Известны устройства для правки прессованных профилей непосредственно после прессования, устанавливаемые на столе пресса между матрицей и захватом растяжного устройства.
Предлагаемое устройство отличается применением совместно с.растяжным устройством передвижной каретки. Каретка несет длинную профильную втулку, осуществляющую предварительную правку профиля и ввод его свободкого конца в клещевой захват растяжного устройства. Это исключает необходимость применения раскручивающей приводной головки захвата растяжного устройства и обеспечивает механизацию ввода свободного конца профиля в захват растяжного устройства.
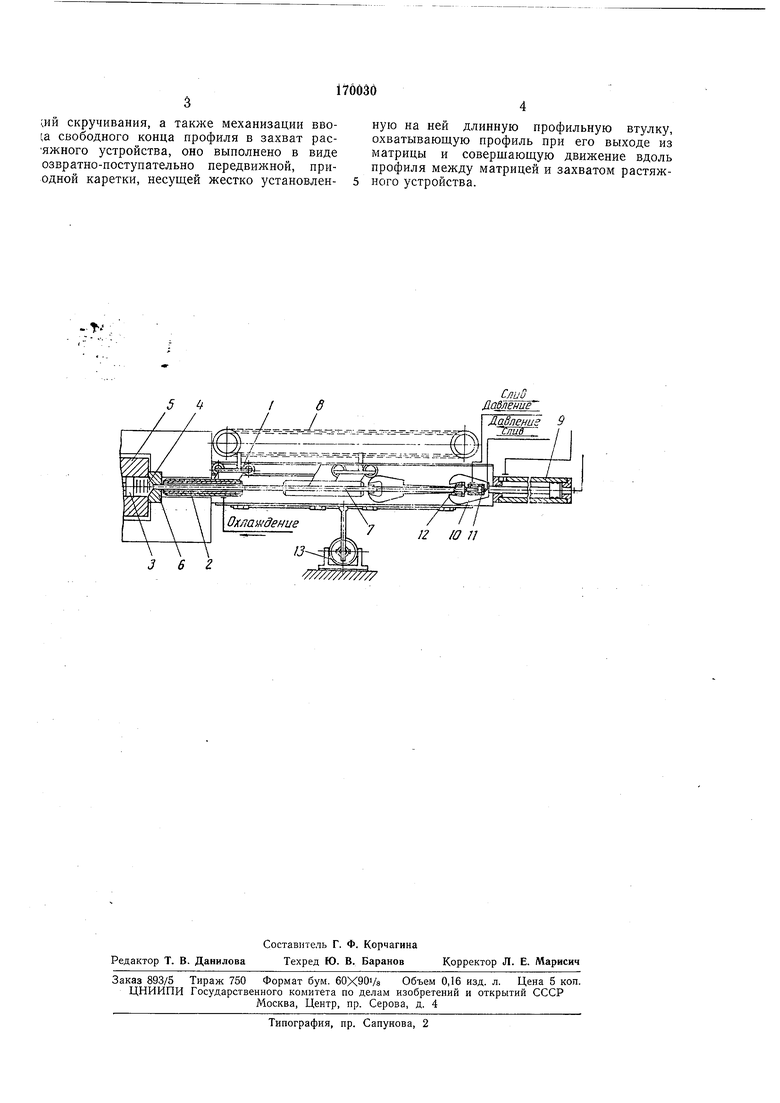
На чертеже изображена схема устройства.
Оно выполнено в виде приводной каретки /, несущей жестко установленную на ней длинную профильную втулку 2.
Пресс-щтемпель 3 давит на слиток 4, находящийся в контейнере 5. Усилием прессщтемпеля слиток выпрессовывается через окно матрицы 6 и проходит втулку 2, принимая при этом заданную форму профиля 7.
При помощи цилиндра 9 растяжное устрор ство 10 перемещается к торцу профиля, и хс дом порщня цилиндра 11 клещевой захват 1 зажимает профиль. Обратный ход каретк: осуществляется с одновременным охлажде нием профиля.
В конце каждого рабочего хода клещево: захват отводят в крайнее положение, растяги вая при этом охлажденный профиль и отры вая его от прессостатка.
При обратном ходе цилиндра 9 профил извлекается из втулки, а цилиндр 11 разжи мает клещевой захват. После этого профил ложится на дно желоба (на чертеже не по казан), который открывается с помощью ци линдра 13, и скатывается по дну его в ко пильник. Затем дно желоба возвращается : первоначальное положение, и цикл повто ряется.
Предмет изобретения
Устройство для правки прессованных про филей непосредственно после прессования устанавливаемое на столе пресса межд; матрицей и захватом растяжного устройства отличающееся тем, что, с целью осуществле ния предварительной правки профиля в про цессе его охлаждения, обеспечивающей значи тельное уменьщение его остаточных деформа
дай скручивания, а также механизации вво(а свободного конца профиля в захват расяжного устройства, оно выполнено в виде озвратно-поступательно передвижной, приодной каретки, несущей жестко установленную на ней длинную профильную втулку, охватывающую профиль при его выходе из матрицы и соверщающую движение вдоль профиля между матрицей и захватом растяжного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1999 |
|
RU2177848C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ ЛЕГКИХ СПЛАВОВ | 2007 |
|
RU2356668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ ЛЕГКИХ СПЛАВОВ | 2008 |
|
RU2387507C2 |
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ НАТЯЖЕНИЯ ПРИ ПРЕССОВАНИИ МЕТАЛЛОВ | 2005 |
|
RU2278758C1 |
| Устройство для подачи материала в рабочую зону пресса | 1983 |
|
SU1346305A1 |
| АВТОМАТИЧЕСКИЙ ПРЕССОВЫЙ КОМПЛЕКС ДЛЯ БРИКЕТИРОВАНИЯ РАДИОАКТИВНЫХ ОТХОДОВ | 2011 |
|
RU2465667C1 |
| Способ изготовления продольно- ОРЕбРЕННыХ СТАНиН | 1978 |
|
SU816605A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Ai-Mg-Si | 2004 |
|
RU2277451C1 |
| Устройство для подачи заготовок в зону обработки | 1986 |
|
SU1404146A1 |
3 6 г
Давление
