Изобретение относится к области электродуговой наплавки и может быть использовано при наплавке крупногабаритных валков в металлургии,,
Износостойкость наплавленных валков в значительной степени зависит от формирования валиков, так как подрезы являются концентраторами напряжений, приводящих к образованию трещин.
Известен способ наплавки валков по винтовой линии с односторонним токоподводом (Мандельберг С„Л„, Лопата В„Ё,, Сидоренко Б„Г„ Влияние рас- .положения токоподвода на формирование швов при электродуговой сварке/ Автоматическая сварка 1076, If 8,
с„11-15), осуществляемым к планшайбе или задней бабке токарного станка При этом ток от электрода течет к точке токоподвода через ближнюю кромку сварочной ванны больше, чем через дальнюю В результате электромагнитное поле в околодуговом пространстве становится асимметричным, дуга отклоняется в сторону меньшего магнитного поля, к дальней кромке сварочной ванны, и формирование швов нарушается Поэтому при наплавке по винтовой линии с односторонним токоподводом формирование валиков при движении наплавочной головки от и на токоподвод различно; что снижает качество Наплавленного металла,
VJ ск
00
ттЛ
ю
Известен также способ дуговой сварки с двусторонним токоподводом (А„С„ ), при котором сварочный ток, протекающий по изделию в проти- е воположных направлениях, устанавливают независимо от расположения дуги относительно изделия Однако применение этого способа при наплавке крупногабаритных валков ограничено вследст-ю вие значительного увеличения ферромагнитной массы и воздействия ее на дугу, так как дуга отклоняется в сторону ферромагнитной массы. В результате формирование валиков зависит от |5 расположения дуги относительно кромок валка, что также приводит к нарушению качества наплавленного металла.
Целью изобретения является повышение качества наплавки путем исключе- J0 ния подрезовс
Поставленная цель достигается тем, что при электродуговой наплавке на постоянном токе с токоподводами к изделию в двух точках сварочный ток 25 разделяют на два тока, протекающие по изделию в противоположных направлениях, и раздельно регулируют непосредственно в процессе наплавки по соотношению30
IL
L,(l4-±
где 14 I L, чвеличина тока, протекающего через первый токопод- вод, А;
величина сварочного тока, протекающего через электрод, А;
расстояние от первого ток подвода до дуги, м; расстояние от второго ток подвода до дуги, м,
а токоподводы располагают по концам
изделия,
i
Способ электродуговой наплавки
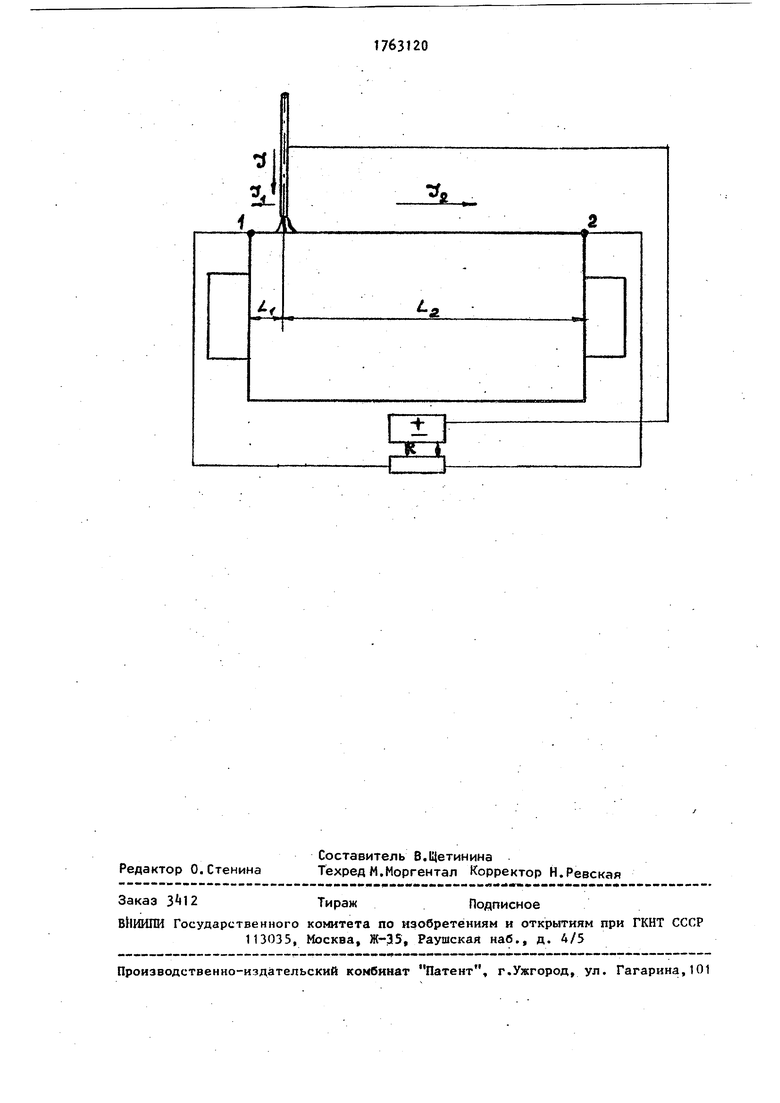
осуществляют следующим образом (см„чертеж) Валок устанавливают в токарный станок и к кромкам валка подводят токоподводы. Перед наплавкой устанавливают головку у кромки валка, в сварочной цепи токоподвода к которой предварительно выставляют
максимальное электрическое сопротив ление, а в цепи другого токоподвода минимальное сопротивление. Величину тока, протекающего к точкам токопод-
е ю|5
J0
25 30
35
40
45
50
55
вода, регулируют в процессе наплавки автоматически синхронно за счет плавного изменения сопротивления в сварочных цепях педвого и второго токо- подводов в зависимости от расположения дуги относительно токоподводов т яILJL
1 V г-
i. Li
Электрод закорачивают на валок у кромки, засыпают флюсом и возбу#1%ают дугу, С нажатием кнопки Пуск при удалении дуги от кромки валка и точки 1 токоподвода в его цепи автоматически уменьшается сопротивление и увеличивается ток. При этом синхронно в цепи точки 2 токоподвода автоматически увеличивается сопротивление и уменьшается величина сварочного тока. При расположении дуги в центре валка сопротивление в цепях токоподводов 1 и 2 становится равным и обеспечивается одинаковая величина тока к обеим токоподводам При приближении дуги к другой точке токоподвода 2 сопротивление в ее цепи увеличивается, и ток уменьшается.
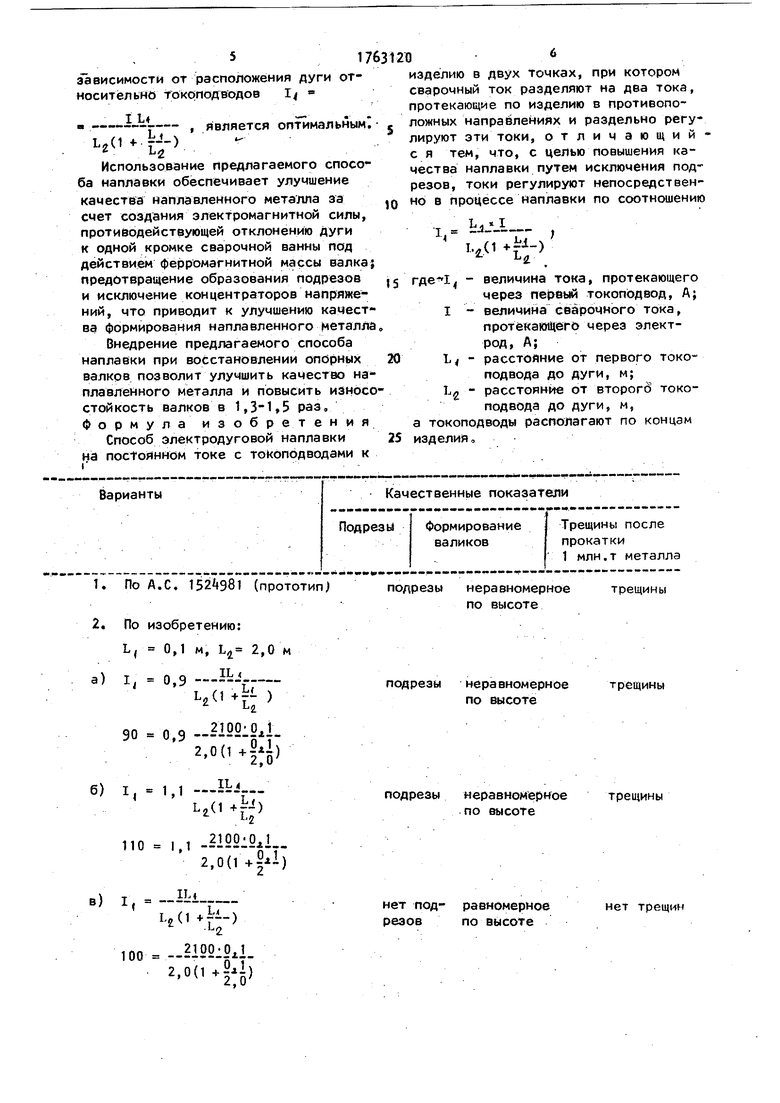
Производилась электродуговая наплавка опорных валков стана 1700 из ст.ЭХФ диаметром 1100 мм длиной 2,1м с различной величиной тока, протекающего к кромкам валка. В качестве источника питания использовали выпрямитель ВМГ-5000. Электродуговая наплавка производилась комбинированным электродом, состоящим из проволоки диаметром 4 мм и U-образной ленты сечением 5хС,5мм непостоянном токе , обратной полярности с двусторонним токоподводом. Наплавку осуществляли на следующем режиме: величина тока 2100 А, напряжение на дуге 27-2Э В, скорость наплавки 80 м/ч„ Величина сварочного тока, протекающего к точкам токоподвода 1 и 2, регулировалась автоматически синхронно путем изменения сопротивления в цепи токоподводов резисторамио Результаты проведенных исследований влияния растекания тока по валку к точкам токоподвода на образование подрезов и качество наплавленного металла представлены в таблице,
В результате проведенных исследований установлено, что регулирование тока, протекающего к токоподводам в
зависимости от расположения дуги относительно токоподводов 1 в
I в«.( является оптимальным.
v ц-
Использование предлагаемого способа наплавки обеспечивает улучшение качества наплавленного металла за счет создания электромагнитной силы, противодействующей отклонению дуги к одной кромке сварочной ванны под действием ферромагнитной массы валка; предотвращение образования подрезов и исключение концентраторов напряжений, что приводит к улучшению качества формирования наплавленного металла
Внедрение предлагаемого способа наплавки при восстановлении опорных валков позволит улучшить качество наплавленного металла и повысить износостойкость валков в 1,3-1,5 раз. Формула изобретения
Способ электродуговой наплавки на постоянном токе с токоподводами к
изделию в двух точках, при котором сварочный ток разделяют на два тока, протекающие по изделию в противоположных направлениях и раздельно регулируют эти токи, отличающий- с я тем, что, с целью повышения качества наплавки путем исключения подрезов, токи регулируют непосредственно в процессе наплавки по соотношению
LjjJ.
1.1
L2
;
гдетЕ - величина тока, протекающего через первый токоподвод, А; I - величина сварочного тока, протекающего через электрод, А; L - расстояние от первого токоподвода до дуги, м; Lg - расстояние от второгй токопод вода до дуги, м, а токоподводы располагают по концам изделия о
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство токоподвода к электроду для сварки и наплавки магнитоуправляемой дугой | 1989 |
|
SU1704973A1 |
| Способ наплавки ленточным электродом | 1990 |
|
SU1731510A1 |
| Способ наплавки ленточным электродом | 1989 |
|
SU1703320A1 |
| Способ дуговой наплавки ленточным электродом | 1988 |
|
SU1586868A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1192918A1 |
| Установка для сварки и наплавки ленточным электродом | 1990 |
|
SU1745452A1 |
| Способ двухэлектродной дуговой наплавки | 2021 |
|
RU2767334C1 |
| Способ многоэлектродной наплавки | 1989 |
|
SU1756054A1 |
| Сварочная головка для сварки и наплавки | 1982 |
|
SU1063563A2 |
| Способ дуговой сварки | 1990 |
|
SU1726177A1 |
Использование: наплавка крупногабаритных валков в металлургии. Сущность изобретения: к изделию через токоподводы в двух точках, подводят постоянный ток„ Токоподводы располагают на концах изделия Сварочный ток разделяют на два тока, протекающие по изделию в противоположных направлениях Регулировку тока производят раздельно непосредственно в процессе наплавки по соотношению I, I L,/L.x х (1 ), где 1 - величина тока, протекающего через первый токоподвод, А; I - величина сварочного тока, протекающего через электрод, A; LA - расстояние от первого токоподвода до дуги, м; L/J. - расстояние от второго токоподвода до дуги, м, 1 ил,,1 табл„ (Л
ВариантыКачественные показатели
Подрезы Формирование Трещины после валиков прокатки
1 млн.т металла
по высоте
L( 0,1 м, ц 2,0 м
а)т о qILj.
т ft L подрезы неравномерное трещины
2 Ц по высоте
до . о,9 2Ш:°д..
2,0(1 +Ы)
б)i ii
, L 4подрезы неравномерное трещины
г +Цпо высоте
по i,i -2Ш:о41
2,0(1 )
В) т .Ц;
, П°Д равномерноенет трещин
2 L,2резовпо высоте
юо . -2120:0 1.
2,0(1+|Л)
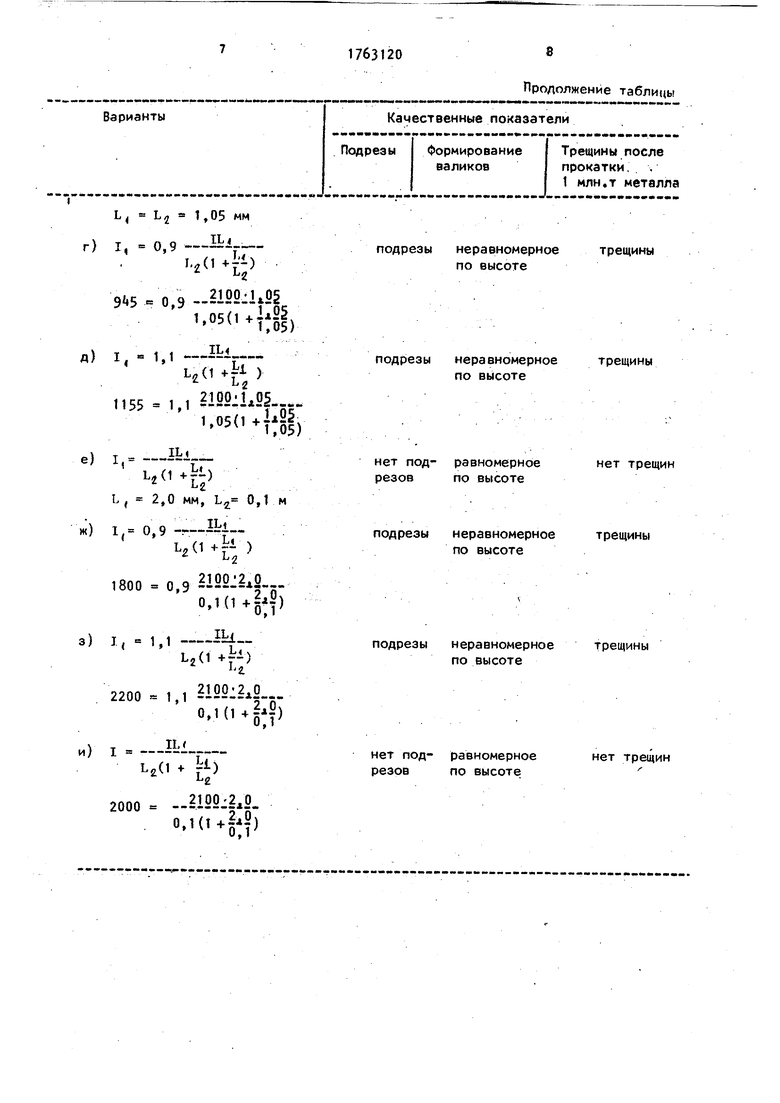
L 4 L2 « 1,05 мм
I, - 0,9 -Si I.z(l +Ь)
94S , o,9 У-°-° у|5 1,05(1+}J,
i,-i.i 1е(1 j )
„55.,., Ш;Ц
«о 4:i|)
I,--ttlj
L ( 2,0 MM, L2 0,1 м
I,- 0,9 -Јf
LЈ()
0,1(1+§)
j, -1,
L2(1 +f)
Y i
e.t d+§;)
и) I
IL
L«(1 + r1)
2000- .
Продолжение таблицы
подрезы неравномерное по высоте
трещины
подрезы неравномерное по высоте
трещины
нет под- равномерное резовпо высоте
нет трещин
подрезы неравномерное по высоте
трещины
подрезы
неравномерное по высоте
трещины
нет под- равномерное резов по высоте
нет трещин
| Мандельберг С„Л,, Лопата ., Сидоренко Б.Г | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Авторское свидетельство СССР № , кл„ В 23 К 31/06, 9/18, 1988 | |||
| ( СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ | |||
