Фиг.2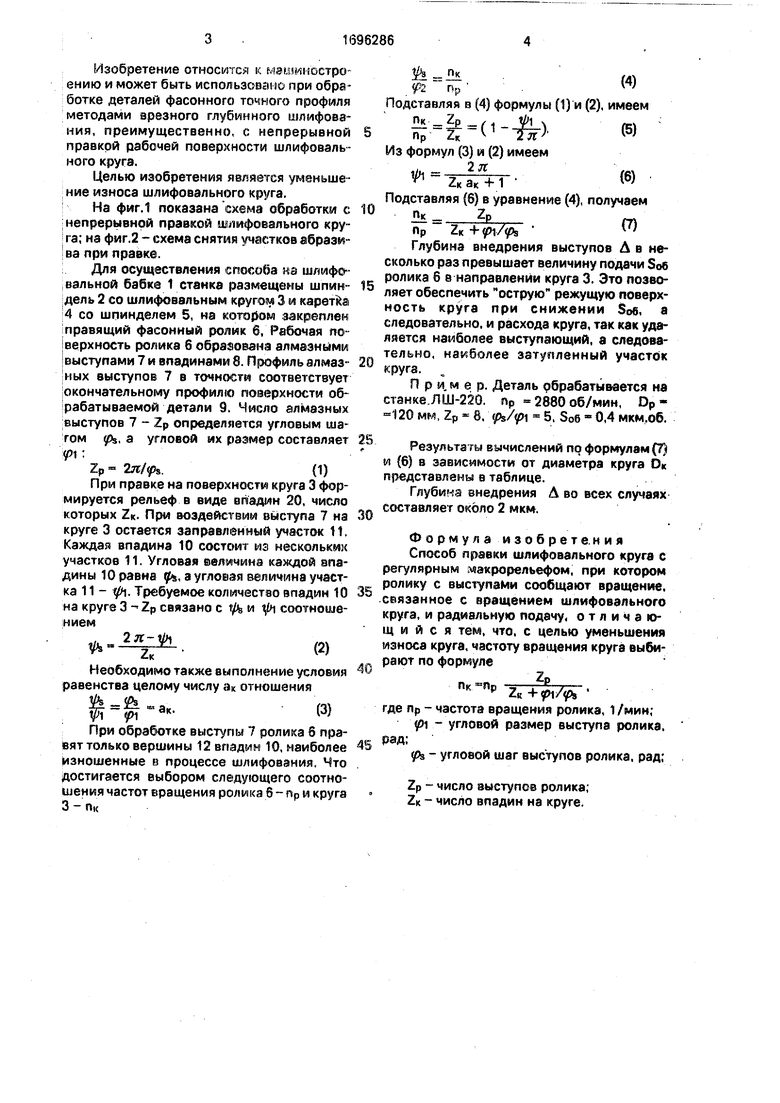
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2385214C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| Способ правки шлифовального круга | 1986 |
|
SU1399098A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| Устройство для правки круглых инструментов | 2018 |
|
RU2761847C1 |
Изобретение относится к машиностроению и может быть использовано при абразивной обработке с непрерывной правкой круга. Цель изобретения - уменьшение расхода материала шлифовального круга. При обработке детали 9 шлифовальный круг 3 непрерывно правится роликом 6 с алмазными выступами 7. Каждый выступ 7 формирует на круге 3 участок. Соседние участки образуют равномерно расположенные на поверхности круга 3 впадины 10. Таким образом каждая впадина 10 формируется за несколько касаний выступов 7 и имеет профиль, близкий к архимедовой спирали. В процессе обработки ролик 6 движется с радиальной подачей Е, а круг 3 автоматически опускается на величину износа Y. Для воздействия выступа ролика на наиболее выступающий участок впадины частоту вращения круга выбирают по формуле пк прх xZp:(2K + ). где Пр - частота вращения ролика; Zp - число выступов ролика; 2к - число впадин на круге; pi - угловой размер выступа ролика; $ft угловой шаг выступов ролика. Таким образом снимается только М8териал круга, наиболее выступающий и, следовательно, наиболее затупленный, чем достигается качественная правка при снижении расхода материала круга. 2 ил., 1 табл.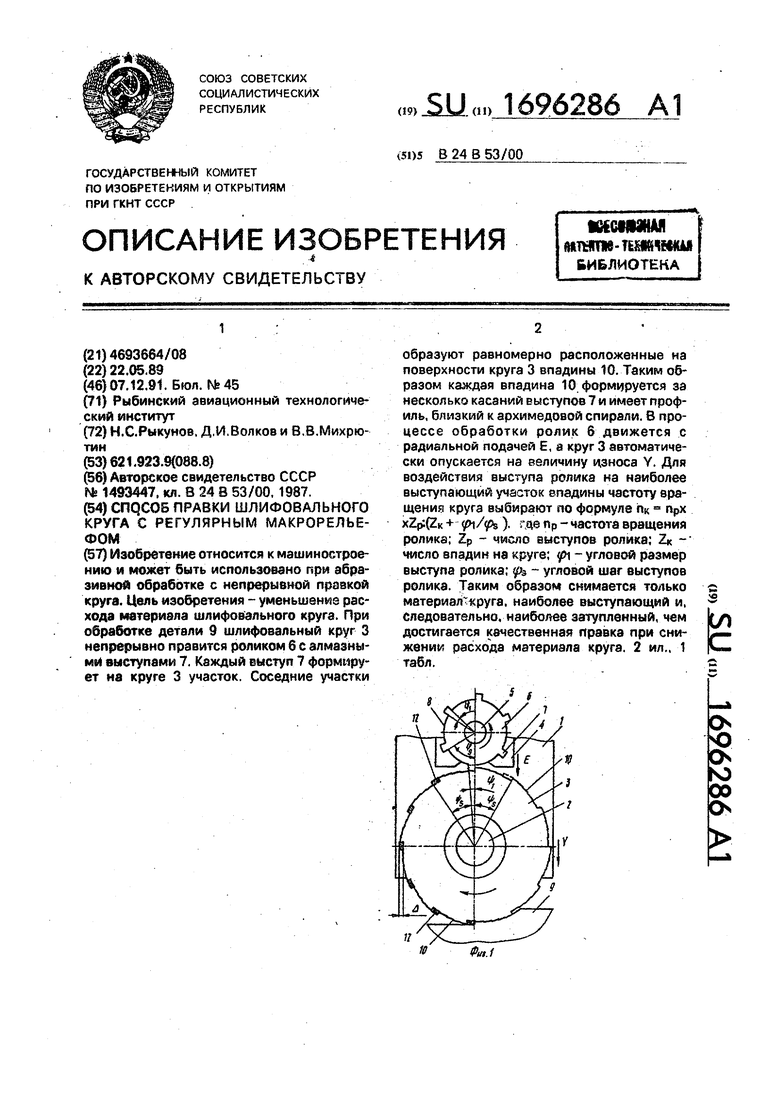
| Способ правки шлифовального круга | 1987 |
|
SU1493447A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
