Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке,
Цель изобретения - повышение качества калибровки деталей с переменной толщиной стенки.
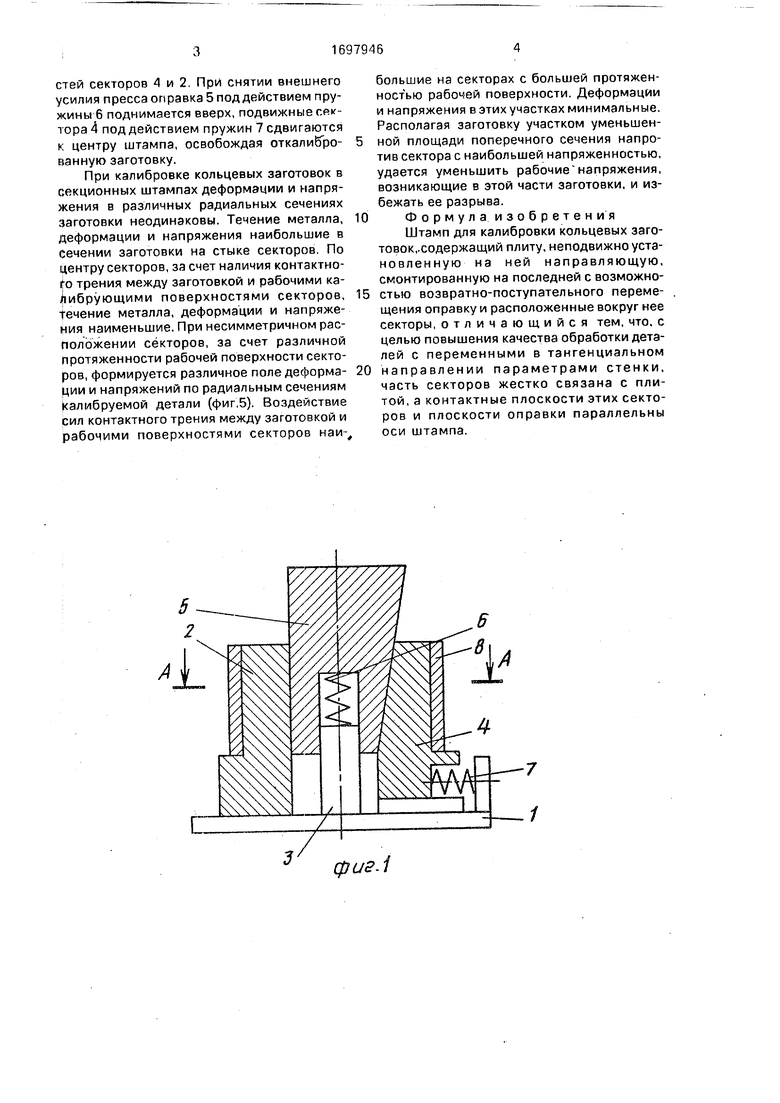
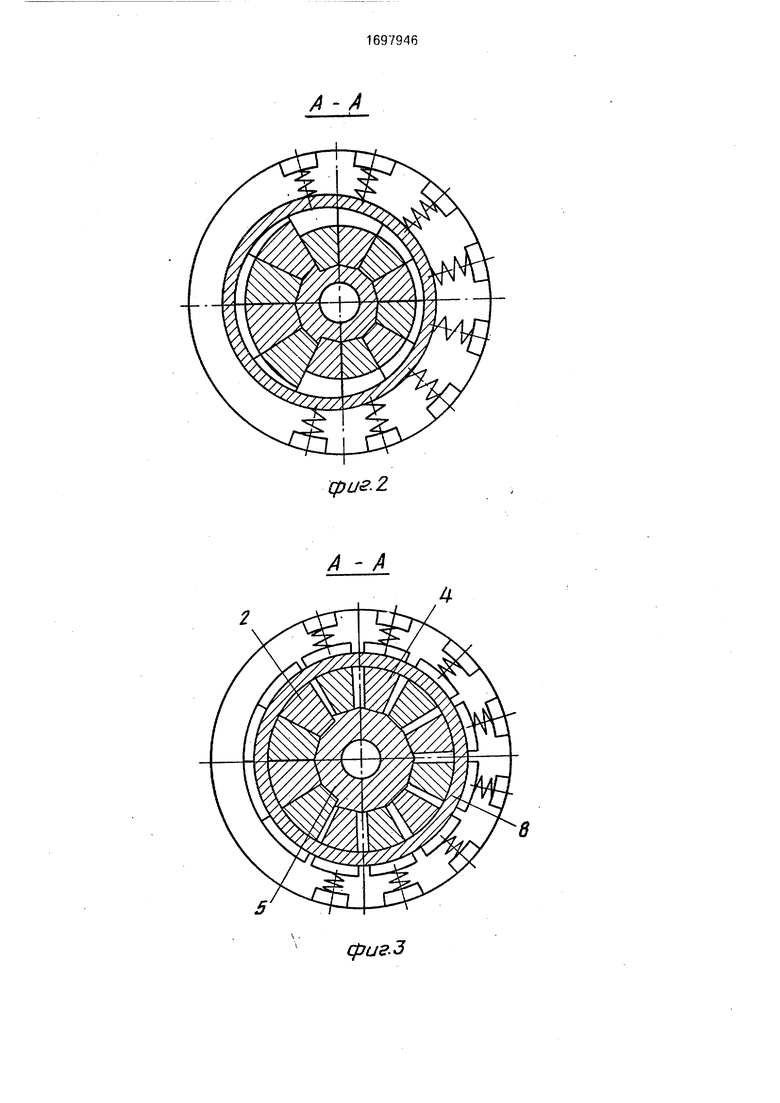
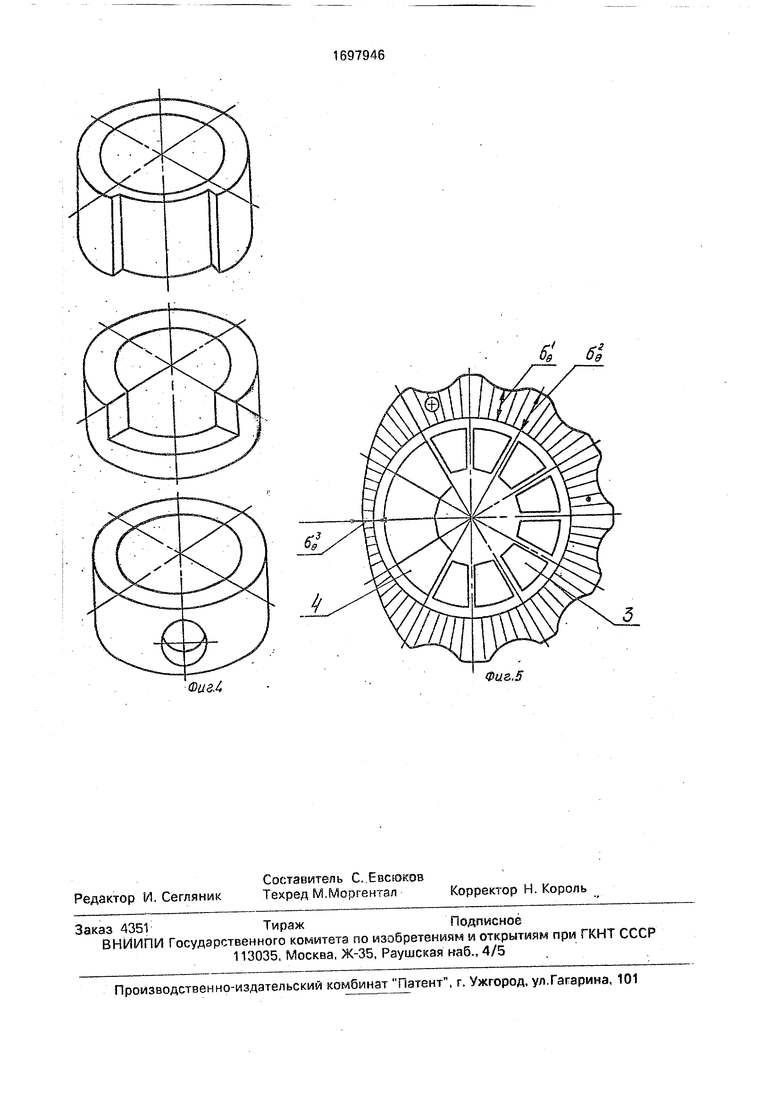
На фиг.1 показан штамп, вертикальный осевой разрез; на фиг.2 - разрез А-А на фиг.1, исходное положение секторов; на фиг.З - то же, конечное положение секторов; на фиг.4 - типы калибруемых деталей; на фиг.5 - распределение напряжений по радиальным сечениям калибруемой детали.
Устройство (фиг. 1,2,3) состоит из плиты 1, на которой неподвижно закреплены четыре сектора 2 и направляющая 3. Восемь подвижных секторов 4 установлены в Т-образных радиально расположенных пазах плиты 1. Оправка 5 через пружину сжатия 6 установлена на направляющей 3. Между
упорами плиты 1 и подвижными секторами
4установлены восемь пружин сжатия 7. Калибруемая цилиндрическая заготовка 8 устанавливается на выступы секторов 4 и 2
Устройство работает следующим образом.
В исходном состоянии штампа оправка
5находится в верхнем положении. Подвижные сектора 4 сдвинуты к центру штампа. Калибруемая заготовка 8 устанавливается на выступы секторов 4 и 2. Под действием внешнего усилия, например, гидравлического пресса, оправка 5 опускается по направляющей 3, раздвигая своими боковыми гранями подвижные сектора 4. Сектора 4, передвигаясь по направляющим пазам плиты 1, занимают конечное раздвинутое положение, растягивая калибруемую заготовку 8 подлине развертки. Заготовка 8 принимает размеры рабочих калибрующих поверхно
О
ю
vj чО Ь О
стей секторов 4 и 2. При снятии внешнего усилия пресса оправка 5 под действием пружины 6 поднимается вверх, подвижные сяк- юра 4 под действием пружин 7 сдвигаются к, центру штампа, освобождая откалибро- ванную заготовку.
При калибровке кольцевых заготовок в секционных штампах деформации и напряжения в различных радиальных сечениях заготовки неодинаковы. Течение металла, деформации и напряжения наибольшие в Сечении заготовки на стыке секторов. По центру секторов, за счет наличия контактно- k трения между заготовкой и рабочими калибрующими поверхностями секторов, Течение металла, деформации и напряжения наименьшие. При несимметричном расположении секторов, за счет различной протяженности рабочей поверхности секторов, формируется различное поле деформации и напряжений по радиальным сечениям Калибруемой детали (фиг,5). Воздействие сил контактного трения между заготовкой и рабочими поверхностями секторов наи-.
большие на секторах с большей протяженностью рабочей поверхности. Деформации и напряжения в этих участках минимальные. Располагая заготовку участком уменьшенной площади поперечного сечения напротив сектора с наибольшей напряженностью, удается уменьшить рабочие напряжения, возникающие в этой части заготовки, и избежать ее разрыва.
Формула изобретения
Штамп для калибровки кольцевых заго- товок,.содержащий плиту, неподвижно уста- новленную на ней направляющую, смонтированную на последней с возможностыо возвратно-поступательного перемещения оправку и расположенные вокруг нее секторы, отличающийся тем, что. с целью повышения качества обработки деталей с переменными в тангенциальном
направлении параметрами стенки, часть секторов жестко связана с плитой, а контактные плоскости этих секторов и плоскости оправки параллельны оси штампа.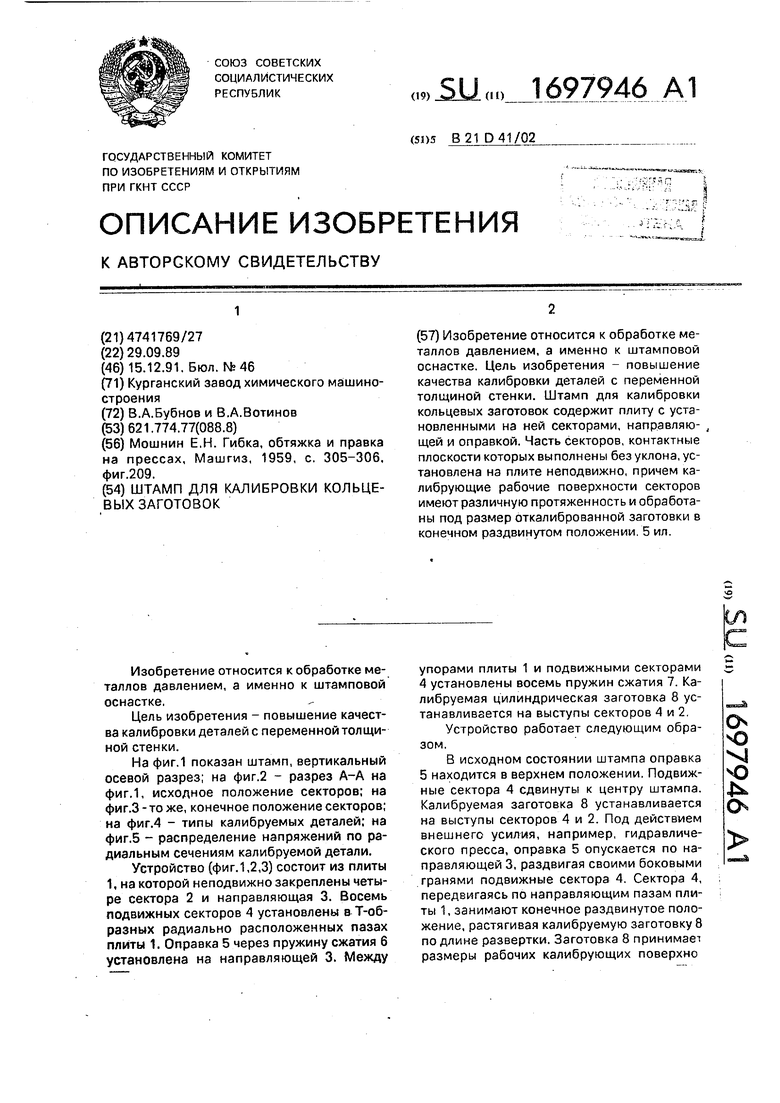
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| Устройство для калибровки кольцевых изделий | 1980 |
|
SU940906A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок | 1984 |
|
SU1181745A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2002 |
|
RU2223160C2 |
| Устройство для калибровки внутреннего канала трубчатых фасонных изделий | 1981 |
|
SU975139A1 |
| Штамп для калибровки полых изделий | 1983 |
|
SU1088838A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2009 |
|
RU2378070C1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке. Цель изобретения - повышение качества калибровки деталей с переменной толщиной стенки. Штамп для калибровки кольцевых заготовок содержит плиту с установленными на ней секторами, направляю- , щей и оправкой. Часть секторов, контактные плоскости которых выполнены без уклона, установлена на плите неподвижно, причем калибрующие рабочие поверхности секторов имеют различную протяженность и обработаны под размер откалиброванной заготовки в конечном раздвинутом положении 5 ил.
фиг.1
А-А
(pus. Z
А -А
сриг.З
Фцг.4
/Г х3 Оа 00
Фиг.5
| Мошнин Е.Н | |||
| Гибка, обтяжка и правка на прессах, Машгиз, 1959, с | |||
| Держатель для поленьев при винтовом колуне | 1920 |
|
SU305A1 |
