
В исходном положении рольганги заполнены формами 2. Опорные рычаги 24 постов 12 и 15 выведены из рабочей зоны. Форма со свежеотформованным изделием расположена на виброплощадке 10. Включается привод перемещения форм по рольгангу и форма перемещается на пост 11 для контроля и устранения дефектов. Одновре- менно на посту 12 пакет из одной или нескольких форм с изделиями гидроподъемника 20 поднимается на высоту одного шага. Отключается гидропривод 23 и опорные рычаги 22 под действием пружин возврата входят в гнезда бортов формы. Гидроподъемник переключается на снижение и пакет форм поддерживается в приподнятом положении рычагами 22. Этот процесс повторяется до полного набора пакета.
Затем привод 25, работая в режиме возвратно-поступательного движения, толкателем 26 перемещает поочередно пакеты вдоль тоннельной камеры, причем к моменту набора пакета на посту 12 в начале каме- ры освобождается место для очередного пакета, который заталкивается в камеру 14.
Разборка пакета на посту 15 производится аналогично. Свободные от изделия формы на посту 17 захватываются передаточным устройством 19 и поочередно с ветви 3 и ветви 4 устанавливаются на центральную ветвь 1 и возвращаются на посты подготовки форм, укладки арматуры и гидронатяжения. С поста 9 гидронатяжения формы поочередно направляются к ветвям 3 и 4 на посты 10 формования.
Формула изобретения Конвейерная линия для изготовления железобетонных изделий, содержащая формы, передаточные устройства, параллельные горизонтально замкнутые ветви с расположенными в технической последовательности постами укладки и уплотнения бетонной смеси,тоннельными камерами термовлажностной обработки, постами распалубки, подготовки форм, армирования, отличающаяся тем, что, с целью повышения производительности, линия снабжена центральной ветвью возврата и подготовки форм, постом гидронатяжения арматурных стержней, постами укладки форм в вертикальные пакеты и их разборки, расположенные по торцам тоннельных камер термовлажностной обработки, которые имеют механизмы перемещения пакетов форм, причем ветви формования, термовлажностной обработки и распалубки объединены расположенной между ними центральной ветвью возврата и подготовки форм, в торце которой установлен пост гидронатяжения арматурных стержней, при этом механизм перемещения пакетов форм выполнен с бесконечным гибким приводом и подпружиненными толкателями, расположенными друг от друга на расстоянии, равном половине длины бесконечного гибкого привода и кратном шагу перемещения пакета форм.
1ТГГШлг )
,7
п ю
Б
Фие.З
h Я -$ЕШ1
ЕГ
ФигА
| Технологическая линия для изготовления железобетонных изделий | 1983 |
|
SU1164048A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
