Изобретение относится к профилированию и правке кругов из сверхтвердых материалов методом пластического деформирования (накатывания).
Цель изобретения - повышение точности получения несимметричных профилей путем обеспечения равенства углов наклона векторов результирующего движения инструмента при подаче и отжиме.
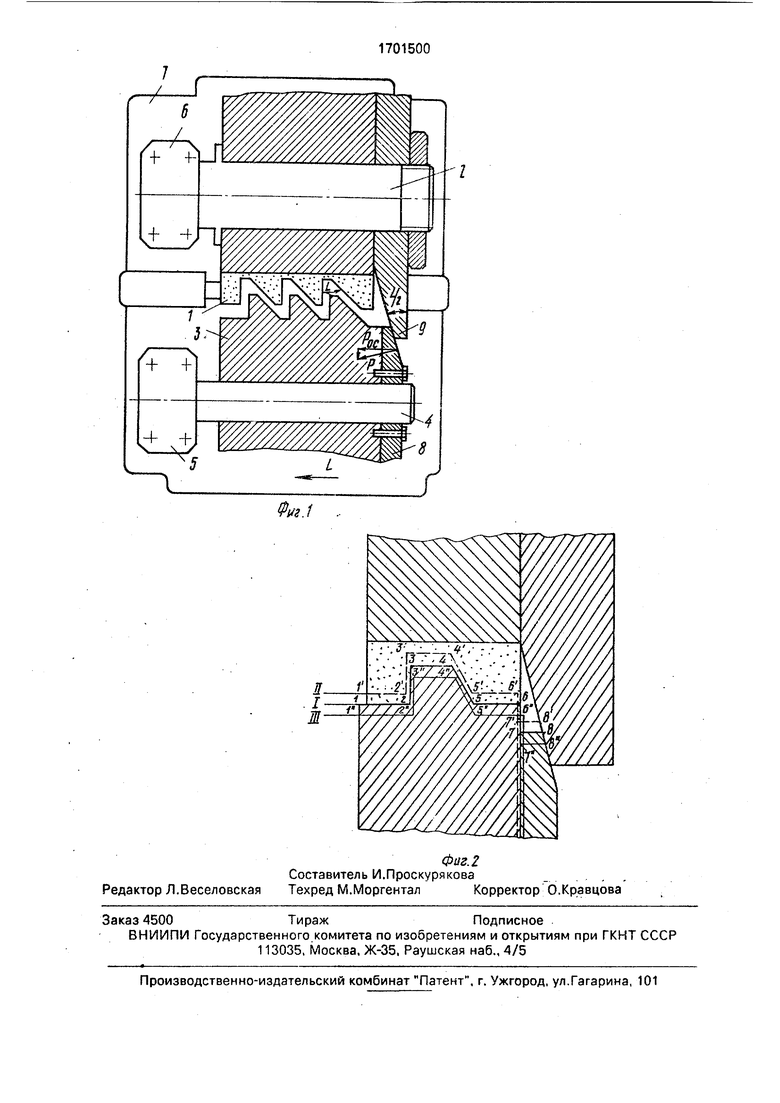
На фиг. 1 приведено устройство, общий вид; на фиг. 2 - схема формирования профиля круга.
Устройство состоит из круга 1. закрепленного на шпинделе 2, профилирующего инструмента 3, имеющего возможность свободного перемещения вдоль шпинделя 4, Шпиндели размещены параллельно один другому в подвижном 5 и неподвижном 6 суппортах, закрепленных на станине 7. Профилирующий инструмент снабжен жестко связанным с ним (например, с помощью
болтового крепления) копирным роликом 8, имеющим коническую боковую поверхность. К торцу профилируемого круга 1 жестко прижат копир 9 с аналогичной конической поверхностью, предназначенной для контактирования с поверхностью копирного ролика 8. Угол наклона образующей конуса копирного ролика 8 и копира 9 задается одинаковым и соответствует направлению подачи инструмента. Равнозначным описанному является вариант устройства, в котором инструмент 3 аналогичной конструкции жестко закреплен на шпинделе 4, а сам шпиндель 4 имеет свободное перемещение в подшипниках (не показаны) в осевом направлении. То же относится к копирному ролику 8 и копиру 9, которые могут меняться местами
О
цч о о
Устройство работает следующим образом.
Шпинделю 2 сообщают вращательное движение, а шпинделю 4 - поперечное перемещение по перпендикуляоу к оси вращения. Копирный ролик 8 вводят в контакт с вращающимся копиром 9, от которого передается вращение шпинделю 4 и инструменту 3. Под воздействием осевой составляющей (Рос) нормальной силы прижима, возникающей при контактировании копиров, инструмент 3 получает осевое перемещение вдоль оси шпинделя 4, взаимосвязанное с его поперечным перемещением так, что угол наклона вектора результирующего движения инструмента (направление подачи) соответствует углу конических поверхностей копиров.
Для создания одинаковых деформаций боковых сторон при накатывании симметричных профилей подачу осуществляют по биссектрисе профильного угпа а , для чего копир и копирный ролик выполняют с углом конуса а II.
Так как биение заготовки круга 1 вызывает периодическое изменение радиальной силы накатывания, инструмент 3 также приходит в колебательное движение. Для достижения требуемой точности формы профилированной поверхности необходимо, чтобы эти колебания происходили в на- правлении подачи (по биссектрисе профильного угла), которое не совпадает с направлением действич вызвавшей их силы.
Предлагаемое устройство обеспечивает движение инструмента 3 в требуемом направлении как при перемещении впеоед на круг (подаче), так и при перемещении назад (отжиме), что поясняется фиг.2
Пусть профилирующий инструмент 3 и круг 1 в определенный момент накатывания занимают положение I (1-2-3-4-5-6-7-S). Когда в контакт с инструментом 3 входит участок круга 1, расположенный в связи с эксцентриситетом ближе к центру, инструмент 3 под воздействием радиального усилия подается вперед и одновременно за счет взаимодействия копирного ролика 8 и копира 9 в осевом направлении. В результате круг 1 и инструмент 3 занимаю положение И (1-2-3-4-5-6-7-8). При контактировании с инструментом 3 участка круга 1, удаленного от центра, усилие накатывания возрастает и вызывает отжим инструмента в
радиальном направлении. Контакт копирного ролика 8 и копира 9 при этом прерывается и между ними появляется зазор. Но под воздействием профиля круга 1, занимающего смещенное положение на этом участке, инструмент 3 с присоединенным к нему ко- пирным роликом 8 отодвигается в осевом направлении и зазор ликвидируется. Круг 1 и инструмент 3 занимают положение III (1-2-34-5-6-7-8J. При этом вектор результирующего движения инструмента 3, являющегося суммой его перемещений в направлении, перпендикулярном оси и вдоль, во всех случаях будет наклонен под одним и тем же углом а
/2, равным углу конических поверхностей копиров.
Спрофилированный с помощью предлагаемого устройства круг 1 имеет фасонную поверхность, участки которой располагаются по окружности со смещением один относительно другого в одном и том же угловом направлении. Именно такое расположение отдельных участков профилированной поверхности обеспечивает возможность воссоздания ее точной формы за счет последующей регулировки круга на рабочей справке шлифовального станка.
Формула изобретения
Устройство для профилирования кругов
из свархтвеодых материалов, содержащее профилирующий инструмент и круг, расположенные на шпинделях с параллельными осями, г пханизмы вращения и относительмого перемещения шпинделей в направлении, перпендикулярном к оси, отличающееся тем, ч го, с целью повышения точности получения несимметричных профилей путем обеспечения равенства углов
наклона векторов результирующего движения инструмента при подаче и отжиме, инструмент установлен на шпинделе с возможностью осевого перемещения и снабжен жестко связанным с ним копирным
роликом, предназначенным для взаимодействия с введенным в устройство и расположенным на шпинделе круга копиром, при этом на рабочих поверхностях копира и копирного ролика выполнены конические поверхности, углы конусов которых соответствуют направлению подачи инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ накатывания профильных кругов из сверхтвердых материалов | 1990 |
|
SU1810194A1 |
| Копировальное устройство для обработки изделий сложной формы | 1986 |
|
SU1438948A1 |
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU952557A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО И НАРУЖНОГО ЗУБЧАТЫХ ВЕНЦОВ НА ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ПОЛЫХ ИЗДЕЛИЯХ | 2005 |
|
RU2379150C2 |
| Копировальное устройство | 1982 |
|
SU1055628A1 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| Способ обработки однозаходного или многозаходного червякообразного или резьбообразного изделия и устройство для его осуществления | 1981 |
|
SU1530085A3 |
| Способ профилирования шлифовального круга | 1988 |
|
SU1645117A1 |
| Автомат для обкатки наружной поверхности деталей | 1989 |
|
SU1742042A1 |
Изобретение относится к способам профилирования и правки кругов из сверхтвердых материалов пластическим деформированием (накатыванием) и позволяет повысить точность при получении несимметричных профилей за счет обеспечения равенства углов наклона векторов резуль- тирующего движения инструмента при подаче и отжиме. Для этого в устройстве для профилирования кругов из сверхтвердых материалов, содержащем расположенные на шпинделях 2 и 4 с параллельными осями профилирующий инструмент 3 vi круг 1, инсфу- мент установлен на шпинделе с возможностью осевого перемещения и снабжен жестко связанным с ним копирным роликом 8 и копиром 9, расположенным на шпинделе круга. 2 ил.
| СТАНОК ДЛЯ НАКАТЫВАНИЯ ВИНТОВЫХ ПРОФИЛЕЙ | 0 |
|
SU295596A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
