Изобретение относится к листопрокатному производству и может быть использовано, .наприер, при производстве полос на широкополосных станах горячей прокатки (ШСГП), преимущественно в черновой группе.
Цель изобретения - улучшение качества прокатываемых полос, путем снижения количества кромочных дефектов.
Предлагаемый способ реализуется на известных ШСГП при переходе на новый сортамент либо при реконструкции с заменой оборудования и изменении режимов деформации, а также на новых станах при выборе необходимого парка валков и частоты перевалок вертикальных валков черновой группы. Примерами реализации служат эксперименты, проведенные на ШСГП КарМК. Вертикальные валки черновой группы заменяли в соответствии с предлагаемой зависимостью, а затем сравнивали качество готовых полос при существующем порядке замены валкое и при экспериментальном.
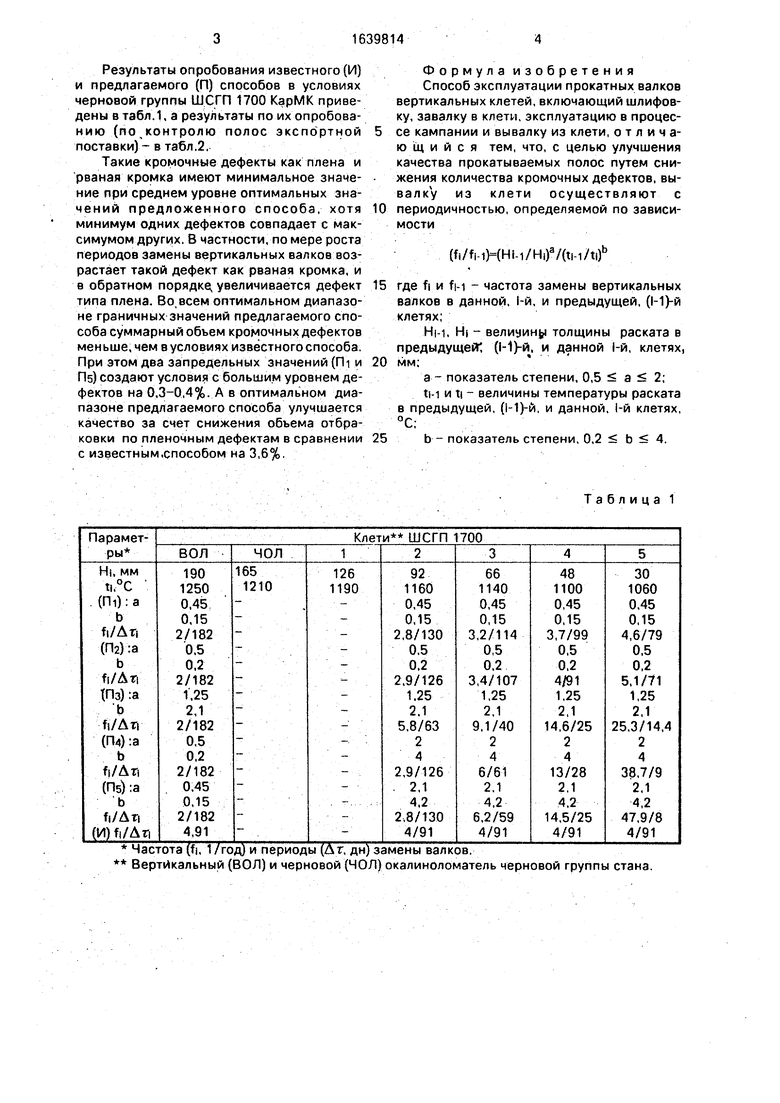
Качество оценивалось по наличию кромочных дефектов. Расчет частоты замены валков производим по зависимости fi f,-i(HM/Hi)a(tH/ti)b, Пример. Средний уровень значений толщин сляба и раската мм и мм, а толщины раскатов и температуры по клетям черновой группы (ШСГП клети ЧОЛ и Ms 1 - без вертикальных валков) Клети: ВОЛ ЧОЛ 12345 HI,MM: 190 165 126 92 66 48 30 ti,°C 1250 121011901160 1140 1100 1060 При условии, что ,25, ,1 и (1 /год) частота замены вертикальных валков следующая:
В клети N 2 (1/год) f2 2(190/92)Ч5 (1250/1160),8(63дн.)
В клети № 3 f3 5.8 (93/66)12 (1160/1140),1 (40 дн.).
В клети N: 4 f« 9,1 (66/48)125- (1140/1100)2 ЧЗ (25 дн.). (48/30)125- (1100/1060),3 (14.4 дн.).
Ё
Os
W Ч) 00
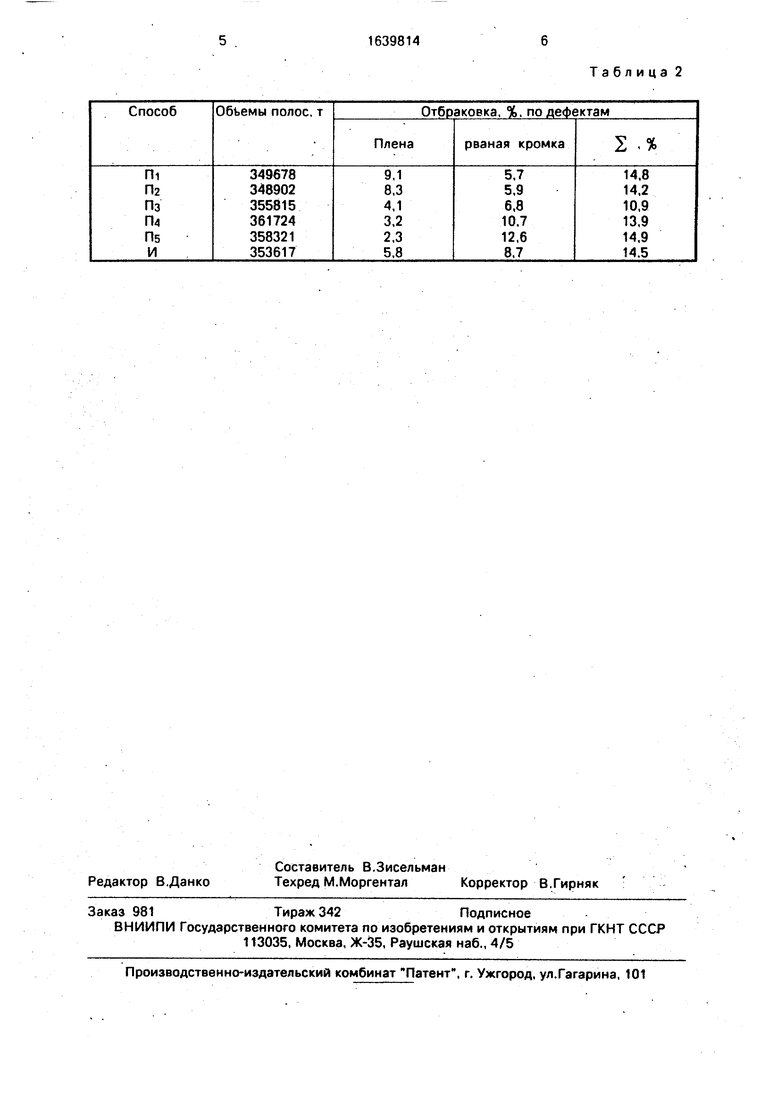
Результаты опробования известного (И) и предлагаемого (П) способов в условиях черновой группы ШСГП 1700 КарМК приведены в табл.1, а результаты по их опробованию (по контролю полос экспортной поставки) - в табл.2.
Такие кромочные дефекты как плена и рваная кромка имеют минимальное значение при среднем уровне оптимальных значений предложенного способа, хотя минимум одних дефектов совпадает с максимумом других. В частности, по мере роста периодов замены вертикальных валков возрастает такой дефект как рваная кромка, и в обратном порядке, увеличивается дефект типа плена. Во,всем оптимальном диапазоне граничных значений предлагаемого способа суммарный объем кромочных дефектов меньше, чем в условиях известного способа. При этом два запредельных значений (ГН и Пб) создают условия с большим уровнем дефектов на 0,3-0,4%. А в оптимальном диапазоне предлагаемого способа улучшается качество за счет снижения объема отбраковки по пленочным дефектам в сравнении с известным.способом на 3,6%.
Формула изобретения Способ эксплуатации прокатных валков вертикальных клетей, включающий шлифовку, завалку в клети, эксплуатацию в процессе кампании и вывалку из клети, отличающийся тем, что, с целью улучшения качества прокатываемых полос путем снижения количества кромочных дефектов, вы- валк у из клети осуществляют с
периодичностью, определяемой по зависимости
(fi/fi-iHHi-i/Hi)a/(tH/ti)b
где fi и fi-i - частота замены вертикальных валков в данной, 1-й, и предыдущей, (1-1)-й клетях;
Ни. HI - величины толщины раската в предыдущей; (М)-й, и данной 1-й, клетях, мм;
а - показатель степени, 0,5 а 2; ti-i и ti - величины температуры раската в предыдущей, (1-1)-й, и данной, 1-й клетях, °С; b - показатель степени, 0,2 b 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный валок прокатной клети широкополосного стана | 1987 |
|
SU1482743A1 |
| Способ горячей прокатки полос на широкополосном стане | 1988 |
|
SU1664430A1 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574300A1 |
| Комплект вертикальных валков эджерных клетей широкополосного стана горячей прокатки | 1987 |
|
SU1599139A1 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574298A1 |
| Способ горячей прокатки на широкополосном стане | 1987 |
|
SU1507464A1 |
| Способ горячей прокатки полос на широкополосном стане | 1987 |
|
SU1588448A1 |
| Способ горячей прокатки на широкополосном стане | 1989 |
|
SU1713695A1 |
| Комплект валков | 1990 |
|
SU1777567A3 |
| Способ горячей прокатки на широкополосном стане | 1988 |
|
SU1526857A1 |
Изобретение относится к листопрокатному производству и может быть использовано на широкополосных станах горячей прокатки. Цель изобретения - улучшение качества прокатываемых полос путем снижения количества кромочных дефектов. При эксплуатации прокатных валков, вертикальных клетей, включающей их периодическую замену по мере износа рабочей поверхности бочки в каждой клети, замену осуществ- ляют тем чаще, чем меньше толщина раската, его температура. 2 табл.
Частота (fj, 1 /год) и периоды (Дт, дн) замены валков. Вертикальный (ВОЛ) и черновой (ЧОЛ) окалиноломатель черновой группы стана.
Таблица 1
Таблица 2
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
| Двигатель внутреннего горения с цилиндрами, расположенными параллельно оси вала | 1924 |
|
SU2500A1 |
| Магнитогорский металлургический комбинат | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
