Изобретение относится к обработке металлов давлением и может быть использовано при получении местных утолщений на цилиндрических деталях типа труб, стержней, например, при высадке концов труб.
Цель изобретения - повышение качества деформируемых заготовок за счет исключения поверхностных дефектов на получаемом утолщении и снижения анизрт- ропии.
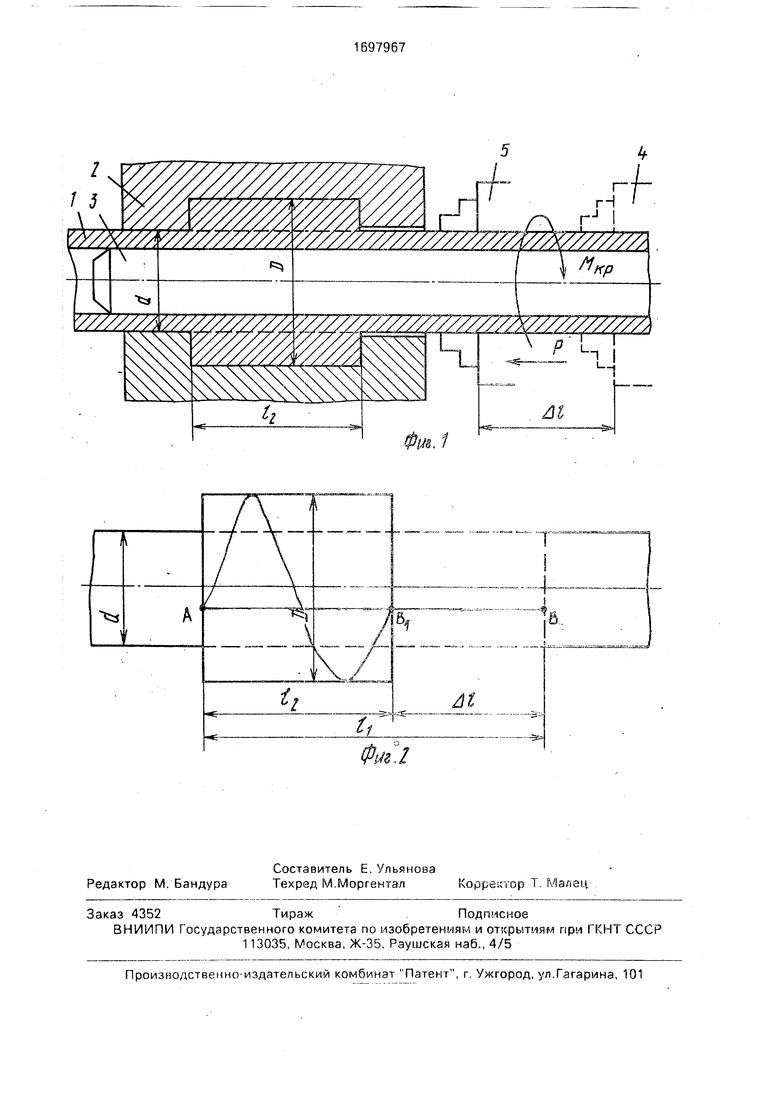
На фиг.1 показана схема осуществления способа; на фиг.2 - схема изменения положения выделенного элементарного волокна на поверхности деформируемого участка, где 1 - трубчатая заготовка; 2, 3 - формообразующий инструмент (штамп и оправка соответственно); 4 - захват в исходном положении; 5 - захват в конечном положении,
Способ осуществляется следующим образом.
Заготовку 1 диаметром d нагревают на длину И и помещают в формообразующий инструмент - разъемный штамп 2 с диаметром рабочего пространства D. Свободный конец заготовки фиксируется на оправке 3 с
о ю
XI Ю О
VI
помощью захвата 4, которым осуществляется деформирование нагретого участка путем одновременного приложения осевого усилия Р и крутящего момента Мкр.
В процессе деформирования нагретый участок заготовки укорачивается на величину Д|, а выделенное на поверхности заготовки волокно АВ принимает форму винтовой линии ABi, причем длина ABi всегда больше АВ, а количество витков линий ABi определяется числом скручиваний п, которое лежит в пределах:
1
V
мин 1FD У(И+12)Д1
макс )2)д,
где h vi 12 исходная и конечная длина деформируемого участка, мм;
Д1 - уменьшение длины деформируемого участка при осадке, мм;
у- относительный сдвиг при кручении;
D - наружный диаметр поковки, мм.
Величина относительного сдвига при кручении в выражении, ограничивающем максимально допустимое число скручиваний, определяется как 75% величины относительного сдвига, полученного при испытании на кручение (горячее) образцов до разрушения. Для углеродистых сталей величину у можно принять равной 9,75.
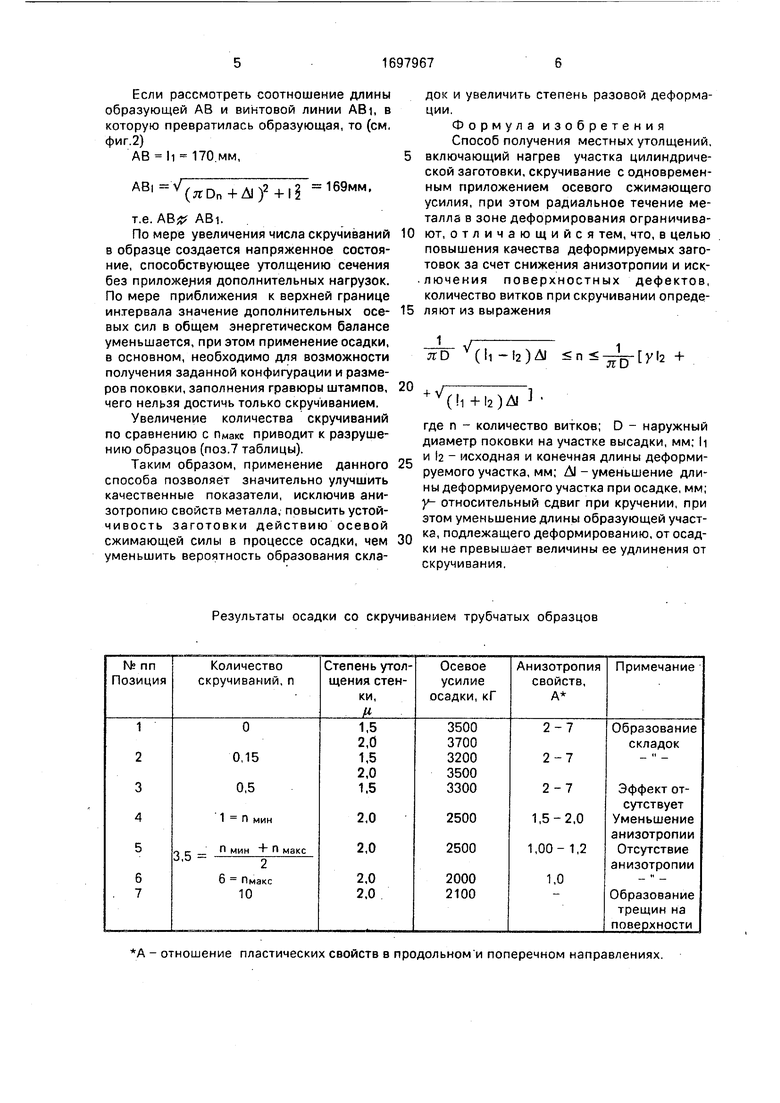
Нижняя граница интервала (пмин) определена из условия достижения максимальной устойчивости (например, стенки трубы) заготовки в процессе осадки, о чем свидетельствует повышение степени осадки ju до значений 2,0 без образования складок (см.поз.4 таблицы результатов осадки со скручиванием трубчатых образцов)
Анализ данных, полученных опытным путем, свидетельствует о том, что устойчивость заготовки (трубчатого или сплошного сечений) заметно возрастает, если длина выделенного на поверхности заготовки элемента АВ (см.фиг.2), представляющего собой в начальный момент образующую участка, подлежащего деформированию, и превращения его при скручивании в винтовую линию ABi, в случае совместного действия осадки и скручивания не должна уменьшаться. Заметные резупьтаты получены в случаях, когда длина образующей, укорачивающейся от действия осевой силы, в процессе осадки увеличивается по сравнению с первоначальной от действия скручивания.
Если укорочение образующей от осадки не компенсируется удлинением от скручивания, то положительный результат отсутствует.
Верхняя граница интервала (пмакс) определена из условия достижения максимального действия внутренних напряжений в осевом направлении, вызванных собственно скручиванием, однако с учетом исключения возможности разрушения деформируемой заготовки (см,поз. 6 и 7 таблицы).
Пример, Осуществляли деформирование полых цилиндрических образцов с
размерами 40 х 4 х 170 мм.
Нижняя граница интервала (пмин) рассчитана исходя из следующих значений: И 170 мм; 12 76,5 мм; Д1 93,5 мм; D 48 мм;
Р S 4 где 2 толш-ина стенки после деформирования; Si - толщина стенки до деформирования. В результате пмин 1. Определение пмакс произведено, руко- водствуясь следующими исходными данными:
h 170 мм; г 76,5 мм; All 93,5 мм; D 48 мм; . пМакс 6.
в таблицу включены результаты экспериментов по осадке образцов 5ез скручива- ния (поз.1) и со скручиванием (поз.2 - 7). Осадка и скручивание трубчатых образцов осуществлялись на оправке без изменения
внутреннего диаметра.
Как показано в таблице, осадка полых цилиндров без скручивания (поз.1) осуществляли нормально без образования складок при степени утолщения стенки не более ,
чем в 1,5 раза. Увеличение степени утолщения стенки до 2,0 приводит к образованию складок на поверхности поковок Не дает заметного улучшения формообразования совместное действие осадки и скручивания
с количеством скручиваний меньше нижнего значения границы предлагаемого интервала (поз.2 и 3).
Только при достижении нижней границы интервала скручиваний был получен положительный эффект, выразившийся в увеличении степени деформации без образования складок до 2,0 (поз.З, 4)., что по сравнению с поз.1, 2 и 3 составляет
JK-J . 10Q% 5, . 1()0% 333%
/Л
1,5
Если рассмотреть соотношение длины образующей АВ и винтовой линии ABt, в которую превратилась образующая, то (см, фиг.2)
АВ Н 170мм,
АВ| /
(лгОп+Д)2 + I
169мм.
т.е. АВ# ABi.
По мере увеличения числа скручиваний в образце создается напряженное состояние, способствующее утолщению сечения без приложения дополнительных нагрузок. По мере приближения к верхней границе интервала значение дополнительных осе- вых сил в общем энергетическом балансе уменьшается, при этом применение осадки, в основном, необходимо для возможности получения заданной конфигурации и размеров поковки, заполнения гравюры штампов, чего нельзя достичь только скручиванием.
Увеличение количества скручиваний по сравнению с пмакс приводит к разрушению образцов (поз.7 таблицы).
Таким образом, применение данного способа позволяет значительно улучшить качественные показатели, исключив анизотропию свойств металла, повысить устой- чивость заготовки действию осевой сжимающей силы в процессе осадки, чем уменьшить вероятность образования складок и увеличить степень разовой деформации.
Формула изобретения Способ получения местных утолщений, включающий нагрев участка цилиндрической заготовки, скручивание с одновременным приложением осевого сжимающего усилия, при этом радиальное течение металла в зоне деформирования ограничивают, отличающийся тем, что, в целью повышения качества деформируемых заготовок за счет снижения анизотропии и иск- лючения поверхностных дефектов, количество витков при скручивании определяют из выражения
(li-i2)Ai +
+ V(h+l2)Al 3
где п - количество витков; D - наружный диаметр поковки на участке высадки, мм; И и 2 - исходная и конечная длины деформируемого участка, мм; Д| - уменьшение длины деформируемого участка при осадке, мм; у- относительный сдвиг при кручении, при этом уменьшение длины образующей участка, подлежащего деформированию, от осадки не превышает величины ее удлинения от скручивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения наружных утолщений на трубах | 1990 |
|
SU1784392A1 |
| Способ изготовления стержневых деталей с утолщением | 1988 |
|
SU1690935A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК ТУРБИННЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2017 |
|
RU2679157C1 |
| Трубчатый образец для испытаний материалов | 1979 |
|
SU922577A1 |
| Способ изготовления стержня со ступенчатой головкой | 1990 |
|
SU1738456A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2013 |
|
RU2554247C2 |
| Способ изготовления ступенчатых деталей из жаропрочных сталей и сплавов | 1987 |
|
SU1423243A1 |
| Способ изготовления металлических полых ступенчатых изделий из трубных заготовок | 1986 |
|
SU1375391A1 |
| Способ изготовления изделий типа стержня с утолщением | 1985 |
|
SU1248717A1 |
| Способ получения труб с концевыми утолщениями | 1982 |
|
SU1058676A1 |
Изобретение относится к обработке металлов давлением и может использоваться при получении утолщений на деталях типа труб, стержней. Целы изобретения - повышение качества высаживаемых заготовок за счет исключения поверхностных дефектов и уменьшения анизотропии. Нагретый участок заготовки скручивают с одновременным приложением сжимающего усилия, при этом течение металла в радиальном направлении ограничено. При деформировании уменьшение длины образующей участка, подлежащего высадке, от осадки не должно превышать величину ее удлинения от скручивания. Количество витков при этом рассчитывается по следующему выражению: +
Результаты осадки со скручиванием трубчатых образцов
А - отношение пластических свойств в продольном и поперечном направлениях.
rLL
WTZTZTZZ Z Zw
П
5
H
rLL
f
/У,
/Г/7
L
, Ln
-1
Zll
./
| СПОСОБ ПОЛУЧЕНИЯ УТОЛЩЕНИЙ НА СТЕРЖНЯХ | 0 |
|
SU387772A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
