Изобретение относится к области сварки и может быть использовано при автоматической и полуавтоматической сварке с увеличенным вылетом электродной проволоки.
Одним из важных факторов, обеспечивающих стабильность процесса торения дуги при полуавтоматической и автоматической сварке, является надежный контакт электродной проволоки с токоведущим мундштуком. Это особенно важно при сварке на увеличенном вылете, при котором перемещение точки контакта, кроме нарушения стабильности процесса, вызывает значительное изменение величины сварочного тока, а следовательно, изменение параметров шва - глубины провара, формы валика и т. п.
Известно устройство для электродуговой сварки с увеличенным вылетом электродной проволоки, содержащее токоподводящий мундштук и направляющую втулку с каналами для направления проволоки, соединенную с мундштуком прямолинейной перемычкой. И звестное устройство не обеспечивает надежного контакта между мундштуком и прово.локой.
В предлагаемом устройстве в отличие от известного втулка расположена под углом к мундштуку, а длина перемычки меньше длины участка проволоки, размеитениой между мундштуком и проволокой.
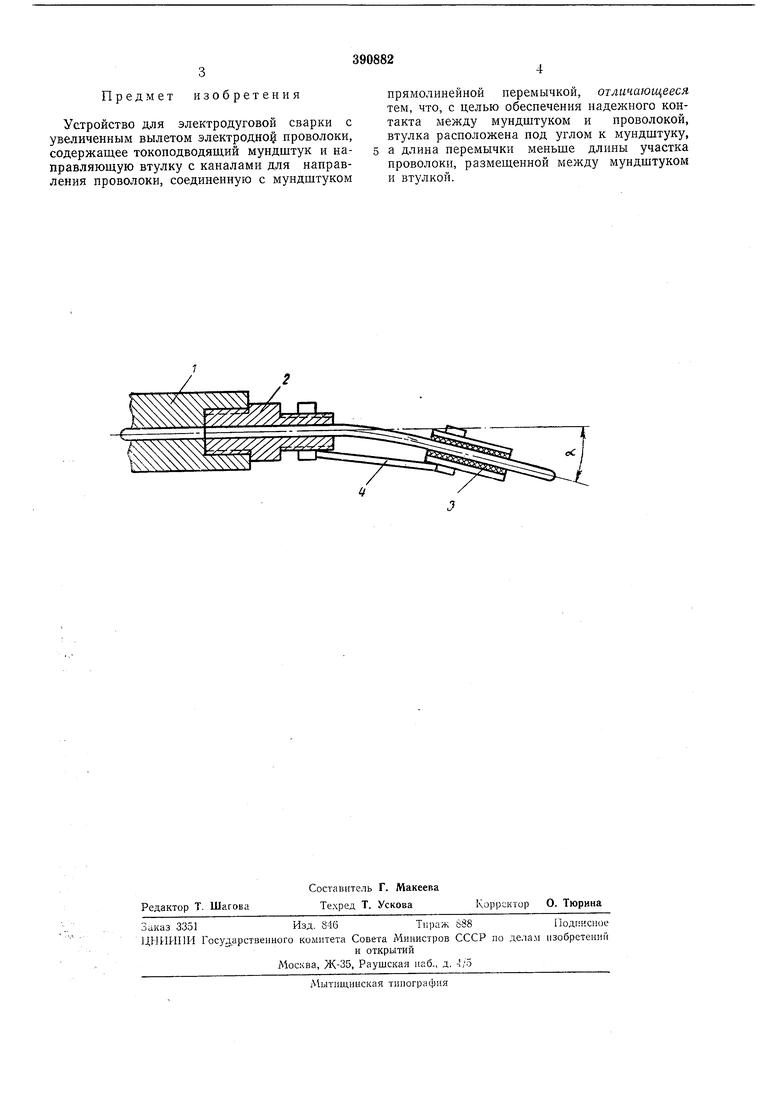
Иа чертеже схематически изображено описываемое устройство.
Оно состоит из мундштука / со сменным токоподводящим наконечником 2, через который подается электродная проволока, изолированной втулки 3, установленной по ходу проволоки, и перемычки 4, соединяющей мундштук с изолированной втулкой. Втулка и перемычка укреплены на гайке, соеднненно1( с мундштуком при помощи резьбы.
Расстояние от торца мундштука до изолированной втулки выбирается в зависимости от диаметра проволоки и составляет не менее 5d (d - диаметр проволоки в милиметрах). Перемычка должна быть достаточно жесткой, чтобы удержать изолирующую часть в нужном положении, и достаточно гибкой, чтобы иметь возможность путем подгиба изменить угол ос между осями обеих частей.
Предвари гельно перемычка подгибается так, чтобы между осью токоведущего мундштука и осью изолированной втулки образовался острый угол, определяющий направление электродной проволоки. Благодаря этому в процессе работы при износе конца токоподводящего наконечника контакт не нарушается, так как вследствие перекоса проволо1 а все время поджимается к месту контакта, независимо от изпоса.
Предмет изобретения
Уатройство для электродуговой сварки с увеличенным вылетом электродной проволоки, содержащее токоподводящий мундштук и направляющую втулку с каналами для направления проволоки, соединенную с мундштуком
прямолинейной перемычкой, отличающееся тем, что, с целью обеспечения надежного контакта между мундштуком и проволокой, втулка расположена под углом к мундштуку, 5 а длина перемычки меньше длины участка проволоки, размешенной между мундштуком и втулкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| Устройство для электродуговой сварки | 1977 |
|
SU642104A2 |
| Токоподводящий наконечник для электродуговой сварки | 1989 |
|
SU1698006A1 |
| Сварочная горелка | 1989 |
|
SU1756059A1 |
| Токоподводящий мундштук | 1985 |
|
SU1320028A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Мундштук для дуговой сварки плавящимсяэлЕКТРОдОМ | 1979 |
|
SU841843A1 |
| Мундштук к сварочным головкам и горелкам | 1981 |
|
SU965659A1 |
| Токоподводящее устройство | 1983 |
|
SU1097461A1 |