I
Изобретение относится к области машиностроения и может быть использовано в деревообрабатывающей и станкостроительной промьппленности для профильной заточки зубьев пил.
Целью изобретения является повышение точности и качества заточки зубьев пил за счет обеспечения равно- Мерного съема металла по профилю зубьев и исключения прижогов.
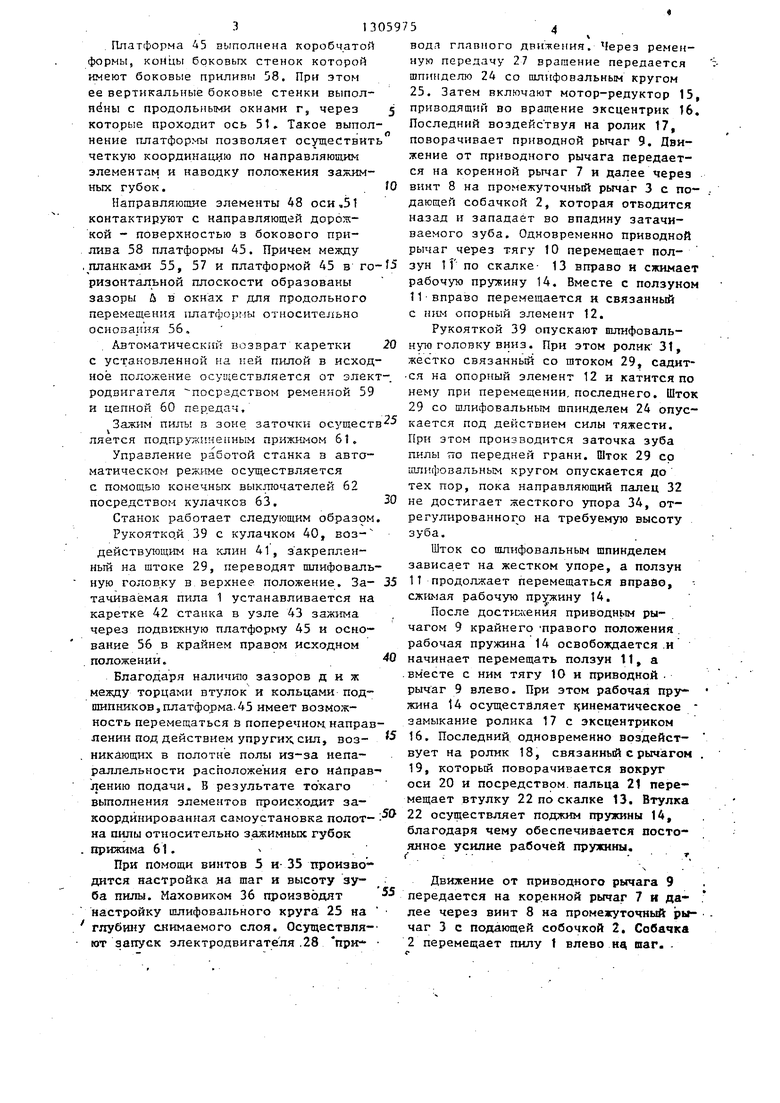
На фиг. 1 изображена кинематическая схема станка для заточки пил; на фиг. 2 - узел базирования затачиДля подъема шлифовальной головки
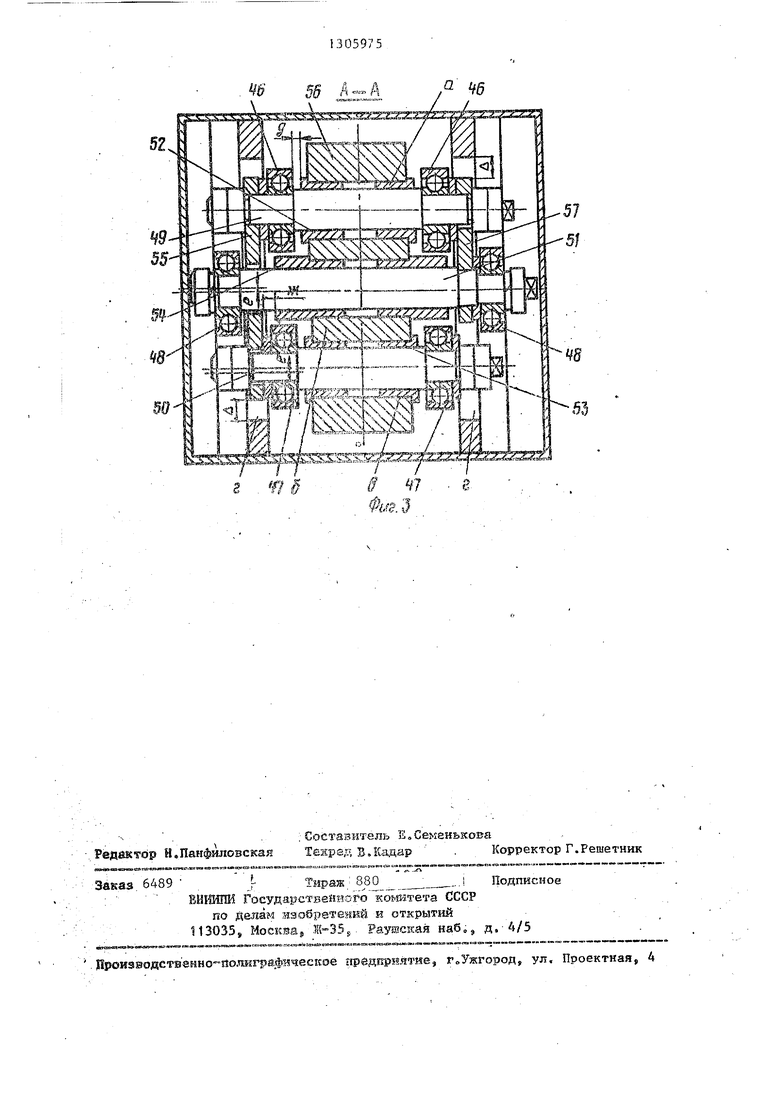
ваемой пилы; на фиг. 3 - узел базироваййя в разрезе по А-А.15 вручную служит рукоятка 39 с кулачСтайок для профильной заточки пил ком 40, упирающимся в клин 41. состоит из станины, на которой смонтированы все основные узлы и механизмы.
Механизм подачи 1 состоит из
подающей собачки.2, установленной на промежуточном рычаге 3, свободно сидящем на валу 4. На промежуточном рычаге 3 смонтирован винт 5 настрой™ ки на шаг зубьев, свободный конец
Для установки пилы на.станок служит каретка 42 с установленными на 1ей узлом 43 зажима вклю чагощю в ZO себя залшмны е губки с BHHTOMJ п ко- торые вставляется затачиваемая пила, и узлом 44 базирования пилы. Последний включает платформу 45s жестко связанную с узлом 43 зажима. Имеющую
которо.го в .заданном крайнем переднем верхние и нижние направляющие дорож положении собачки упирается в жест- ки бив соответственно, ПлатфЪрма 45 кий упор 6.верхними направляющш-«-1 дорожкаь-te б
С валом 4 жестко связан коренной опирается на две пары вр ащающ гхся нап рычаг 7, на котором смонтирован винт равляющих элементов 46 и 47 узла 44 8 настройки зоны подачи, упирающийся -30 базирования, а нижними контактирует свободным концом в промежуточный ры с направляющими элементами 48 узла 44
базирования, которые насажены на консольные части осей 49,30 и 51 со- ответственно, установленных но втул- 35 5сах 52, 53 и 54.
Направляющей элементы, выполнены
чаг 3. На валу 4 жестко сидит приводной рычаг 9, связанный посредст- бом тяги 10 с ползуном. 11s на котором смонтирован опорный элемент 12,
Ползун 11 свободно сидит на скалке
13,н-а которой навита рабочая пружина 14.. в виде шарикоподшипников„ Не.щ(,у тор- Взвод рабочей пружины осуществляется
мотор-редуктором 15 посредством эксцами втулок 52 и S3 и обращенных к ним торцам направляющих элементов
центрика 16, воздействующего на ро- 40 (йодшипнИков) 46, 47 образован зазор
.лик 17 приводного рычага 9, Эксцент™ | а между торцами втулки 54 и планрик 16 одновременно воздействует на
ролик 18 рычага 19, установленного
на оси 20, С рычагом 19 жестко свякой 55 зазор для перемещения осей 49-51 узла 44 базирования в их осевом направлении
зан .палец 21, воздействующий на втул- 5 i ку 22. . , -Втулки 52-54 закреплены в основаШлифовальная головка представляет нии 56,, жестко срязанном с кареткой собой корпус 235 внутри которого раз- 42 станка,
мещен шлифовальный шпиндель 24, а на Основани.е 56 узла базирования вклю- его концах устанавливаются шлйфоваль-50 чает -корпус, который выполнен с по- ный круг 25 и приводной шкив 26,.соеди- перечными сквозными отверстиями а, Н6ННМЙ ременной передачей 27 с элек1 б,Вз в каждые из которых установлены родвигателем 28.оси 49-51 через втулки 52-54,
Корпус 23 закреплен на штоке 29,, Оси 49 и 51, а также 49 и 50 попар- Установленном в направлянидих 30. На 55 но связаны между собой планками 55 штоке 29 установлен ролик 31, опираю- и 57 соответственно, благодаря чему щийся на опорный элемент 12, вьтолнйн- обеспечивается жесткость системы в ный в виде плоского кулачка. . поперечном направлении.
59752
Повороту корпуйи 23 с шлифовальным кругом 25 вокруг оси штока 29 под действием, сил резания при заточке препятствует палец 32 с направляющи- 5 ми 33. ;
Постоянство крайнего нижнего положения головки достигается наличием регулируемого жесткого упора 34,
Настройка станка на высоту зата- 10 чиваемых зубьев осуществляется вин- , там 35: вручную маховиком 36, автоматически - от электромагнита 37 с ° помощью храпового механизма 38,
Для подъема шлифовальной головки
Платформа 45 выполнена коробчатой формы, концы боковых стенок которой имеют боковые приливы 58. При этом ее вертикальные боковые стенки выполнены
с продольиыг и окнами г, через
которые проходит ось 51, Такое выполнение платформы позволяет осуществить четкую координацию по направляющим элементам и наводку положения зажимных губок.
Направляющие элементы 48 оси ,51 контактируют с направляющей дорожкой - поверхностью в бокового прилива 58 платформы 45. Причем между
Ш
водл главного движения. Через ременную передачу 27 врагаение передается шпинделю 24 со шлифовальным кругом 25. Затем включают мотор-редуктор 15, приводящий во вращение эксцентрик 16. Последний воздействуя на ролик t7, поворачивает приводной рьгчаг 9. Движение от приводного рычага передается на коренной рычаг 7 и далее через винт 8 на промежуточный рычаг 3 с подающей собачкой 2, которая отводится назад и западает во впадину затачиваемого зуба. Одновременно приводной рычаг через тягу 10 перемещает пол.планками 55, 57 и платформой 45 в зун if по скалке- 13 вправо н сжимает
рабочую пру:кину 14. Вместе с ползуном 11-вправо перемещается и связанный с ним опорный элемент 12.
ризонтальной плоскости образованы зазоры U в окнах г для продольного перемещения платформы относительно основаиня 56.
Автоматический возврат каретки 20 с установленной на ней пилой в исходное положе гие осудествляется от элект-. родвигателя посрадством ременной 59 и цепной 60 пер.едач.
Зажим пшть в зоне заточки осуществ ляется подпру7; инепным прижимом 61.
Управление работой станка в автоматическом осуществляется с помощью конечных выключателей 62 посредством кулачков 63,30
Станок работает следующим образом.
Рукоятко.й 39 с кулачком 40, воз- действующим на клин 41, з акреплен25
Шток со шлифовальным шпинделем зависает на жестком упоре, а ползу
ный на штоке 29, переводят шлифовальную головку в верхнее положение. За- 35 11 продолжает перемещаться вправо, тачиваёмая пила 1 устанавливается на каретке 42 станка в узле 43 зажима
сжимая рабочую пружину 14.
После достилсения приводньш рычагом 9 крайнего правого положения рабочая пружина 14 освобождается.и начинает перемещать ползун 11, а вм есте с ним тягу 10 и приводной . рычаг 9 влево. При этом рабочая пр жина 14 осуществляет 1 инематическо замыкание ролика 17 с эксцентриком 16. Последний, одновременно воздейс вует на ролик 18, связанный с рычаг 19, который поворачивается вокруг оси 20 и посредством.пальца 21 пер мещает втулку 22 по скалке 13. Втул 50 22 осуществ.ляет поджим пружины 14, благодаря чему обеспечивается пост янное усилие рабочей пружины.
через ПОДВ15ЖНУЮ платфорьгу 45 и основание 56 в крайнем правом исходном положении.
Благодаря наличию зазоров д и ж между торцами втулок и кольцами подшипников, платформа. 45 имеет возможность перемещаться в поперечной направлении под действием упруги ; сил, воз-
50
никающих в полотне полы из-за непа- раллельности расположения его нйправ- лению подачи. В результате токаго вьтолнения элементов происходит за- координированная самоустановка полотна Ш1лы относительно зажимных губок
прижима 61.
При помощи винтов 5 и- 35 производится настройка на шаг и высоту зуба пилы. Маховиком 36 производят настройку шлифовального круга 25 на
глубину снимаемого слоя. Осуществляют запуск электродвигателя.28 при
водл главного движения. Через ременную передачу 27 врагаение передается шпинделю 24 со шлифовальным кругом 25. Затем включают мотор-редуктор 15, приводящий во вращение эксцентрик 16. Последний воздействуя на ролик t7, поворачивает приводной рьгчаг 9. Движение от приводного рычага передается на коренной рычаг 7 и далее через винт 8 на промежуточный рычаг 3 с подающей собачкой 2, которая отводится назад и западает во впадину затачиваемого зуба. Одновременно приводной рычаг через тягу 10 перемещает ползун if по скалке- 13 вправо н сжимает
рабочую пру:кину 14. Вместе с ползуном 11-вправо перемещается и связанный с ним опорный элемент 12.
Рукояткой 39 опускают шлифовальную головку вниз. При этом ролик 31, жестко связанный со штоком 29, садится на опорный элемент 12 и катится по нему при перемещении, последнего. Шток 29 со шлифовальным шпинделем 24 опускается под действием силы тяжести. При этом производится заточка зуба пилы Т70 передней грани. Шток 29 со шлифозальнь м кругом опускается до тех пор, пока направляющий палец 32 не достигает жесткого упора 34, отрегулированного на требуемую высоту зуба.
Шток со шлифовальным шпинделем зависает на жестком упоре, а ползун
11 продолжает перемещаться вправо,
11 продолжает перемещаться вправо,
сжимая рабочую пружину 14.
После достилсения приводньш рычагом 9 крайнего правого положения. рабочая пружина 14 освобождается.и начинает перемещать ползун 11, а вм есте с ним тягу 10 и приводной . рычаг 9 влево. При этом рабочая пружина 14 осуществляет 1 инематическое замыкание ролика 17 с эксцентриком 16. Последний, одновременно воздействует на ролик 18, связанный с рычагом . 19, который поворачивается вокруг оси 20 и посредством.пальца 21 перемещает втулку 22 по скалке 13. Втулка 22 осуществ.ляет поджим пружины 14, благодаря чему обеспечивается постоянное усилие рабочей пружины.
Движение от приводного рычага 9 передается на коренной рычаг 7 и далее через винт 8 на промежуточный ры- . чаг 3 с подающей собочкой 2. Собачка 2 перемещает пилу 1 влево ид шаг. }5
20
5
При подаче пилы 1 механизма подачи тша увлекает за собой платформу 45, которая перемещается по направляющим элементам 46-48 (кольцам шарикоподшипников) ,, При этом зазор а между планкой и платформой выбирается до 0. После чего вместе с пилой начинает перемещаться каретка 42.
После окончания воздействия подающей собачки станка йа пилу послед- няя останавливается, а каретка по инерции продолжает движение, в результате чего вновь образуется зазор U .
ё месте с ползуном 11 влево пере- мещается и связанный с ним опорный элемент 12, профиль которого выполняют подобным задней поверхности затачиваемого зуба (спин- ; ке зуба). В зависимости от профиля : затачиваемых зубьев пил опорный эле-- мент делается а- енным.
Ролик 31, жестко связакньй со штоком 29, начинает катиться по поверх- |5 ностй опорного элемента 12, копируя; его профиль. При этом шток 29 со шлифовальным шпинделем 24 перемещает ся вверх..,
В результате сочетания движений 30 подачи н подъема шлифовального круга происхйднт формирование задней поверхности затачиваемого зуба,
Изменение этих движений в зависимости от профиля затачиваемых зу: бьёв задается одним опорным элементом благодаря жесткой кинематической связи опорного элемента с пода- кщей собачкой с .
. При досттекении собачкой 2 , него переднего положения, когда викт ( 5 упирается в жесткий упор б движение ползуна 1 пдд действием пружи иы 14 прекращается, происходит раз мыкание кинематической /связи portmtd .17 С эксцентриком 16.
При дальнейшем вращекин эксцентрик 1б снова приходит в контакт с ролн13059756
на зуб с помоЕДьга всем 17, приводйой рычаг 9 начинает
отводиться вправо происходит отвод собачки 2 назад при одновременном опускании штока 29 со шлифовальным шпинделем. Цикл работы станка повторяется до тех пор, пока не будет заточен последний зуб« В зтйм случае кулачок 63 воздействует на конечный выключатель 62, который включает электродвигатель автоматического возврата каретки 42.
Через ременную 59 и цепную 60 передачи каретка 42 q пилой врзвращает- ся в исходное положение. При этом осуществляется автоматическая попереч нал подача на глубину резания и зозоб- новляётся цикл работы .станка. Пйсле .осуществления заданного числа: про- . ходов станок автоматшгески отключается. ,. i Фор.му ла и.зобре генйя
Станок для профильной заточки шш по авТоСв. № 803237, о т л и ч а го- щ и и с я тем, что, с целью повышения To4HocTii и качес.тва заточки зубьев пнл, узел базировання пилы выпол- 30 иен в. виде связанной с зажимным узлом платформы коробчатой формы с приливами на боковых сторонах, смонтированного на каретке основания, установ- Иенных с. возможностыд осевого и ра- 35 диального перемещении трех осей С консольно размещённыАи кривошипами, закрепленными на каждой оси с двух сторон, расположенными на кривошипах с возможностью вращения направляющих
4й элементов,при . установлены паралле.льно одна другой в вьтолненш 1х в боков.ых стенках плат формы и осно вйния сквозных окнах, а направляющие элементы одной из осей размещены с
45 возмозкиос ью взаимодействи я с внутренней горизонтальной поверхностью дпатформы, а двух других осей - С Верхней плоекост прилива.
Станок для профильной заточки шш по авТоСв. № 803237, о т л и ч а го- щ и и с я тем, что, с целью повышения To4HocTii и качес.тва заточки зубьев пнл, узел базировання пилы выпол- иен в. виде связанной с зажимным узлом платформы коробчатой формы с приливами на боковых сторонах, смонтированного на каретке основания, установ- Иенных с. возможностыд осевого и ра- иального перемещении трех осей С консольно размещённыАи кривошипами, закрепленными на каждой оси с двух сторон, расположенными на кривошипах с возможностью вращения направляющих
элементов,при . установлены паралле.льно одна другой в вьтолненш 1х в боков.ых стенках плат формы и осно вйния сквозных окнах, а направляющие элементы одной из осей размещены с
возмозкиос ью взаимодействи я с внутренней горизонтальной поверхностью дпатформы, а двух других осей - С Верхней плоекост прилива.
8
J6
15
6
W 56 ,l:::iA
Ы
z
Q 6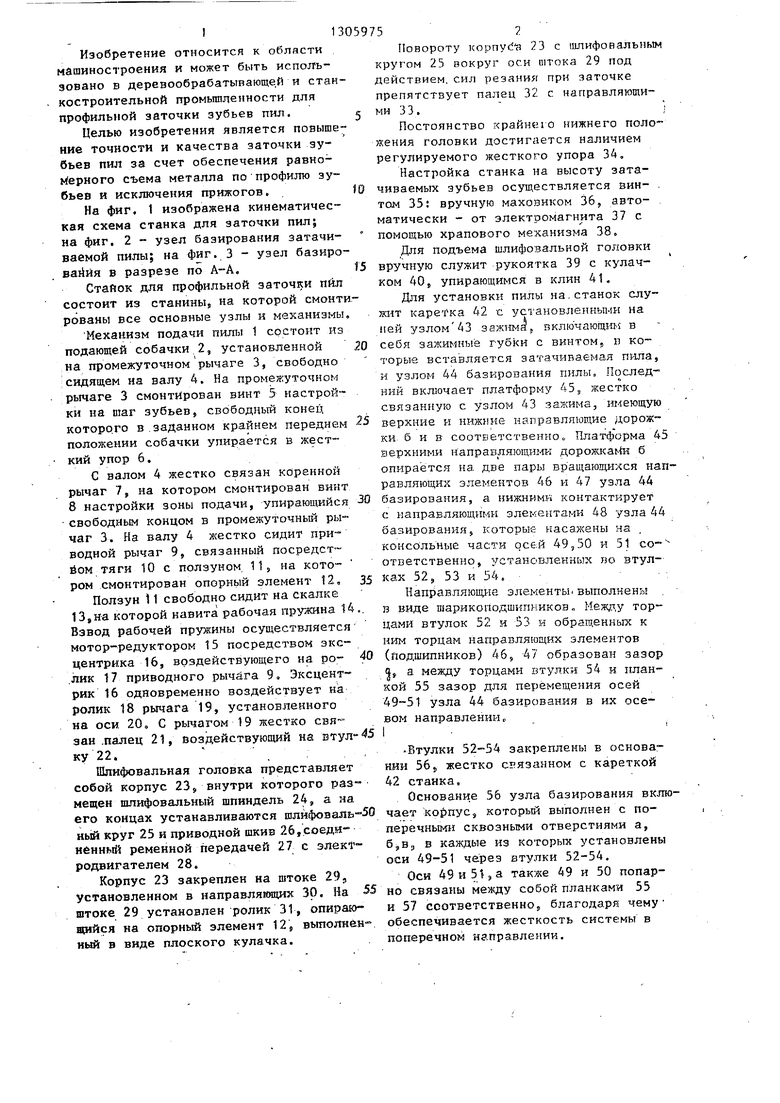
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для профильной заточки пил | 1979 |
|
SU803257A1 |
| Станок для профильной заточки пил | 1988 |
|
SU1703307A1 |
| Станок для заточки ножовочных полотен | 1984 |
|
SU1187963A1 |
| Заточный станок для заточки дереворежущих насадных фрез | 1989 |
|
SU1673402A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ ЛЕНТОЧНЫХ ДЕЛИТЕЛЬНЫХ | 1967 |
|
SU205519A1 |
| Устройство для заточки свеклорежущих ножей | 1976 |
|
SU648386A1 |
| Устройство для боковой заточки твердосплавных пил | 1990 |
|
SU1780996A1 |
| Станок для заточки инструмента | 1989 |
|
SU1761392A1 |
| Станок для заточки круглых пил | 1983 |
|
SU1222440A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
Изобретение относится к области машиностроения и позволяет произво дить точную и качественную заточку зубьев пил за счет обеспечения равномерного съема металла по профилю зубьев и исключения прижогов. Для достижения качественной заточки узел базирования пилы выполнен в В1аде связанной с зажимным узлом платформы коробчатой фсфмы с приливами на боковых сторонах смонтированного на каретке основания 56, установленных с возмонностью осевого и радиального перемещений трек осей 49-51 с кон- сольно размен енныг.ш кривошипами, зак peiineuiibiMH на ка;хдой оси с двух сторон, расположеиньй-ш на кривошипах с возможностью вращения направлякщ х элементов. При этом оси 42r.5t,установлены параллельно одна другой в выполненных в боковых стенках платформы и основания 56 сквозных окнак, а направляющие элементь одной из осей 49- 51 размещены с возможностью взаимодействия с внутренней горизонтальной поверхностью платформы, а двух дру- гик осей - с верхней плоскостью пря- лива. 3 шт. 
;Составитель E.Семанькова
Редактор Н,Панфиловская Текред В. Ка,цар
6489 f- Тгфаж; 880...
. BHlMTffi Государстгвеиного коьдатета СССР
по Делам нзобретеннй и открытий 113035, Москва, .; Раушская набр, д.-4/5
Корре Подпи
, Производств енно чЮ.тлиграЗ Вческое ггредщжятне, г„Ужгород, ул. Проектная, 4
Корректор Г.Решетник Подписное
| Станок для профильной заточки пил | 1979 |
|
SU803257A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
