Изобретение относится к оснастке для обработки металлов давлением, в частности к штампам для обработки штучных заготовок.
Цель изобретения - повышение качества получаемых изделий и повышение производительности штампа.
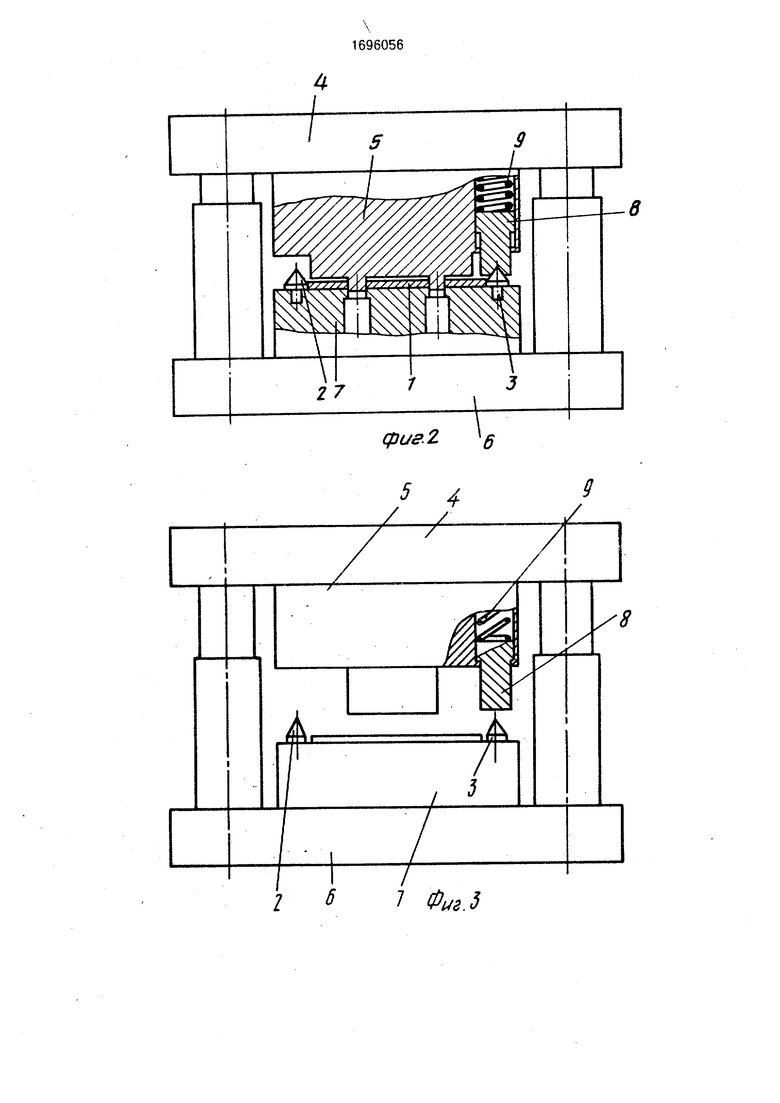
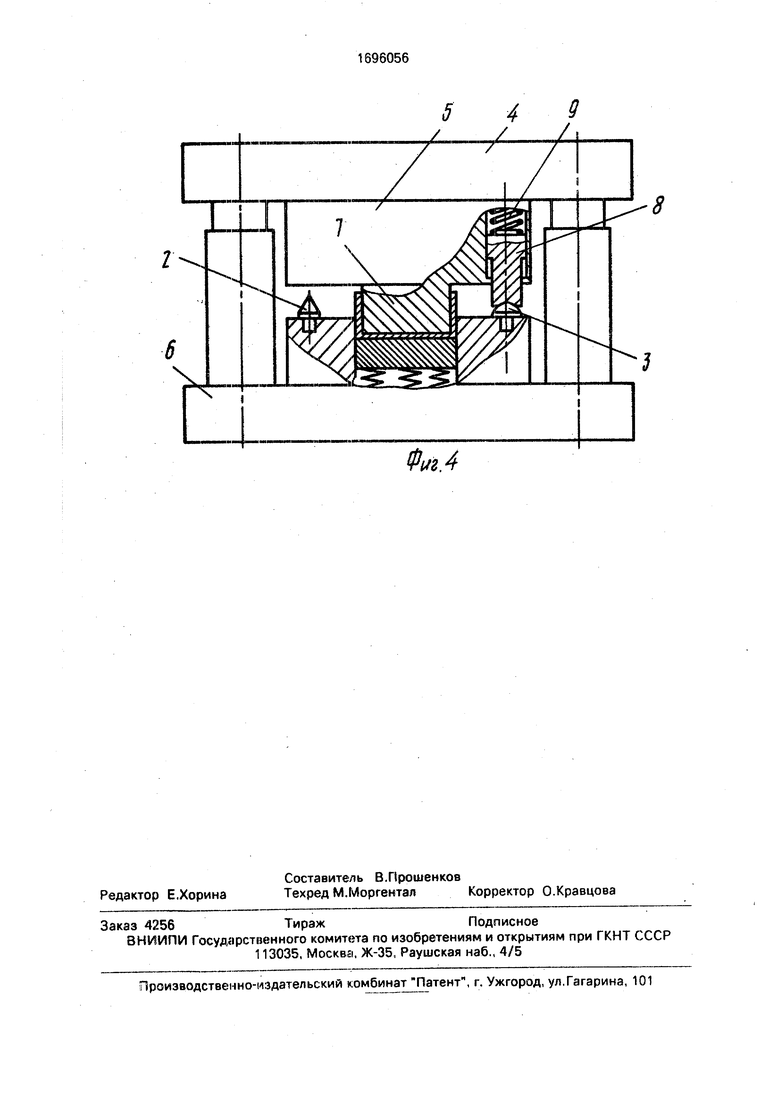
На фиг. 1 представлен штамп после укладки заготовки, общий вид; на фиг. 2 - то же, в момент штамповки (пробивки отверстий); на фиг. 3 - пример конкретного выполнения гибочного штампа в исходном положении; на фиг. 4 - то же, в процессе гибки.
Штамп для обработки штучных заготовок 1 содержит фиксаторы 2, 3, пуансоно- держатель4, на котором закреплен пуансон 5, нижнюю плиту 6 с матрицей 7. Штамп снабжен толкателями 8, подпружиненными пружинами 9. Они установлены в пуансоно- держателе 4. Фиксаторы 3 выполнены из эластичного материала, например полиуретана, и закреплены с возможностью взаимодействия с упомянутыми толкателями 8. По меньшей мере один из фиксаторов 3 расположен симметрично жесткому фиксатору 2 относительно вертикальной оси, проходящей через центр матрицы.
Штамп работает следующим образом.
О
о о о ел о
В исходном положении матрица 7 и пуансон 5 разомкнуты. Заготовку 1 устанавливают на матрицу 7 между фиксаторами 2, 3 с небольшим зазором по ее наружному контуру. Затем производится штамповочная операция. Пуансонодержатель 4 с пуансоном 5 движется вниз по направлению к матрице 7 и воздействует подпружиненным толкателем 8 на фиксатор 3 из эластичного материала, который, деформируясь (деформация определяется жесткостью пружины 9), поджимает заготовку 1 к фиксаторам 2, обеспечивая строгое ее фиксирование.
После проведения штамповочной операции пуансонодержатель 4 движется вверх, подпружиненный толкатель 8 выходит из взаимодействия с фиксатором 3, который под воздействием сил упругости материала приобретает форму, близкую к первоначальной. Заготовка 1 освобождается от жесткой фиксации и после окончания рабочего цикла может быть свободно извлечена из матрицы 7, например, роботом.
Таким образом обеспечиваются легкая установка заготовки в штамп перед обработкой, ее точная и жесткая фиксация во время обработки, а также быстрое и легкое удаление после обработки. Это позволяет повысить качество получаемых изделий, исключив их деформацию жесткими фиксаторами при установке и снятии со штампа, а также повысить производительность штампа, значительно облегчив установку загото- вок и сьем готовых деталей.
Формула изобретения
1.Штамп для обработки штучных заготовок, содержащий связанные направляющимиверхнюючастьс
пуансонодержателем и пуансоном и нижнюю часть с матрицей и по меньшей мере с одним жестким фиксатором, отличающийся тем, что, с целью повышения качества получаемых изделий и производительности, штамп снабжен по меньшей мере одним размещенным на матрице фиксатором из эластичного материала и по меньшей мере одним размещенным в верхней части штампа подпружиненным в вертикальном
направлении толкателем, причем подпружиненный толкатель расположен соосно с фиксатором из эластичного материала.
2.Штамп по п.1,отличающийся тем, что по меньшей мере один фиксатор из
эластичного материала расположен симметрично жесткому фиксатору относительно вертикальной оси, проходящей через центр матрицы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| Штамп для гибки штучных заготовок | 1982 |
|
SU1060273A2 |
| Штамп для гибки штучных заготовок | 1978 |
|
SU722636A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп для обработки цилиндрических заготовок | 1978 |
|
SU721174A1 |
| Штамп последовательного действия для разделительных операций | 1973 |
|
SU486833A1 |
| Штамп для обжима тонкостенных заготовок | 1978 |
|
SU730416A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ДЕТАЛЯХ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2165324C2 |
| Штамп для пробивки отверстия в штучных заготовках | 1979 |
|
SU871909A1 |
Изобретение относится к оснастке для обработки металлов давлением, в частности к штампам для обработки штучных заготовок. Целью изобретения является повышение качества получаемых изделий и повышение производительности штампа. В исходном положении матрица 7 и пуансон 5 разомкнуты. Заготовку 1 устанавливают на матрицу 7 между фиксаторами 2 и 3 с небольшим зазором по ее наружному контуру. Затем производится штамповочная операция. Пуансонодержатель 4 с пуансоном 5 движется вниз по направлению к матрице 7 и воздействует подпружиненным толкателем 8 на фиксатор 3 из эластичного материала, который, деформируясь (деформация определяется жесткостью пружины 9), поджимает заготовку 1 к фиксаторам 2, обеспечивая строгое ее фиксирование. После проведения штамповочной операции пуан- сонодержатель 4 движется вверх, подпружиненный толкатель 8 выходит из взаимодействия с фиксатором 3, который под воздействием сил упругости материала приобретает форму, близкую к первоначальной. Заготовка 1 освобождается от жесткой фиксации и после окончания рабочего цикла может быть свободно извлечена из матрицы 7, например, роботом. 1 з.п.ф-лы, 4 ил.
I &1 Фм.З
фие.2 }$
Фиг А
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| Л.: Машиностроение, 1979, с.397, табл.188, первый рис | |||
| сверху. |
