Изобретение относится к оборудованию для погрузочно-разгрузочных работ, а именно к устройствам для центрирования длинномерных Изделий нри их продольной и поперечной подачах.
Целью изобретения является расширение технологических возможностей за счет обеспечения центрирования длинномерных цилиндрических изделий как при поперечной, так и продольной их подаче.
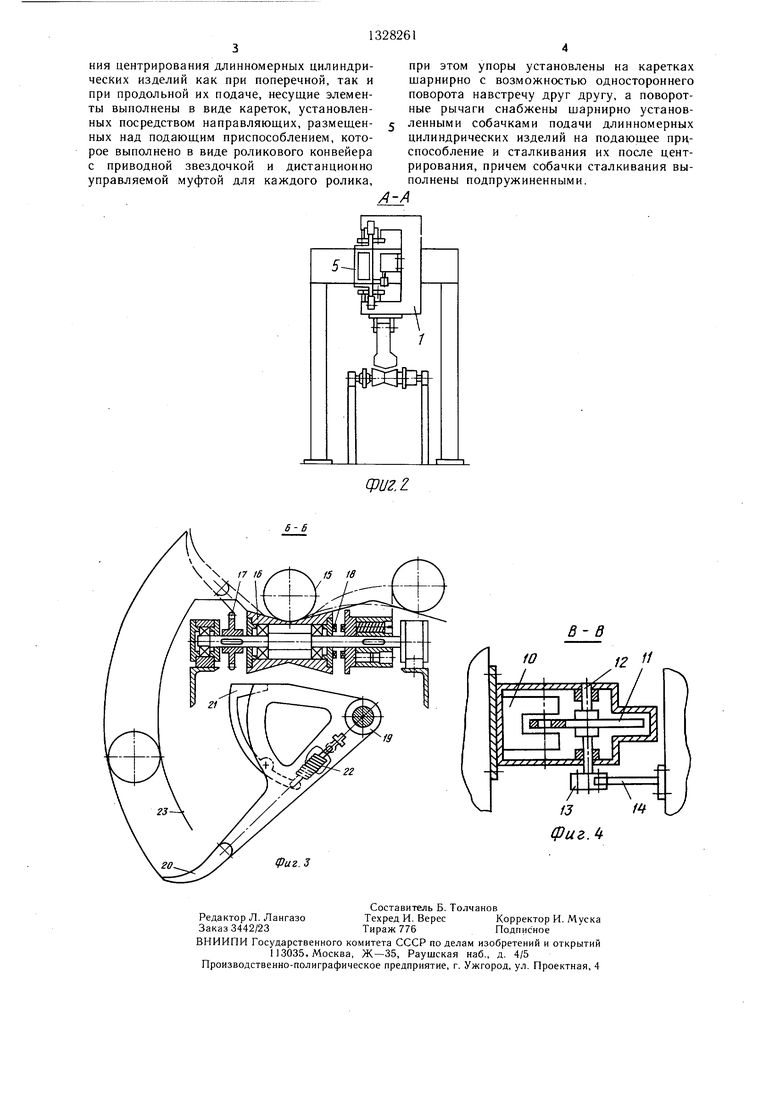
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Устройство для центрирования и выдачи длинномерных цилиндрических изделий содержит центрируюишй механизм, выполненный в виде двух симметрично расположенных несущих элементов в виде кареток 1, на корпусах которых шарнирно закреплены упоры 2 с возможностью одностороннего поворота вверх навстречу друг другу над конвейером 3, являющимся подающи м приспособлением и выполненным роликовым, за счет взаимодействия с кулачками 4 при подходе к исходным разведенным положениям.
Синхронное встречное движение кареток
1по направляющим 5, расположенным над транспортным конвейером 3, обеспечено реверсивным приводом 6 перемещения, состоящим из мотор-редуктора 7, зубчатых передач 8 и двух цепных передач 9. В корпусе каждой каретки 1 расположены фотодатчики 0, рабочие щели которых перекрываются вращающимися перфорированными дисками 11, закрепленными на осях 12, сопряженных с шестернями 13, обкатывающимися по рейкам 14, расположенным на направляющих 5.
Продольная подача изделий, например труб 15, осуществляется роликами 16 конвейера 3, каждый из которых при транспортировке длинномерных цилиндрических изделий сопряжен с приводной звездочкой 17, дистанционно управляемой муфтой 18. При центрировании изделий посредством упоров
2кареток 1 ролики 16 свободно вращаются на подщипниках.
Для поперечной подачи длинномерных цилиндрических изделий на транспортный конвейер 3 и выдачи их после центрирования (независимо от направления подачи) установлен механизм выдачи, выполненный в виде поворотных рычагов 19 с щарнирно установленными собачками 20 подачи длинномерных цилиндрических изделий на конвейер 3 и собачками 21 сталкивания их после центрирования, причем возврат собачки в исходное положение осуществляется пружиной 22. Для удерживания труб 15 при их подаче рычагами 19 на раме конвейера
3смонтирована направляющая 23.
Устройство оборудовано группой датчиков (не показаны), обеспечивающих управление в автоматическом режиме.
0
Устройство работает следующим образом.
Продольная подача изделий 15 в зону центрирования между упорами 2 кареток 1
осуществляется роликами 16 транспортного конвейера 3, при этом каждый из роликов 16 сопрягается муфтами 18 с приводными звездочками 17. После сбега конца изделия 15 с зоны центрирования датчик надичия изделия (не показан) отключает ролики
16 от приводных звездочек 17. Включается привод 6 кареток 1, при встречном синхронном движении которых происходит опускание вниз в вертикальное положение упоров 2 и взаимодействие одного из них с изде5 лием 15, в результате чего изделие перемещается навстречу противоположному упору 2. При перемещении кареток 1 по направляющим 5 навстречу друг другу происходит вращение в рабочих щелях фотодатчиков 10 перфорированных дисков 11, закрепленных на осях 12, сопряженных с щестернями 13, обкатывающимися по рейкам 14. При вращении .перфорированных дисков 11 подаются импульсы счетчику системы замера длины изделия (не показан), величина ко5 торой определяется как разница расстояния между положениями упор.ов 2 в начале отсчета и суммой путей, пройденных каретками. Контакт обоих упоров 2 с торцами изделия 15 обеспечивает расположение середины его длины относительно середины длины
0 транспортного конвейера 3, и при этом контакте перестают поступать импульсы от фотодатчиков 10, что является сигналом на реверс кареток 1 в исходное положение.
Съем изделий 15 с транспортного конвейера 3 после центрирования осуществля5 ется механизмом выдачи при помощи двуплечих рычагов 1|9 и собачек 21, которые при сталкивании изделия 15 выступают над рычагами 19, а при возврате рычагов 19 в исходное положение утапливаются за счет
0 массы следующего поданного изделия (только в случае поперечной подачи) и в исходном положении за счет воздействия пружин 22 занимают положение сталкивания.
Если центрирование ведется при поперечной подаче изделия 15, то при сталкивании
5 последнего собачками 21 одновременно собачками 20 подается следующее изделие 15.
Формула изобретения
Устройство для центрирования и выдачи длинномерных цилиндрических изделий, включающее подающее приспособление, центрирующий механизм в виде связанных реверсивным приводом синхронно перемещающихся навстречу друг другу несущих элементов с упорами и механизм выдачи длинномерных цилиндрических изделий в виде поворотных рычагов, отличающееся тем, что, с целью расщирения технологических возможностей за счет обеспечения центрирования длинномерных цилиндрических изделий как при поперечной, так и при продольной их подаче, несущие элементы выполнены в виде кареток, установленных посредством направляющих, размещенных над подающим приспособлением, которое выполнено в виде роликового конвейера с приводной звездочкой и дистанционно управляемой муфтой для каждого ролика.
при этом упоры установлены на каретках шарнирно с возможностью одностороннего поворота навстречу друг другу, а поворотные рычаги снабжены шарнирно установленными собачками подачи длинномерных цилиндрических изделий на подающее приспособление и сталкивания их после центрирования, причем собачки сталкивания выполнены подпружиненными.
сриг.2.
б-б
Редактор Л. Лангазо Заказ 3442/23
Составитель Б. Толчанов
Техред И. ВересКорректор И. Муска
Тираж 776Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Установка для многопакетной садки керамических изделий на печную вагонетку | 1983 |
|
SU1131656A1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| ШПАЛОПИТАТЕЛЬ ЛИНИИ ОБРАБОТКИ ШПАЛ | 1992 |
|
RU2070245C1 |
| Устройство для центрирования лесоматериалов | 1979 |
|
SU781149A1 |
| Установка для контроля герметичности полых изделий | 1986 |
|
SU1401308A1 |
| Устройство для поштучной выдачи из пакета длинномерных изделий | 1990 |
|
SU1782889A1 |
| Устройство для сбрасывания длинномерных грузов | 1989 |
|
SU1713870A1 |
| Устройство для ориентирования изделий на конвейере | 1985 |
|
SU1281488A1 |
Изобретение относится к оборудованию для погрузочно-разгрузочных работ и позволяет расширить технологические возможности устройства за счет обеспечения центрирования длинномерных цилиндрических изделий при их продольной и поперечной подачах. Для этого центрирующий механизм устройства выполнен в виде двух симметрично расположенных посредством направляющих кареток (К) 1с шарнирно закрепленными на корпусах упорами (У) 2. Под К 1 установлен роликовый конвейер (РК) 3 с приводной звездочкой и дистанционно управляемыми муфтами для каждого ролика. Синхронное встречное движение К 1 обеспечено реверсивным приводом перемещения. В корпусе К. 1 установлены фотодатчики с рабочими щелями, перекрываемыми перфорированными дисками. Продольная подача изделий в зону центрирования выполняется роликами РК 3. После сбега конца изделия с зоны центрирования датчик наличия изделия отключает ролики от звездочек. Включают привод 6 К 1, и при встречном синхронном движении К 1 опускаются вниз У 2. Один У 2 взаимодействует с изделием, перемещая его навстречу противоположному У 2. Диски при вращении подают импульсы счетчику системы замера длины изделия. Контакт обоих У 2 с торцами изделия обеспечивает расположение середины его длины относительно середины длины РК 3. Съем изделия РК 3 выполняется механизмом выдачи в виде поворотных рычагов с шарнирно установленными собачками подачи изделий на РК 3 и подпружиненными собачками сталкивания их после центрирования. 4 ил. ( (Л со to 00 OJ ср1/г.7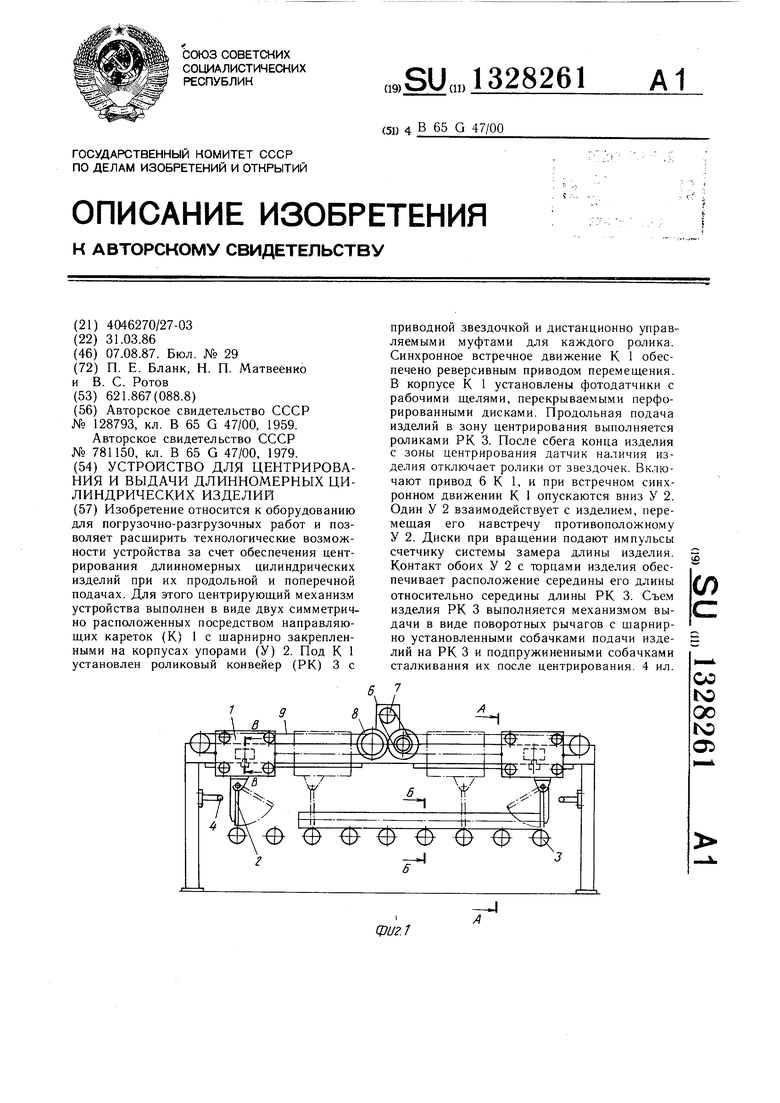
| Устройство для выравнивания торцов бревен | 1959 |
|
SU128793A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для центрирования лесоматериалов | 1979 |
|
SU781150A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
