J.
СО
со
ГО
НшА
4
П13ОДОЛЬА-А на
Изобретение отноеится к еварке и лю- жет быть широко использовано при выполнении различных сварных соединений из титана и его сплавов автоматической сзар- кой под флюсом нлав.5зщимся электродом.
Цель изобретения -- повышение качества металла шва при сварке под флюсом химически активнь:х металлов путем стабилизации параметров режима сварки и ступенчатого регулирования места токопод- вода к плавящемуся электроду.
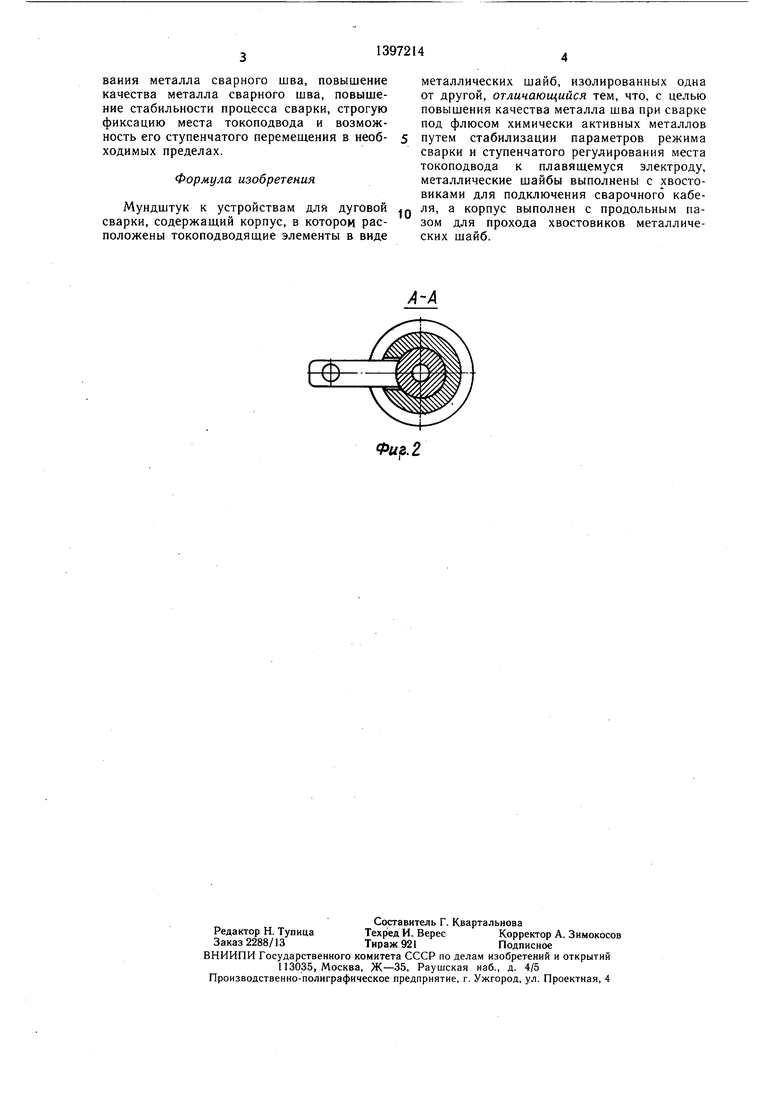
На фиг. 1 показан мунди1тук, ный разрез; на фиг. 2 - разрез фиг. 1.
Мундштук состоит из корпуса 1 свечи, токонодводяшего элемента 2, набран}К)го из отдельных изолированных между собой с хвостовиками для подключения сва- рочно|-о кабе;1я, сменного наконечника 3 и накидиой гайки 4. Корпус I свечи имеет продольный паз для прохода хвостовиков 1найб токоподводян1его элемента. По условиям тепломассиереноса корпус свечи и накидную гайку изготав.ливают из технической меди марки Ml, а шайбы токоподводя- щего эле,мента и сменный наконечник - из износостойкой кадмиевой бронзы. Переключение места токоподвода производится путем подключения сварочного кабеля к хвостовику соответствующей шайбы в зависимости от диаметра плавящегося электрода. Нижняя и.1айба токоведуп его элемента предназнг чена для подвода тока при использовании электродной проволоки мини- .ма.тьлюго диаметра, а верхняя -- ири ис- иользовании электродной проволоки максимального диаметра.
Одним из важных физических свойств титана, которое непременно необходимо учитывать при сварке этого металла, является его высокое удельное электросопротивлепие. По этой причине автоматическую сварку титана и его сплавов под флюсом плавящимся титановым электродом необходимо выполнять на минимально допустимом вы
лете электродной проволоки, который может изменяться в зависимости от ее диаметра. Несоблюдение данного требования приводит к чрезмерному перегреву электродной проволоки и, как следствие, к загрязнению, ее газами воздуха. В результате этого происходит ухудшение качества металла шва. Кроме того, чрезмерный перегрев электродной проволоки приводит к нарушению стабильности процесса сварки и имеют место случаи прилипания электродной проволоки к наконечнику мундштука, приводящие к остановке сварочного процесса. В последнем случае затрачивается дополнительно время на переналадку сварочного автома- j та и в безвозвратные отходы уходит до 1000 мм,, сварочной проволоки, а в ряде случаев и наконечник мундштука.
Отсутствие строго фиксированного места токоподвода приводит к нарушению стабильности процесса сварки и, как следствие, 0 к ухудшению формирования и качества металла сварного шва.
Предлагаемая конструкция мундштука обеспечивает регулирование места подвода сварочного тока к плавящемуся электроду в зависимости от диаметра используемого плавящегося электрода.
Мундштук применяют следующим образом.
Мундштук устанавливают на стандартном сварочном автомате ТС-35. На пластинах из технического титана ВТ1-О тол- пхиной 8 м.м на постоянном токе обратной полярности выполняют швы с использованием мундштуков предлагаемой конструкции. Стабильность процесса сварки оценивается по стабильности показаний прибо- 5 ров сварочного автомата. Формирование металла шва оценивается визуально после удаления шлаковой корки
Результаты проведенных наблюдений коррозионных испытаний и анализ содержания газов в металле швов приведен в таблице.
5
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук для двухдуговой сварки | 1987 |
|
SU1540980A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Токоподводящий мундштук | 1986 |
|
SU1444108A1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
| Мундштук для дуговой сварки плавящимсяэлЕКТРОдОМ | 1979 |
|
SU841843A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Токоподводящий мундштук к устройствам для дуговой сварки | 1986 |
|
SU1428542A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Устройство для направления присадочной проволоки | 1980 |
|
SU994177A1 |
| Токоподводящее устройство | 1979 |
|
SU821093A1 |
Изобретение относится к сварке и может быть использовано при выполнении различных сварных соединений из титана и его сплавов автоматической сваркой под флюсом плавящимся электродом. Цель - повышение качества металла шва при сварке под флюсом химически активных металлов путем стабилизации параметров режима сварки и ступенчатого регулирования места то- коподвода к плавящемуся электроду. Мундштук состоит из корпуса 1 свечи, токопод- водящего элемента 2, набранного из отдельных изолированных между собой шайб, сменного наконечника 3 и накидной гайки 4. Шайбы выполнены с хвостовиками для подключения сварочного кабеля. В корпусе 1 имеется продольный паз для прохода хвостовиков шайб. Переключение места токопод- вода производится путем подключения сварочного кабеля к хвостовику соответствующей шайбы в зависимости от диаметра плавящегося электрода. Это исключает перегрев плавящегося электрода. 1 табл., 2 ил. S
Понижение содержания газов воздуха в .металле шва, повышение коррозионной стойкости св-арного соединения, улучндение формирования металла шва и повьпаение стабильности дугового процесса при исполь- зоваиии .мундпдтука пред:1агаемой конструкции свидетельствую г об отсутствии перегрева электродной проволоки (плавящегося электрода) при прохождении ее через канал токоподводящего элемента мундштука. Применение мундштука предлгаемой конструкции при автоматической сварке под флюсом плавящимся электродом титана и его сплавов обеспечивает улучшение формироваиия металла сварного шва, повышение качества металла сварного шва, повышение стабильности процесса сварки, строгую фиксацию места токоподвода и возможность его ступенчатого перемещения в необходимых пределах.
Формула изобретения
Мундштук к устройствам для дуговой сварки, содержащий корпус, в котором расположены токоподводящие элементы в виде
металлических шайб, изолированных одна от другой, отличающийся тем, что, с целью повышения качества металла шва при сварке под флюсом химически активных металлов
путем стабилизации параметров режима сварки и ступенчатого регулирования места токоподвода к плавящемуся электроду, металлические шайбы выполнены с хвостовиками для подключения сварочного кабеЛЯ, а корпус выполнен с продольным пазом для прохода хвостовиков металлических шайб.
Фи.2
| Способ определения оптимальной концентрации ингибитора-пассиватора | 1987 |
|
SU1478099A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
