Изобретение относится к обработке металлов давлением, в частности к листовой штамповке, и предназначено для получения фланцевых радиусных обечаек.
Цель изобретения - расширение технологических возможностей за счет обеспечения получения изделий типа обечаек с наружными фланцами повышенной высоты.
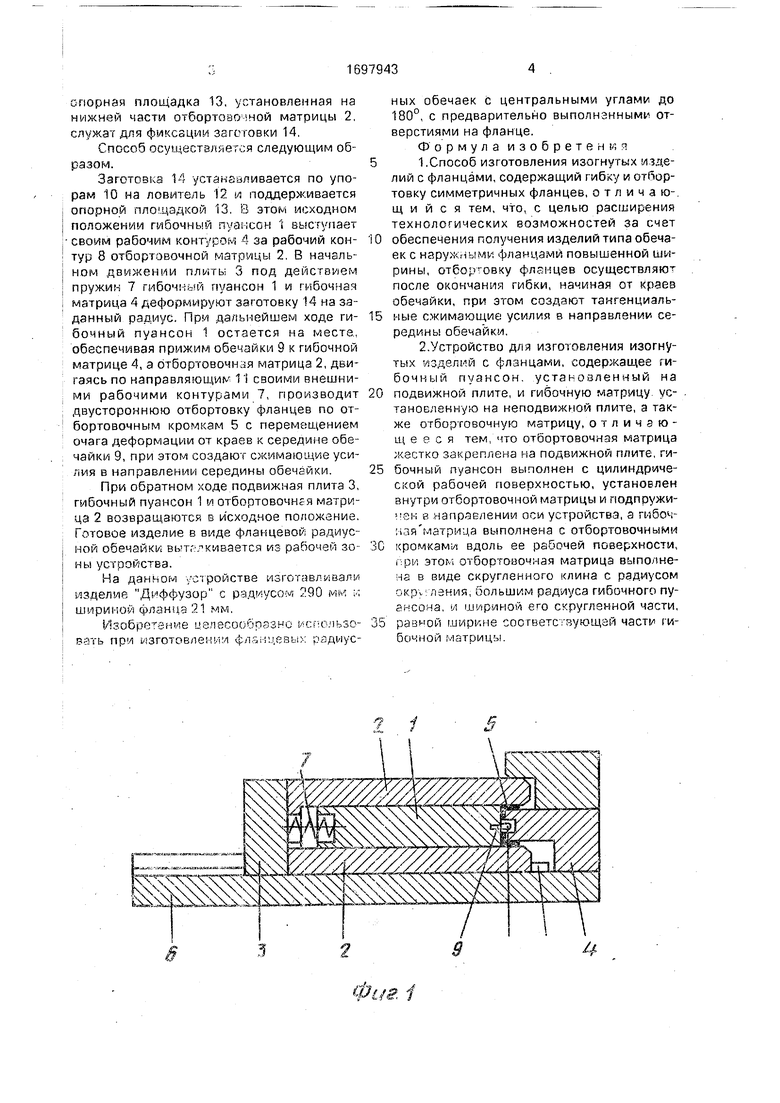
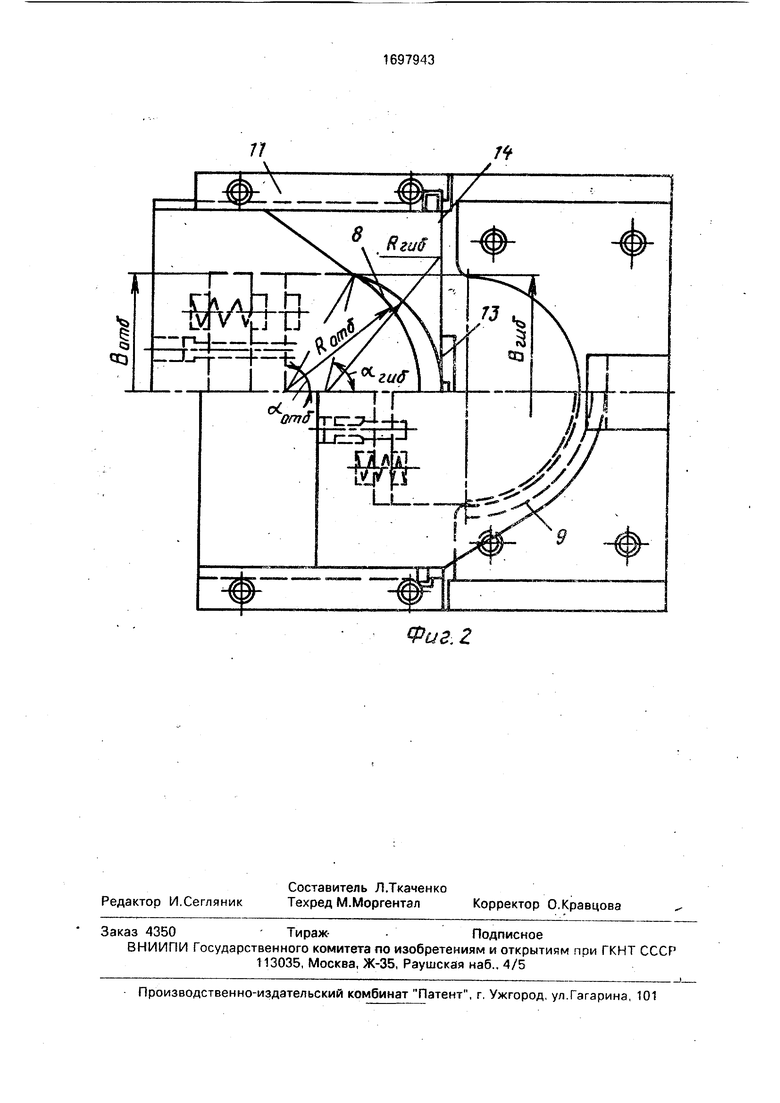
На фиг.1 изображен общий вид устройства, продольный разрез в конечном положении; на фиг.2 - то же, вид сверху (верхняя половина в начальном положении, нижняя - в конечном рабочем положении).
Устройство для осуществления данного способа содержит гибочный пуансон 1 и от- бортовочную матрицу 2, закрепленные на подвижной плите 3, гибочную матрицу 4 с
отбортовочными кромками 5, закрепленную на неподвижной плите 6. Гибочный пуансон 1 установлен в отбортовочной матрице 2 с возможностью осевого смещения на пружине 7 относительно матрицы 2. Внешний рабочий контур 8 отбортовочной матрицы 2 выполнен в виде скругленного клина с радиусом скругления (Яотб) на 10-30% больше радиуса гибочного пуансона 1 (Ргиб.), центральным углом скругления (оьтб.), на 30--600 меньшим угла обечайки 9 (оъб.) и с шириной Вотб. скругленной части, равной ширине Вгиб., соответствующей части гибочной матрицы.
Упоры 10, расположенные на направляющих 11, ловитель 12, находящийся в центре рабочей части гибочного пуансона 1 и
ГчЛ
ы
спорная площадка 13, установленная на нижней части отбортоао-ной матрицы 2 служат для фиксации зггоювки 14
Способ осуществляется следующим образом.
Заготовка 14 устанавливается по упорам 10 на ловитель 1 и поддерживается опорной площадкой 13 В зто исходном положении гибочный п/аьсои выступает своим рабочим контуром л за рабочий контур 8 отбортовочной матрицы 2 В начальном движении плить 3 под действием пружин 7 гибоч,г й пуансон 1 и ибоччач матрица 4 деформируют заготовку 4 на за данный радиус, При дальнейшем ходе гибочный пуансон 1 остается на месте обеспечивая прижим обечайки 9 к гибочной матрице 4, а отбортовочн 2я матрица 2, двигаясь по направляющие 1 i своими внешними рабочими контурами 7, производит двустороннюю отбортовку фланцев по от- бортовочным кромкам 5 с перемещением очага деформации от краев к середине обечайки 9, при этом создают сжимающие усилия в направлении середины обечайки
При обратном ходе подвижная плита 3 гибочный пуансон 1 и отбортовочнгя матрица 2 возвращаются в исходное положение Готовое изделие в виде фланцевой радиус ной обечайка вытг киьается из рабочей зо ны устройства.
На данном тройстве изюмвли.ваги изделир Диффузор1 с 90 MV , шириной фланцэ мм
4 Ч6ГОО ПЛЗ о fi С ь при изготовлен л гчмч
5
ных обечаек с центральными углами до 180°, с предварительно выполнзнными отверстиями на фланце
Формула изобретен к -
1Способ изготовления изогнутых изделий с фланцами, содержащий гибку и отбортовку симметричных фланцев, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения попучения изделий типа обечаек с нару 1Уми фланцами повышенной ширины, отбор-овку флгпцев осуществляю после окончания гибки, наииная от краев обечайки, при этом создают тангенциальные сжимающие усилия в направлении середины обечайки
2Устройство для изготовления изогнутых изделий с фланцами, содержащее гибочный пуансон установленный на
0 подвижной плите, и гибочную матрицу установленную на неподвижной плите, а также отбор говочную матрицу, отличающееся тем «то отбортовочная матрица /сестко закреплена на подвижной плите ги5 бочный пуансон выполнен с цилиндрической рабочей повеохносгью, установлен внутри отбортовочной матрицы и подпружи- оь в напраглении оси устройства, а гибоч- tan iviaTpnja выполнена с отбортовочнымм чромкамл вдоль ее рабочей поверхности, , рп этогм 01бооговоч,1ая матрица выполнена в виде скругленного клина с радиусом ,кр лэния болошим радиуса гибочного пу- --со-|а и шириной его скругленной части, размой ширине состветс гзующой части IH- бочной МЗТГШЦУ
С
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления из листа изделий типа полуобечайки с патрубком | 1982 |
|
SU1066695A1 |
| Штамп для отбортовки | 1991 |
|
SU1819709A1 |
| Штамп совмещенного действия | 1980 |
|
SU871913A1 |
| Штамп для получения цилиндрических обечаек гибкой | 2022 |
|
RU2802880C1 |
| СПОСОБ БЕЗМАТРИЧНОЙ ГОРЯЧЕЙ ШТАМПОВКИ НЕФТЕ-ГАЗО-ВОДОПРОВОДНЫХ СТАЛЬНЫХ ТРОЙНИКОВ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2410180C1 |
| Гибочное устройство | 1982 |
|
SU1087227A1 |
| Способ вытяжки изделий с фланцем из листовой заготовки | 1987 |
|
SU1407621A1 |
| Штамп для изготовления листовых деталей | 1976 |
|
SU612733A1 |
| Штамп совмещенного действия для обработки листового материала | 1977 |
|
SU683840A1 |
| Штамп совмещенного действия | 1987 |
|
SU1423230A2 |
Изобретение относится к обработке металлов давлением, в частности к листовой штамповке, и предназначено для получения фланцевых радиусных обечаек. Цель изобретения - расширение технологических возможностей за счет обеспечения получения изделий типа обечаек с наружными фланцами повышенной высоты. Формование фланцев осуществляют после окончания гибки, от краев обечайки к центру, создавая тангенциальные сжимающиеся усилия в том же направлении. Гибочный пуансон (ГП) установлен внутри отбортовоч- ной,матрицы (ОМ) и подпружинен. Ширина ОМ равна ширине гибочной матрицы, радиус ОМ больше радиуса ГП, что обеспечивает постепенную отбортовку после остановки ГП. Изобретение целесообразно использовать при изготовлении обечаек с центральными углами до 180°, с предварительно выполненными на фланцах.2 с.п.ф-лы, 2 ил.
/
S
Фиг i
Фив. 2
| Скворцов Г.Д | |||
| Основы конструирования штампов для холодной листовой штамповки | |||
| М.: Машиностроение, 1972, с.253, рис.223. |
