Изобретение относится к способу сварки давлением, в частности к способу холод- ной сварки корпуса и крышки, преимущественно из разнородных металлов.
Целью изобретения является расширение области использования способа холодной сварки корпуса и крышки вследствие обеспечения возможности сварки корпуса и крышки из разнородных металлов и повышение качества сварного соединения вследствие увеличения герметичности и прочности.
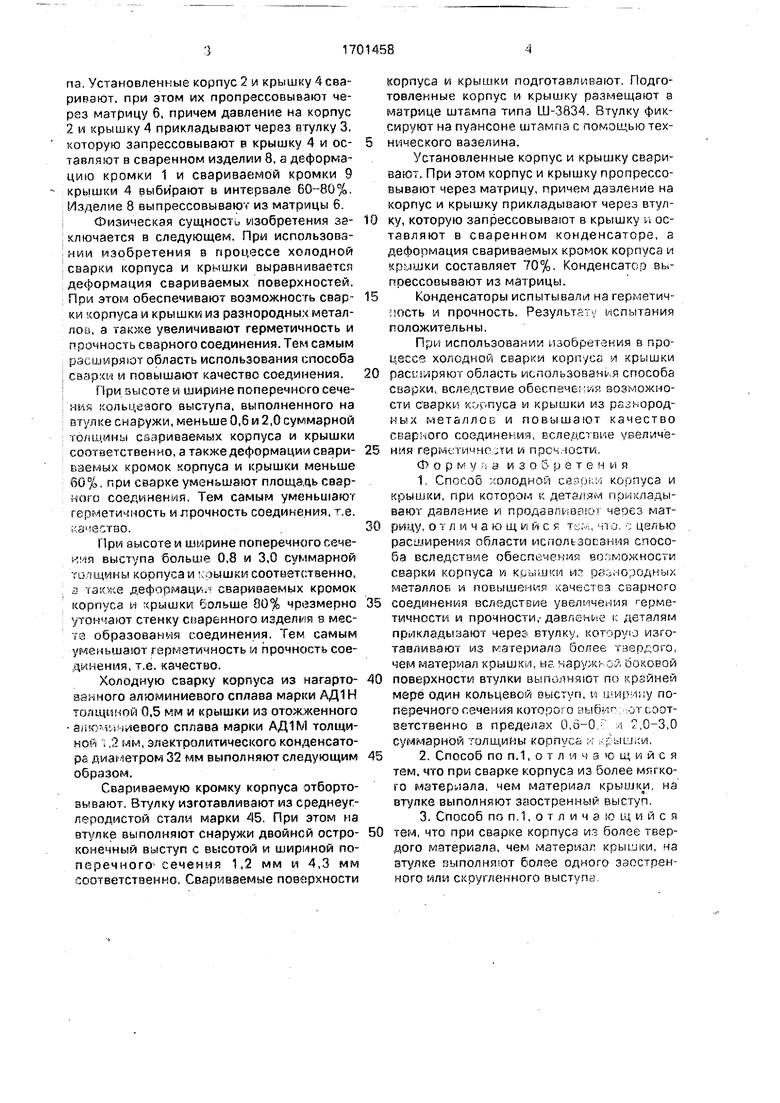
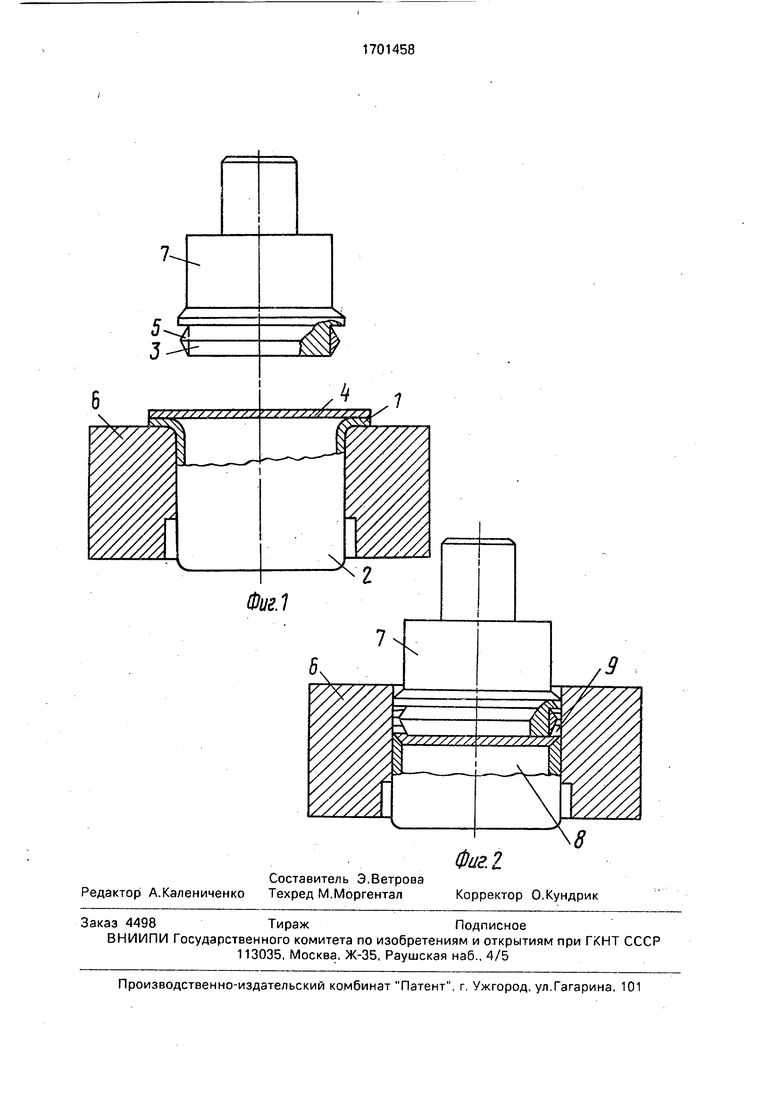
На фиг.1 показаны свариваемые корпус и крышка в начале холодной сварки; на фиг.2 - корпус и крышка в конце сварки.
Техническая сущность изобретения заключается в следующем. Свариваемую кромку 1 корпуса 2 отбортовывают. Изготавливают втулку 3. При этом в качестве металла втулки 3 выбирают металл более твердый, чем металл крышки 4. На втулке 3 выполняли снаружи, по крайней мере, один кольцевой выступ 5, причем высоту и ширину поперечного сечения которого выбирают соответственно в пределах 0,6-0,8 и 2 JD-3,0 суммарной толщины корпуса 2 и крышки 4. При сварке корпуса 2 из более мягкого металла, чем металл крышки 4, на втулке 3 выполняют один заостренный выступ 5. При сварке корпуса 2 из более твердого металла, чем металл крышки4, на втулке 3 выполняют несколько заостренных или скругленных выступов 5. Свариваемые поверхности корпуса 2 и крышки 4 подготавливают. Подготовленные корпус 2 и крышку 4 размещают в матрице 6 пресса или штампа. Втулку 3 фиксируют на пуансоне 7 пресса или штамXI о
а
(Л 00
а. Установленные корпус 2 и крышку 4 сваивают, при этом их пропрессовывают чеез матрицу б, причем давление на корпус
и крышку 4 прикладывают через втулку 3, которую запрессовывают в крышку 4 и осавляют в сваренном изделии 8, а деформаию кромки 1 и свариваемой кромки 9 крышки 4 выбирают в интервале 60-80%. Изделие 8 выпрессовывают из матрицы 6.
Физическая сущности изобретения заключается в следующем. При использовании изобретения в процессе холодной сварки корпуса и крышки выравнивается еформация свариваемых поверхностей. При ЭТОРЛ обеспечивают возможность сварки корпуса и крышки из разнородных метал- nou, а также увеличивают герметичность и прочность сварного соединения. Тем самым расширяют область использования способа сварки и повышают качество соединения.
При высоте и ширине поперечного сечения кольцеаого выступа, выполненного на втулке снаружи, меньше 0,6 и 2,0 суммарной толщины сзариваемых корпуса и крышки соответственно, а также деформации свариваемых кромок корпуса и крышки меньше 60%, при сварке уменьшают площадь сварного соединения. Тем самым уменьшают герметичность и лрочность соединения, т,е. ггзмество.
При высоте м ширине поперечного сече- чмя выступа больше 0,8 и 3,0 суммарной тинщины корпуса м чоышки соответственно,
3также деформации свариваемых кромок корпуса и крышки больше 80% чрезмерно утончают стенку сваренного изделия в места образования соединения. Тем самым уменьшают герметичность и прочность соединения, т.е. качество.
Холодную саарку корпуса из нагарто- ванного алюминиевого сплава марки АД1Н толщиной 0,5 мм и крышки из отожженного алюм .гмевого сплава марки АД1М толщиной . ,2 мм, электролитического конденсатора диаметром 32 мм выполняют следующим образом,
Свариваемую кромку корпуса отборто- вывают. Втулку изготавливают из среднеуг- леродистой стали марки 45, При этом на втулке выполняют снаружи двойней остроконечный выступ с высотой и шириной поперечного сечения 1,2 мм и 4,3 мм соответственно. Свариваемые поверхности
корпуса и крышки подготавливают. Подготовленные корпус и крышку размещают в матрице штампа типа Ш-3834. Втулку фиксируют на пуансоне штампа с помощью технического вазелина.
Установленные корпус и крышку сваривают. При этом корпус и крышку пропрессо- вывают через матрицу, причем давление на корпус и крышку прикладывают через втулку, которую запрессовывают в крышку и оставляют в сваренном конденсаторе, а деформация свариваемых кромок корпуса и кришки составляет 70%, Конденсатор выпрессовывают из матрицы.
Конденсаторы испытывали на герметичность и прочность. Результат, испытания положительны,
При использовании изобретения в процесса холодной сварки корпусе и крышки
расширяют область использования способа сварки, вследствие обеспечен ля возможности сварки корпуса и крышки из разнородных металле Б и повышают качество сварного соединения, вследствие увеличения герметично лги и прсч-юсти.
Ф о р iv v , а и з о 5 р е т е ч и я 1, Способ .олодной езг-ик; 1 корпуса и крышки, при котором к деталям прикладывают давление и продавливав чеоез матрицу, обличающейся т;.;., .,то. ; целью расширения области использосания способа вследствие обеспечения возможности сварки корпуса и кьыялси иг разнородных металлов и повышения ,ачесшз сварного
соединения вследствие увеличения герметичности и прочности,- давление i: деталям прикладывают через втулку, которую изготавливают из материала более твердого, чем материал крышка, нг, чаруж:- ей боковой
поверхности втулки выполняют по крайней мере один кольцевой выступ, и И игмяу поперечного сечения которое о уыбиг от соответственно в пределах 0,6-0 ; 7,0-3,0 суммарной толщины корпуса ;-: -fbiuitw,
2. Способ по п. 1,отличающийся
тем, что при сварке корпуса из более мягкого материала, чем материал крышки, на втулке выполняют заостренный выступ, 3. Способ по п. 1,отличающийся
тем, что при сварке корпуса из более твердого материала, чем материал крышки, ча втулке выполняют более одного заострённого мли скругленного выступа
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной сварки и устройство для его осуществления | 1982 |
|
SU1058742A1 |
| Способ холодной сварки трубок | 1985 |
|
SU1310151A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2232071C1 |
| Способ диффузионной сварки разнородных материалов | 2023 |
|
RU2821984C1 |
| Устройство для осуществления способа холодной сварки | 1981 |
|
SU1049218A2 |
| СПОСОБ ХОЛОДНОЙ ШОВНОЙ СВАРКИ | 1992 |
|
RU2023558C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ СВАРКИ И СНЯТИЯ ОБЛОЯ | 2005 |
|
RU2307011C1 |
| Способ холодной сварки капсул | 1987 |
|
SU1481010A1 |
| Способ соединения внахлест листов из алюминия и стали | 1990 |
|
SU1818188A1 |
Изобретение относится к способу холодной сварки корпуса и крышки преимущественно из разнородных металлов. Цель изобретения - расширение области использования способа сварки вследствие обеспечения возможности сврки корпуса и крышки из разнородных металлов и увеличение качества сварного соединения вследствие увеличения герметичности и прочности.. Кромку корпуса отбортовывают. Втулку изготавливают из металла более твердого, чем металл крышки, На втулке выполняют не менее одного выступа. Местоположение, форму и размеры поперечного сечения выступа регламентируют. Свариваемые поверхности деталей подготавливают и размещают в матрице, втулку фиксируют на пуансоне, детали пропрессовывают через- матрицу. Давление на детали прикладывают через втулку, которую запрессовывают в крышку и оставляют в изделии. Изделие вы- прессовывают. Выравнивают деформацию свариваемых поверхностей. При использовании способа обеспечивается выравнивание деформации свариваемых поверхностей. 2 з.п.ф-лы, 2 ил. (Л
6
Редактор А.Калениченко
Составитель Э.Ветрова Техред М.Моргентзл
Фаг. 1
Корректор О.Кундрик
| Строимая И.М | |||
| Холодная сварка металлов, Л.: Машиностроение, Ленинградское отделение, 1985, с.76-77, рис,4.1 д. |
