Изобретение относится к технологическому оборудованию и может быть использовано в гибких производственных системах.
Целью изобретения является расширение технологических возможностей за счет изменения трассы дижения припособле- ний-спутников при осуществлении многономенклатурной сборки.
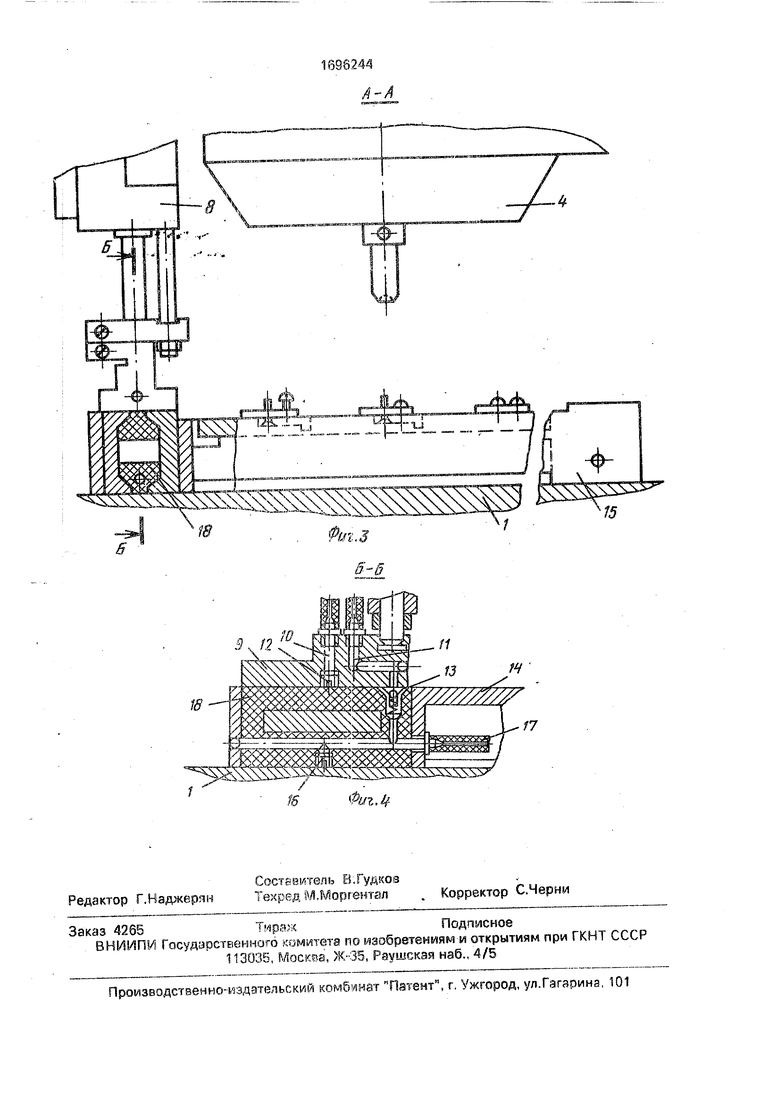
На фиг.1 изображен сборочный центр, общий вид.; на фиг.2 - то же, вид сверху; на фиг.З - сечение А - А на фиг.2; на фиг.4 - сечение Б - Б на фиг.З.
Сборочный комплекс содержит стол 1, питатели 2, робот 3, силовые исполнительные механизмы в виде пресса 4 и винтоверта 5, контрольное устройство 6 в виде телекамеры. Робот 3 имеет перемещающуюя в горизонтальной плоскости каретку 7, на которой установлены головки 8 вертикального хода с захватами.
К штоку одной из головок вертикального хода прикреплена стыковочная планка 9, имеющая воздушные каналы 10 и 11, подхо- дящие к отключающему жиклеру 12 и обратному клапану 13 приспособления- спутника 14.
Приспособление-спутники 14 снабжены антифрикионнцыми опорами 15, выполненными аэростатическими. Обратный клапан 13 сообщается через воздушный канал с жиклером 16. а через трубопровод 17
Оч
Ч)
Os Ю
4 N
с остальными опорами приспособления- спутника 14.
Фиксирующий элемент приспособления-спутника 14 содержит магнитную систему с двухсторонним магнитопроводом 18,
Сборочный комплекс работает следующим образом.
При подаче сжатого воздуха в канал 11 стыковочной планки 9 срабатывает обратный клапан 13 и воздух, поступая по трубопроводу 17, истекает из жиклеров 16 опор приспособления-спутника, чем обеспечивается расфиксация приспособления-спутника относительно стола 1.
Фиксация приспособления-спутника 14 с роботом при этом обеспечивается силой притяжения стыковочной планки 9 к магнитной системе 18.
Далее движением каретки 7 робота производится перемещение приспособления- спутника по столу 1 к питателям 2. Прекращение подачи сжатого воздуха в канал 11 приводит к фиксации приспособления-спутника 14 силой притяжения магнитной системы 18 к столу 1. Сжатый воздух подается в канал 10 и, истекая из жиклера 1, создает слой воздушной смазки между планкой 9 и верхней поверхностью опоры 15 приспособления-спутника. Движением каретки 7 робота а горизонтальной плоскости стыковочная планка 9 выводится из зоны машитопровода 18, после чего шток 8 головки вертикального хода поднимает ее в верхнее положение, а подача сжатого воздуха в канал 10 прекращается.
Каретка 7 робота позиционирует головки 8 вертикального хода над питателями 2. и захваты производят срабатывание собираемых деталей. Затем каретка 7 робота позиционирует головки 8 вертикального хода над приспособлением-спутником 14 и производится сопряжение собираемых де- талей.
После сопряжения всех собираемых деталей стыковочная планка 9 с помощью штока головки 8 вертикального хода робота перемещается в нижнее положение, в канал 10 подается сжатый воздух и движением каретки 7 робота в горизонтальной плоскости стыковочная планка 9 вводится а зону магнитопровода 18. Сжатый воздх подается в канал 11, а в канал 10 подача сжатогс аоздуха прекращается, при этом производится фиксация стыковочной планки 9 относительно приспособления-спутника 14, а между столом 1 и опорами 15 образуется слой воздушной смазки.
Каретка робота перемещает приспооб- ление-спутник в рабочую зону контрольного устройства б, где производится контроль
наличия и правильности сопряжения собираемых деталей. Далее каретка 7 робота перемещает приспособление-спутник под силовые исполнительные механизмы 4 или
5 и производит последовательное позиционирование собираемых деталей под сборочным инструментом. Происходит скрепление собираемых деталей, причем координаты точек воздействия сборочного
инструмента на собираемые детали определяются положением каретки 7 робота, а на время работы силовых исполнительных механизмов подача сжатого воздуха в канал 11 прекращается, что приводит к фиксации
приспособления-спутника 14 со столом 1.
По окончании сборки собираемых деталей каретка 7 робота перемещает приспособление-спутник 14 по столу 1 к питателям 2, подача сжатого воздуа в канал 11 прекращается, приспособление-спутник 14 фиксируется относительно стола 1, а подачей сжатого воздуха в канала 10 и движением каретки 7 робота стыковочная планка 9 выводится из зоны магнитопровода 18, после
чего шток головки 8 вертикального хода поднимает ее в верхнее положение и подача сжатого воздуха в канал 10 прекращается.
Каретка 7 позиционирует головки 8 вертикального хода над приспособлениемспутником 14, захваты производят схватывание изготовленных изделий. Затем каретка 7 позиционирует головки 8 вертикального хода над кассетным питателем 2 и производится укладка изготовленных изделий в ячейки кассеты.
Далее захваты головок 8 вертикального хода производят схватывание собираемых деталей из питателей 2, для чего они позиционируются кареткой 7 робота, и цикл сборочного комплекса повторяется.
Формула изобретения Сборочный комплекс, содержащий стол с приспособлениями-спутниками, загоузочные, силовые исполнительные и контрольные механизмы, а также помышленный робот, о т- личающмйся тем, что, с целью расширения технологических возможностей, каждое приспособление-спутник снабжено аэростатическими опорами, двухсторонним магнитным фиксирующим элементом и имеет возможность независимого перемещения по столу, а конечное звено промышленного робота снабжено ферромагнитной стыковочной планкой, на нижней плоскости которой выполнены аэростатические опоры, причем в приспособлениях-спутниках и стыковочной планке выполнены пневмомагист- рали с ответными стыковочными элементами.
t
(
ф

| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный комплекс | 1987 |
|
SU1764928A1 |
| Гибкая производственная система | 1989 |
|
SU1673397A1 |
| Сборочный робот | 1986 |
|
SU1355477A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Полуавтомат для сборки магнитной и контактной систем герметичного реле | 1983 |
|
SU1111214A1 |
| Сборочная ячейка гибкой сборочной спутниковой линии | 1984 |
|
SU1342694A1 |
| Сборочный автомат | 1982 |
|
SU1144827A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Устройство для сборки базовой детали с комплектующей | 1986 |
|
SU1411120A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |

Изобретение относится к технологическому оборудованию гибкого автоматизированного производства. Изобретение позволяет осуществлять многономенклатурную сборку при размещении базовых деталей на приспособлениях-спутниках. При опускании стыковочной планки 9, закрепляемой на конечом звене промышленнего робота,онафиксируетсяна приспособлении-спутнике 14с помощью магнитного фиксирующего элемента. Одновременно воздух по каналу 11 и трубопроводу 17 поступает к жиклерам 16 аэростатического подшипника, в результате чего приспособление-спутник 14 расфиксируется относит- льно стола 1 и перемещается промышленным роботом к загрузочным механизмам. Затем воздух подается в канал 10, а в канале 11 перекрывается, что приводит к фиксации приспособления-спутника 14 на столе 1 с помощью магнитного элемента и позволяет беспрепятственно поднять стыковочную планку 9. После выполнения сборочных операций стыковочная планка 9 вновь опускается, фиксируется на приспособлении-спутнике 14 и перемещает его к силовым исполнительным механизмам. 4 ил.
frfr2969l
3
15
| Сборка и монтаж.(машиностроения | |||
| /Под ред | |||
| B.C | |||
| Корсакова,т.1, М.: Машиностроение, 1983, с.346. |
