1
В основном авт. св. № 258834 описан способ получения утолщений на стержнях.
Предлагаемый способ от известного отличается тем, что одновременно с приложением крутящего момента к заготовке прикладывают осевое сжимающее усилие, при этом радиальное течение :металла в зоне деформирования ограничивают.
Это обеспечивает возможность получения фасОНных утолщений ло длине заготовки и устраняются многократные нагревы и охлаждения заготовки для получения многоступенчатых заготовок. Кроме того, повышается величина предельной степени деформации металла заготовки.
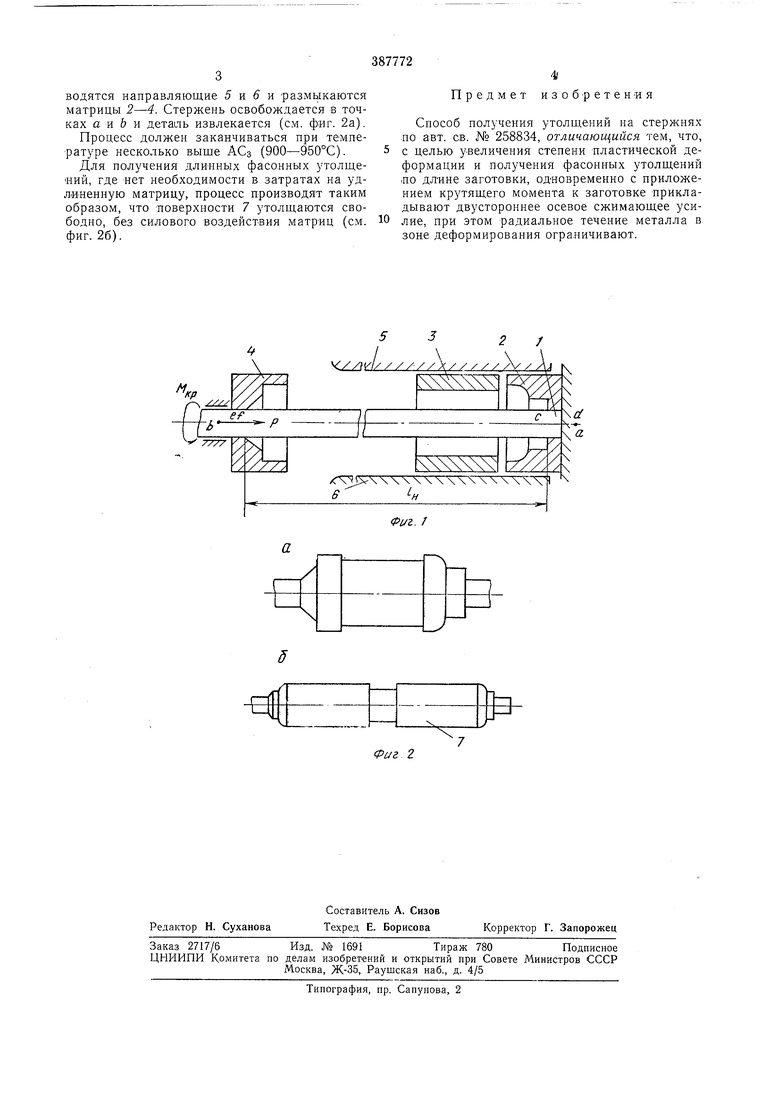
На фиг. 1 изображена схема -получения фасонного утолщения по предлагаемому способу; на фиг. 2 - детали с утолщениями.
Стержень / защемляется в точке а. Разъемная матрица 2 в начальный момент соприкасается с поверхностью непагретого участка cd стержня /. Разъем.ная матрица 3 находится в замкнутом состоянии на определенном расстоянии от матрицы 2. Разъемная матрица 4 не может смещаться в сторону, противоположную -направлению прикладываемого осевого усилия Р, и охватывает ненагретую часть стержня но поверхности е/.
Пластическая деформация возможна лищь в зоне нагрева /„.
Подвижные направляющие 5 и (5 во время
деформации занимают фиксирован-ное положение (см. фиг. 1).
Стержень, имеющий зону /н, нагретую до температуры «а 80-130°С «иже температуры под ковку, защемляется в точке а. Другой конец зажимается в точке b исполнительным органом мащиНы. После этого на стержень надеваются разъемные матрицы 2-4 и замыкаются. После этого к стержню в точке b прикладывается достаточный для пластического закручивания момент Мкр и осевое усилие Я Р1фит нагретой зоны /„ стержня, направленное к точке а.
Нагретая часть /ц стерж-ня утолщается и заполняет формы разъемных матриц 2-4.
Осевое сжимающее усилие Р способствует увеличению предельной степени пластической деформации и лучщему заполнению полостей матриц 2-4. В процессе деформации по мере повышения устойчивости -нагретой зоны, которая, утолщаясь, укорачивается, осевое усилие увеличивается.
Процесс продолжается до стыкования матриц 2-4. Взаимодействие матриц 3 и 4 с напра-вляющими 5 и б может быть осуществлено трением качения. Наличие -направляющих позволяет вести процесс даже с «екоторым изгибом нагретой зоны /„, который исправляется в .конце хода.
После стыкования матриц 2-4 снимается крутящий момент Мкр и осевое усилие Р, отводятся направляющие 5 и 6 и размыкаются матрицы 2-4. Стержень освобождается в точках а и & и деталь извлекается (см. фиг. 2а).
Процесс должен заканчиваться при температуре несколько выше АСз (900-950°С).
Для получения длинных фасонных утолщееий, где нет необходимости в затратах на удлиненную матрицу, процесс производят таким образом, что поверхности 7 утолщаются свободно, без силового воздействия матриц (см. фиг. 26).
4/ Предмет изобретения
Способ получения утолщений на стержнях по авт. св. № 258834, отличающийся тем, что, с целью увеличения степени пластической деформации и цолучения фасонных утолщений ло длине заготовки, одновременно с приложением крутящего момента к заготовке прикладывают двустороннее осевое сжимающее усилие, при этом радиальное течение металла в зоне деформирования ограничивают.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения наружных утолщений на трубах | 1990 |
|
SU1784392A1 |
| Способ изготовления полых деталей с отводами | 1977 |
|
SU858972A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2116148C1 |
| Способ получения местных утолщений | 1989 |
|
SU1697967A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| Способ штамповки полуторовых деталей | 1983 |
|
SU1162525A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 1992 |
|
RU2006334C1 |
| Способ соединения деталей | 1988 |
|
SU1715468A1 |
| Устройство для утолщения концов труб | 1978 |
|
SU745587A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2115496C1 |
532 f
