Изобретение относится к электротехнике, в частности к изолирующим элементам контактной сети цилиндрической формы.
Целью изобретения является повышение надежности путем исключения нарушения структуры стержня.
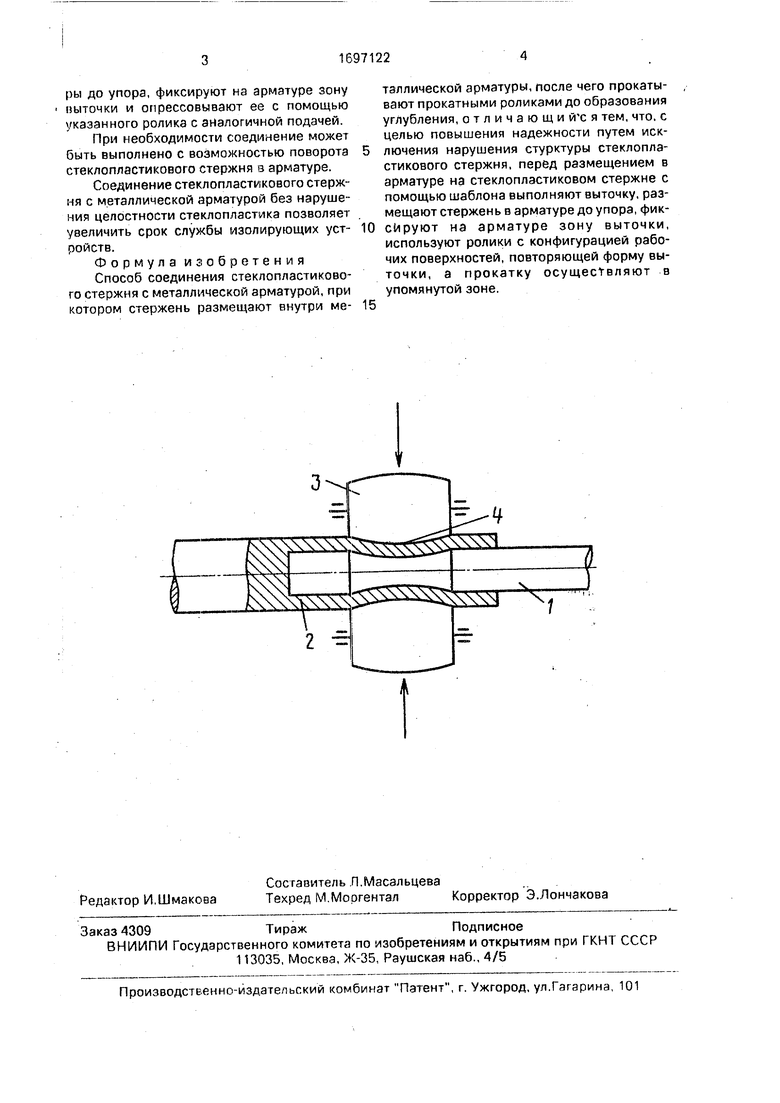
На чертеже показан узел соединения, общий вид.
Стеклопластиковый стержень 1 соединяют с металлической арматурой 2 после осуществления прокатки арматуры роликами 3. Перед размещением стеклопластикового стержня в металлическую арматуру на стержне в месте ожидаемой деформации арматуры с помощью шаблона выполняют выточку 4 такой конфигурации, которая соответствует конфигурации деформации внутренней стенки металлической арматуры. При таком способе соединения возможен поворот стержня в арматуре после ее прокатки, Для исключения среза стеклопластикового стержня при растягивающих нагрузках край выточки на стержне должен
быть на расстоянии не менее 2.5D от торца стержня, где D - диаметр стержня.
Пример. Заготовку концевой арматуры, изготовленную из стали СТ-3 с диаметрами 20/14 мм, закрепляют в патроне токарного станка. Роликом (при такой толщине стенок заготовки и используемой стали достаточно одного) длиной 30 мм с наружной поверхностью, образованной радиусом 40 мм, закрепленным на оси вращения с помощью специальной скобы в суппорте, производят обжим заготовки непосредственно у патрона с торцевой подачей 2,5 мм. Первую обжатую арматуру распиливают по продольной оси. По внутренней образующей в месте обжима затачи- вают выполненный в виде пластины специальный торцевой резец
Изолирующий элемент диаметром 14 мм, выполненный на основе стеклопластикового стержня, растачивают по шаблону с помощью указанного резца с подачей 2.5 мм. Затем их вставляют в заготовки арматуО
ю
N
F
КЗ
ры до упора, фиксируют на арматуре зону выточки и спрессовывают ее с помощью указанного ролика с аналогичной подачей.
При необходимости соединение может быть выполнено с возможностью поворота стеклопластикового стержня в арматуре.
Соединение стеклопластикового стержня с металлической арматурой без нарушения целостности стеклопластика позволяет увеличить срок службы изолирующих устройств.
Формула изобретения
Способ соединения стеклопластикового стержня с металлической арматурой, при котором стержень размещают внутри ме
таллической арматуры, после чего прокатывают прокатными роликами до образования углубления, отличающийся тем, что, с целью повышения надежности путем исключения нарушения стурктуры стеклопластикового стержня, перед размещением в арматуре на стеклопластиковом стержне с помощью шаблона выполняют выточку, размещают стержень в арматуре до упора, фик- сируют на арматуре зону выточки, используют ролики с конфигурацией рабочих поверхностей, повторяющей форму выточки, а прокатку осуществляют в упомянутой зоне.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНУСНОГО СОЕДИНЕНИЯ СТЕКЛОПЛАСТИКОВОГО СТЕРЖНЯ С МЕТАЛЛИЧЕСКИМ НАКОНЕЧНИКОМ | 1980 |
|
SU908187A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОДАЧЕЙ И ПОВОРОТОМ ТРУБЫ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2481167C2 |
| Высоковольтная диэлектрическая шпилька и способ её изготовления | 2023 |
|
RU2824317C1 |
| Способ соединения стеклопласти-КОВОгО СТЕРжНя C МЕТАлличЕСКОйАРМАТуРОй | 1974 |
|
SU813514A1 |
| Узел ввода | 1977 |
|
SU752512A1 |
| КОРРОЗИОННО-УСТОЙЧИВЫЕ МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2010 |
|
RU2588929C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ | 2006 |
|
RU2357814C1 |
| Узел соединения стеклопластикового изолятора с наконечником | 1977 |
|
SU748519A1 |
| ИНСТРУМЕНТ РЕГУЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ, ОПРАВКА, СТЕРЖЕНЬ, СТАН ГОРЯЧЕЙ ПРОКАТКИ, ПРЕСС-ВАЛКОВАЯ ПРОШИВНАЯ МАШИНА И ВОЛОЧИЛЬНАЯ МАШИНА | 2013 |
|
RU2600770C2 |
| Устройство для защиты стержневых полимерных изоляторов от повреждения частичными поверхностными разрядами при увлажнении загрязненной поверхности | 2022 |
|
RU2797986C1 |
Изобретение относится к электротехнике, в частности к изолирующим элементам контактной сети цилиндрической формы. Цель изобретения - повышение надежности путем исключения нарушения структуры стеклопластикового стержня. Для этого перед размещением стеклопластикового стержня в арматуре на нем выполняют выточку, размещают стержень в арматуре и после фиксации на арматуре зоны выточки прокатывают арматуру роликами, конфигурация рабочих поверхностей которых повторяет форму выточки. Изобретение позволяет увеличить срок службы изолирующих элементов. 1 ил.
| СПОСОБ ПОЛУЧЕНИЯ АРИЛОВЫХ ЭФИРОВ | 0 |
|
SU186345A1 |
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
