Изобретение относится к сварке, а именно к сварочному оборудованию, и может быть использовано в устройствах для автоматической и полуавтоматической элек- тодуговой сварки (наплавки) проволокой малых диаметров (до 2 мм).
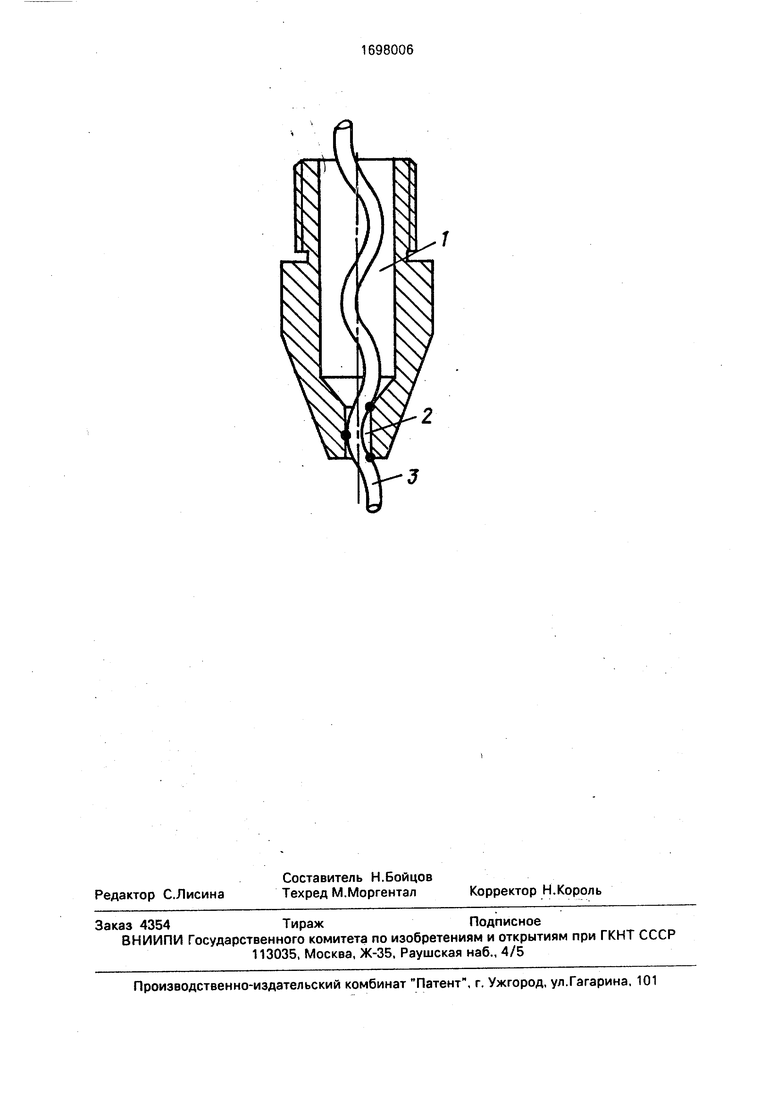
На чертеже представлен токоподводя- щий наконечник, продольный разрез.
Целью изобретения является упрощение конструкции и повышение качества сварки путем стабилизации процесса подачи электродной проволоки и электроподво- да.
Токоподводящий наконечник выполнен в виде втулки со ступенчатым каналом, состоящим из ступени 1 и токоподводящей ступени 2. Ступень 1 заканчивается конусной частью для облегчения входа сварочной
проволоки 3 в токоподводящую ступень 2 при заправке проволоки.
Диаметр токоподводящей ступени составляет 1,05-1,1 диаметра сварочной проволоки, а длина - 3-3,5 диаметра токоподводящей ступени, Соотношение длин и диаметров токоподводящей 2 и ступени 1 составляет соответственно 1:5 и 1:3.
Соотношение длин и диаметров ступени 2 и токоподводящей ступени канала для прохода сварочной проволоки выбрано экспериментальным путем таким, чтобы величины прогиба сварочной проволоки в ступени 2 было достаточно для надежного контакта проволоки с поверхностью токоподводящей ступени и чтобы не было касания проволокой поверхности ступени 2.
Токоподводящий наконечник работает следующим образом.
О
ю
00
о о о
Наконечник ввертывается в мундштук (не показан) сварочного полуавтомата или автомата. В процессе сварки сварочная проволока 3 подается по ступенчатому каналу наконечника в зону сварки.
В результате сопротивления при прохождении сварочной проволоки 3 по токоведу- щей ступени 2 происходит прогиб проволоки 3 в ступени 1, чем обеспечивается постоянный надежный контакт между проволокой 3 и поверхностью токоподвЬдящей ступени 2. Сопротивление продвижению сварочной проволоки 3 минимальное, так как контакт осуществляется не по всей длине канала наконечника, а только в токоподводящей ступени 2, по той же причине вылет проволоки 3 в процессе сварки остается постоянным. Изменение вылета возможно только на величину длины токоподводящей ступени 2, что незначительно влияет на стабиль- ность процесса сварки. Наличие изгибов сварочной проволоки 3 малого радиуса кривизны не отражается на стабильности сварочного процесса, так как на длине ступени 2 одновременно возможны только макси- мум три точки контакта сварочной проволоки 3 с поверхностью токоподводящей ступени 2 при заданной длине ступени 2.
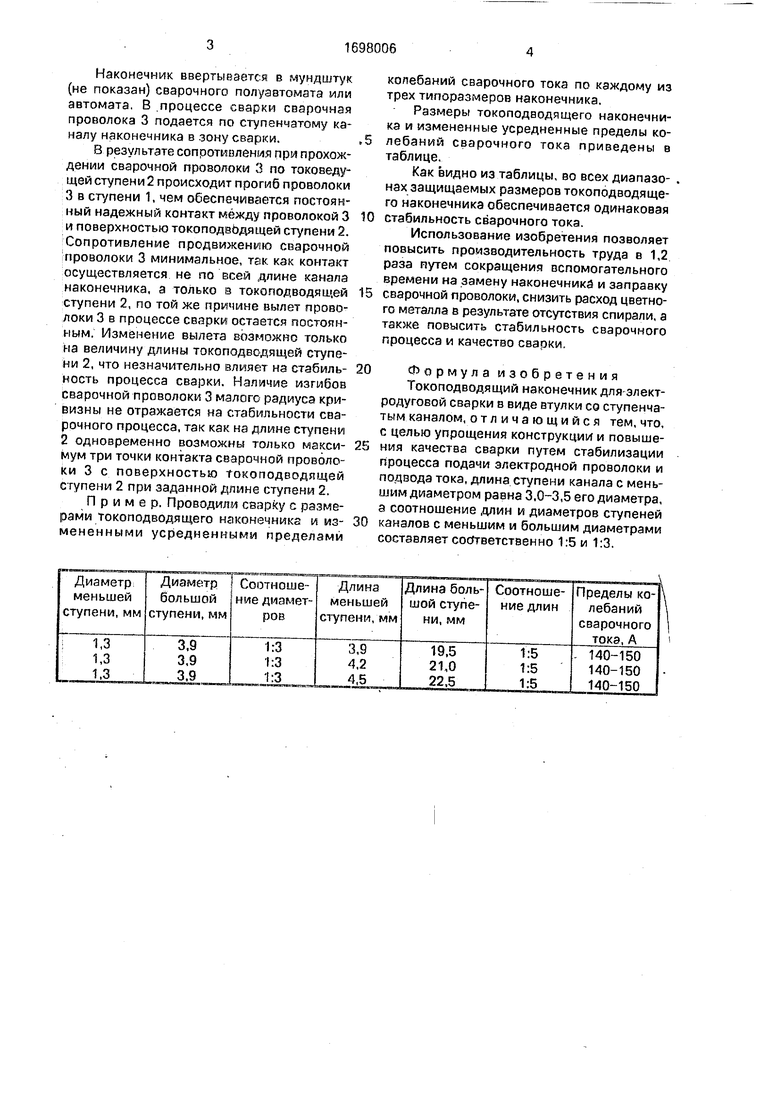
Пример. Проводили сварку с размерами токоподводящего наконечника и из- мененными усредненными пределами
колебаний сварочного тока по каждому из трех типоразмеров наконечника.
Размеры токоподводящего наконечника и измененные усредненные пределы колебаний сварочного тока приведены в таблице.
Как видно из таблицы, во всех диапазонах защищаемых размеров токоподводящего наконечника обеспечивается одинаковая стабильность сварочного тока.
Использование изобретения позволяет повысить производительность труда в 1,2 раза путем сокращения вспомогательного времени на замену наконечника и заправку сварочной проволоки, снизить расход цветного металла в результате отсутствия спирали, а также повысить стабильность сварочного процесса и качество сварки.
Формула изобретения Токоподводящий наконечник для электродуговой сварки в виде втулки со ступенчатым каналом, от л и ч а ю щи и с я тем, что, с целью упрощения конструкции и повышения качества сварки путем стабилизации процесса подачи электродной проволоки и подвода тока, длина ступени канала с меньшим диаметром равна 3,0-3,5 его диаметра, а соотношение длин и диаметров ступеней каналов с меньшим и большим диаметрами составляет соответственно 1:5 и 1:3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Направляющий элемент | 1978 |
|
SU749592A1 |
| Мундштук к сварочным головкам и горелкам | 1981 |
|
SU965659A1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
| Мундштук к устройствам для дуговой сварки | 1986 |
|
SU1397214A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Способ сварки плавящимся электродом | 1980 |
|
SU961889A1 |
| УСТРОЙСТВО для ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1973 |
|
SU390882A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Токоподводящее устройство | 1983 |
|
SU1097461A1 |
| КОНТАКТНЫЙ НАКОНЕЧНИК ДЛЯ ЭЛЕКТРОДУГОВОЙ | 0 |
|
SU386730A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
