Изобретение относится к порошковой металлургии, в частности к устройствам для уплотнения порошка.
Целью является повышение надежности работы в автоматическом режиме.
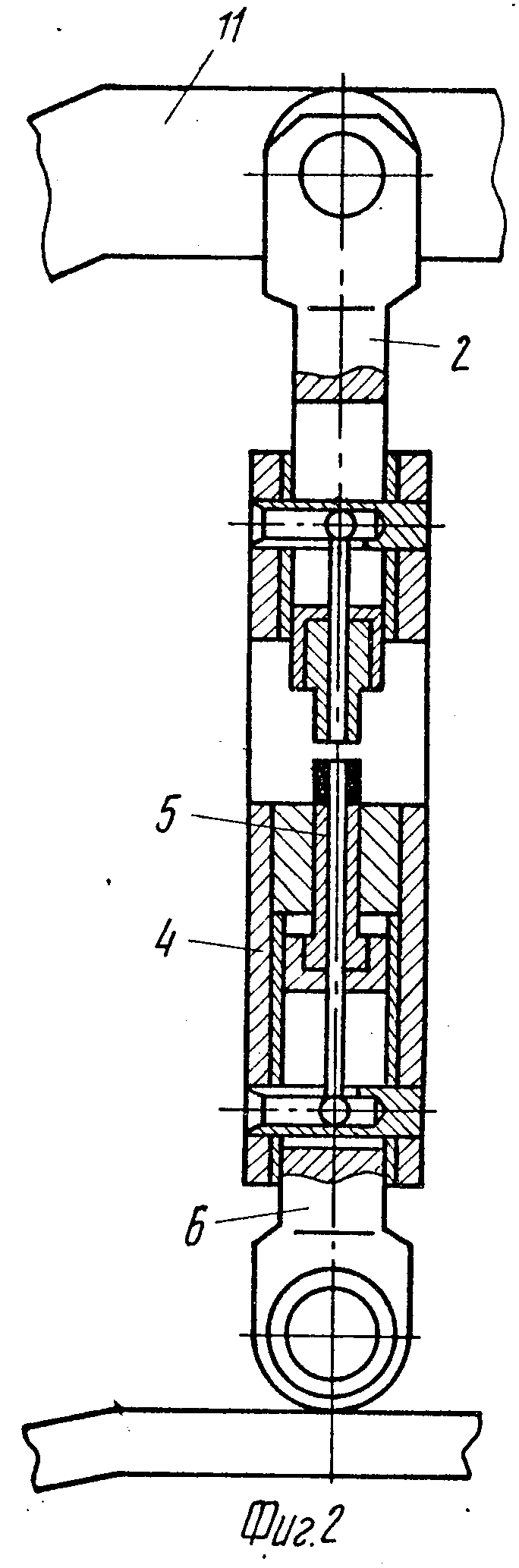
На фиг. 1 изображена пресс-форма в разрезе на стадии прессования; на фиг. 2 - пресс-форма после выталкивания прессовки.
Пресс-форма содержит верхний пуансон 1, жестко закрепленный в верхнем толкателе 2, матрицу 3, смонтированную в корпусе матрицы 4, размещенный с возможностью перемещения в отверстии матрицы 3 нижний пуансон 5, жестко закрепленный в нижнем толкателе 6. В отверстии нижнего пуансона 5 установлен основной, формующий отверстие в изделии, стержень 7, закрепленный в корпусе матрицы 4 поперечной планкой 8.
В отверстии верхнего пуансона 1 установлен на расстоянии от основного стержня 7 не менее длины хода нижнего пуансона 5 дополнительный стержень 9, также закрепленный в корпусе матрицы 4 поперечной планкой 10. При выполнении этого расстояния менее длины хода верхнего пуансона до матрицы изделие остается в матрице.
При выполнении этого расстояния более длины хода верхнего пуансона до матрицы часть отверстия будет забиваться порошком, что приведет к поломке стержня.
Пресс-форма смонтирована, например, в верхних 11 и нижних 12 копирах роторной машины для прессования изделий типа колец.
Пресс-форма работает следующим образом.
В отверстие матрицы 3, закрытое снизу нижним пуансоном 5, засыпают прессуемый материал. После засыпки нижний пуансон вместе с дозой пресс-материала опускается так, чтобы его уровень был ниже уровня матрицы. После этого в отверстие матрицы опускается верхний пуансон, затем происходит двустороннее прессование изделия верхним 1 и нижним 5 пуансонами. Отверстие в изделии формуется основным стержнем 7.
После прессования верхний пуансон выходит из отверстия матрицы 4 и дополнительный стержень 9, жестко закрепленный планкой 10 в корпусе матрицы 4, зачищает отверстие верхнего пуансона 1 от попавшего в отверстие пресс-порошка, исключая в дальнейшем возникновение осевых усилий на основной стержень 7. Затем ходом нижнего пуансона вверх изделие выталкивается из матрицы 3 в зазор между основным 7 и дополнительным 9 стержнями.
Данная пресс-форма позволяет прессовать в автоматическом режиме таблетки из ядерного топлива для снаряжения твэлов ядерных реакторов. Пресс-форма выдерживает 500-700 тыс. циклов прессования без потери геометрии формующего стержня. Порошок ядерного топлива имеет плохую текучесть, склонность к налипанию, поэтому прессование в известной пресс-форме требует периодической прочистки отверстия в верхнем пуансоне, что не устраняет опасности заклинивания и поломки нижнего стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования изделий из порошка | 1983 |
|
SU1092005A1 |
| Пресс-форма для прессования металлического порошка | 1984 |
|
SU1206002A1 |
| Пресс-форма для прессования порошковых изделий с полостью | 1988 |
|
SU1547950A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1980 |
|
SU942889A1 |
| Способ формования длинномерных изделий и устройство для его осуществления | 1987 |
|
SU1452664A1 |
| Пресс-форма для прессования изделий из порошков с профильными углублениями на наружной поверхности | 1988 |
|
SU1523253A1 |
| СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 2011 |
|
RU2475335C1 |
| Пресс-форма для прессования изделий из порошков | 1987 |
|
SU1468659A1 |
| Пресс-форма для прессования порошков | 1981 |
|
SU952435A1 |
| Пресс-форма для прессования металлических порошков | 1978 |
|
SU728996A1 |
Изобретение относится к порошковой металлургии, в частности к устройствам для уплотнения порошка. Целью изобретения является повышение надежности работы в автоматическом режиме. Пресс-форма состоит их матрицы 3, верхнего 1 и нижнего 5 пуансонов, в отверстии которых установлены неподвижные относительно матрицы стержни 9 и 7. При движении верхнего пуансона вверх стержень 9 прочищает отверстие в пуансоне 1 от попавшего в него порошка. 2 ил.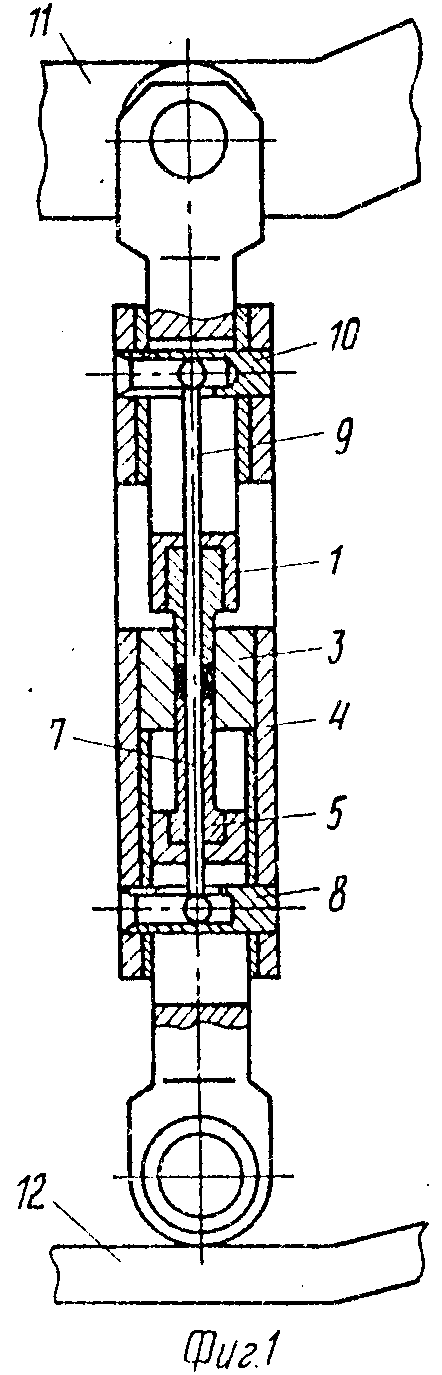
ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ С ОТВЕРСТИЕМ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ, содержащая матрицу, верхний и нижний подвижные пуансоны с отверстиями и жестко закрепленный относительно матрицы стержень, размещенный в отверстии нижнего пуансона, отличающаяся тем, что, с целью повышения надежности работы в автоматическом режиме, она снабжена дополнительным, жестко закрепленным относительно матрицы стержнем, размещенным в отверстии верхнего пуансона.
| Кипарисов С.С., Падалко О.В | |||
| Оборудование предприятий порошковой металлургии, М.: Металлургия, 1988, с.263, рис.196. |
