Изобретение относится к оборудованию для изготовления керамических пленок для многослойных металлокера- мических корпусов интегральных схем способом литья шликеров на технологическую подложкуо
Цель изобретения - повышение качества пленки.
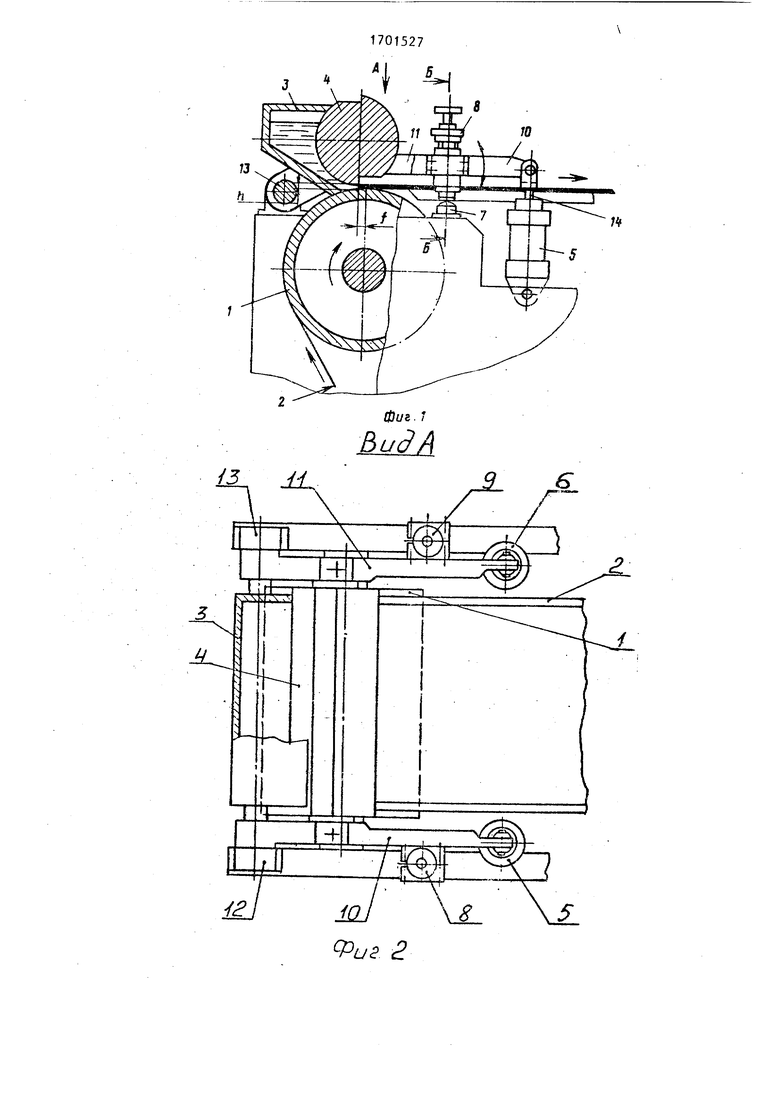
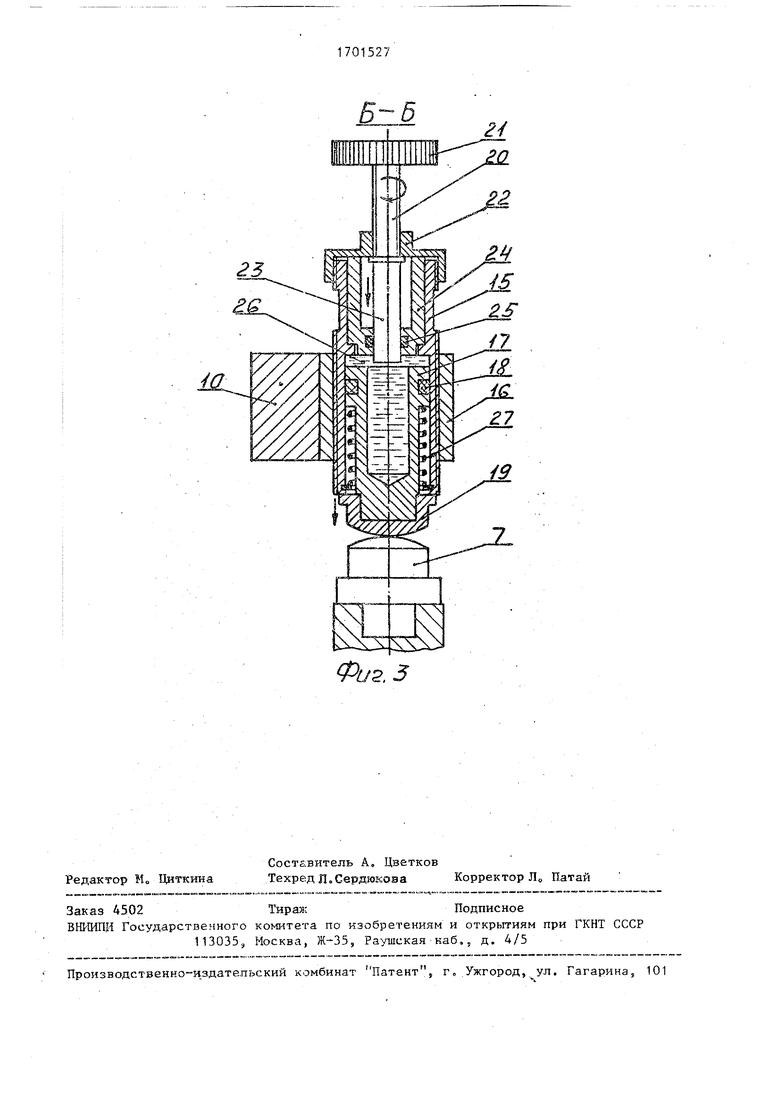
На фиг. 1 изображено устройство, общий вид; на фиг 2 - вид А на фиг.1; на фиг 3 - разрез Б-Б на фиг„1.
Устройство содержит опорный цилиндр 1, врашающийся под действием привода (не показан) совместно с технологической подложкой 2 облегающей по периферии цилиндр 1, литейную фильеру 3, передняя стенка которой выполнена в виде цилиндрического ножа 4 с
двумя острг-ми кромками ( из коо- мок запасная), образованными с помощь технологических выргзов, и механизм регулирования толшчны пленки, снабжен- ньй пне мсцилиндрами 5 и 6. н&подвижными опорами 7 и рвумя редучцко ными гидравлическими юрами 8S 9„
Фильера 3 установлена нац подложкой 2 РЭ параллельных рычагах 10S 11 с литейным забором h, perynHpveb« M с псггсгью редукционных гидравлических itiOB Ъ v 9„ Редукционные гпдравли- q.oC л поры 8 и 9 закреплены на ры- ч х 10, 11 « опираются в неподвижные опоры 70 Рычаги 10, 11 одними концами шарнирно опираются ча опоры 12, 13S а другими соединены со штоками 14 ПНРВЮЦНЛ- чдров 5 н 6.
Ось цилиндрического ножа 4 расположена со смещением f относительно оси опорного г.илиндра 15 чем обеспечивается размещение равняющей кромки ножа 4 в зоне плотного прилегания подложки 2 к цилиндру 1 о
Каждый гидравлический упор 8S 9 содержит корпус 15 ввинчивающийся по резьбе в цанговый зажим 16, поршень 17 с уплотнением 18, оканчивающийся засадкой 19Э микрометрический винт О, ввинчивающийся с помощью рукоятки 1 в крышку корпуса 22„ Свободней ко- Йец микровинта 207 выполненный н виде 5 щтока 23,, через втулку 24 с уплотне- фием 25 вводится в попость 26 корпуса 15, заполненную жидкостью. Обратное $амыкание поршня 17 осуществляется Йружиной 27„2
Устройство работает следующим образом о
Опустив фильеру 3 с помощью аневмо- цилиндров 5, 6 из верхнего положения, koTopoe необходимо для обеспечения 2 удобства обслуживания, в рабочее (до контакта гидроупоров 8, 9 с опорами 7) производят установку литейного зазора h поворотов рукоятки 21 гидроупоров
8, 9.3
Микрометрическая резьба винтовой пары 20, 22 выполнена с шагом 1 мм, а отношение площади поперечного сечения штока 2 3 к плотггади поршня 17 составляет 1siOs что обеспечивает поворо 3 том рукоятки 1 на 360 по часовой стрелке перемещение поршня 17 на 0,1 мм по закону вытесненной жидкостис При этом острая кромка цилиндрического ножа 4 поднимается на 0„05 мм вви- д ду ее расположения посередине между .опорами 7 и 12, 13 Отрегулировав зазор h по всей ширине фильеры 3 (с двух противоположных сторон), приводят в движение цилиндр ( с подложкой 2, 4
Известным способом осуществляют подачу шликера в фильеру 3 с автоматическим поддержанием , уровня в фильере и производят замеры отливаемой керамической пленки в жидком спое
При необходимости производят дополнительную корректировку величинь литьевого зазора
В зоне литья шликера на подлсжку образующие сферические поверхности цилиндрического ножа 4 и цилиндра 1 создают гидравлический клин - шликер втягивается подложкой 2 в литейный зазор с усилием, обратно пропорциональным вязкости шликерао
Указанное явление обеспечивает стабильность отливаемой пленки при колебаниях гидростатического давления шликера и изменэнии его вязкости.
В предлагаемом устройстве, втягиваясь в клиновый зазор с усилием, обратно пропорциональным вязкости, жидкий шликер подрезается острой кромкой ножа 4, в результате чего толщина отливаемой пленки практически не изменяется
Формула изобретения
Устройство для литья керамической пленки, содержащее литейную фильеру, установленную над подвижной технологической подложкой, и механизм регулирования толщины пленки в зависимости от вязкости шликера, отличающееся тем, что, с целью повышения качества отливаемой пленки, механизм регулирования толщины пленки снабжен пневмоцилиндрами, непорвиж- ными опорами и двумя редукционными гидравлическими упорами, взаимссвязанными с фильерой посредством параллельных рычагов, которые одними концами шарнирно закреплены в неподвижных опорах, а другими соединены со штоками пневмоцилиндров, при этом передняя стенка фильеры выполнена в виде цилиндрического ножа с двукя острыми кромками, а каждый гидравлический упор содержит корпус с поршнем и насадкой и микрометрический винт, свободный конец которого выполнен в виде штока, размещенного в корпусе„
&
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия литья керамической пленки | 1990 |
|
SU1747275A1 |
| Установка для литья керамической пленки | 1990 |
|
SU1759633A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКОЙ ПЛЕНКИ | 1992 |
|
RU2037415C1 |
| Устройство для литья пленки | 1981 |
|
SU1004098A1 |
| Установка для литья керамической пленки | 1987 |
|
SU1504100A1 |
| Устройство для литья керамической пленки | 1983 |
|
SU1096107A1 |
| Устройство для литья пленки | 1980 |
|
SU975404A1 |
| Устройство для литья ситалловой пленки | 1976 |
|
SU610804A1 |
| УСТРОЙСТВО для литья КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1969 |
|
SU238386A1 |
| Устройство для литья керамической пленки | 1986 |
|
SU1335470A1 |
Изобретение относится к оборудованию для изготовления керамических пленок для многослойных металлокера- мических корпусов интегральных схем способом литья шликеров на технологическую подложку. Цель изобретения - повышение качества отливаемой пленки. Устройство содержит литейную фильеру 3,. установленную гад технологической пплозчкий 2, и механизм регулирования тс-пци. ы паенки, i чабженный пневмоци- линдг s неподвижными опорами 7 и двумя редукционными гидравлическими упорами }лоры взаимосвязаны с филье- 3 по сред п л см параллельных рычагов &, 11, которые одними концами варнично закреплен;- в неподвижных а дпуги лк соединены со тггоха- ми 4 пгевм пчли оов, Передняя стенка с тьеры 3 bciiioirfehei в виде дильнд- рнчегкого ножа 4 с двумя острыми кромками, я каждьл гидравлически упор содержит корпус с поршнем и п-садкой и ми ромгтркческин винт, свободный конец которого выполнен в вице штока, раочещеньсго в орпуса, 3 ил0
ven(a
I глф
Фи.3
| Устройство для литья пленки | 1980 |
|
SU952598A1 |
