Фиг1
hr
Изобретение относится к машиностроению и может применяться в сборочном производстве, в частности, при вывинчива- нии технологических подвесок из горловин газовых автомобильных баллонов после покраски и сушки.
Цель изобретения -повышение надежности захвата подвески путем обеспечения угловой ориентации патрона.
На фиг. 1 изображено устройство для вывинчивания деталей, например, технологической подвески из горловины баллона; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг, 4 - узел I на фиг. 1, разрез; на фиг. 5 - разрез В-В на фиг, 3; на фиг. 6 -вид Г на фиг. 3.
Устройство для вывинчивания деталей, например, технологической подвески из горловины баллона содержит рольганг 1 для подачи баллонов с ввернутой в их горловину технологической подвеской, упор 2 для останова баллона, нажимной механизм для фиксации баллонов, выполненный в виде качающегося рычага 3 с пневмоприводом 4. механизм приема и передачи технологических подвесок, выполненный в виде двух рычагов 5 и 6 с пневмоприводом 7, стационарную решетку 8 и магазин 9 для технологических подвесок. По станине 10 от привода 11 перемещается каретка 12 с установленным в опорах 13 и 14 шпинделем 15, имеющим привод 16 вращения, сочлененный со шпинделем подвижным шлице- вым соединением 17. На торце шпинделя 15 установлен захватный патрон, включающий ступицу 18 с закрепленным на ней разъемным ободом 19, в цилиндрических расточ- ках которого с возможностью поворота смонтированы оси 20, имеющие поперечные отверстия, в которых с возможностью осевого перемещения смонтированы стержневые пружины 21. Одни концы стержневых пружин 21 свободны, а другие закреплены в захватном элементе 22, снабженном квадратным пазом с заходным конусом и фиксатором 23 со сферическим торцом, подпружиненным пружиной 24. Опора 13 шпинделя 15 представляет собой подшипник скольжения, опора 14 выполнена в виде гайки, взаимодействующей с резьбой, предусмотренной на шпинделе 15, причем шаг резьбы упомянутого резьбового соединения равен шагу резьбы вывинчиваемой из баллона технологической подвески.
Предусмотрены средства автоматического управления устройством, представляющие собой конечные выключатели 25-29, установленные на соответствующих механизмах, и средства 30-32 воздействия на конечные выключатели.
Устройство работает следующим образом.
Баллон 33 с ввернутой в него технологической подвеской 34 подается по рольгангу
1 до упора 2, конечный выключатель 25 по-, дает команду на включение пневмопривода 4 и зажим баллона рычагом 3. Каретка 12 находится в своем крайнем правом положении, а шпиндель 15с захватным патроном в крайнем левом положении. Рычаги 5 и 6 механизма приема и передачи технологической подвески 34 находятся в исходном нижнем положении. После зажима баллона 33 включается пневмопривод 11, каретка 12
перемещается в направлении к баллону до крайнего положения, фиксируемого конечным выключателем 26. При этом захватный элемент 22 захватного патрона надвигается на хвостовик технологической подвески 34,
имеющей квадратное сечение и цилиндрический буртик. За счет возможности изгиба и подвижной установки стержневых пружин
21 захватный элемент 22 центрируется по цилиндрическому буртику технологической
подвески 34. По достижении заходным конусом торца хвостовика технологической подвески 34 при несовпадении граней ее хвостовика с гранями квадратного паза захватного элемента 22 последняя усилием
пневмопривода 11 отжимается на величину сочленения хвостовика с квадратным пазом.
При достижении кареткой 12 крайнего левого положения конечным выключателем
26 дается команда на останов каретки 12 и включение привода 16 вращения шпинделя 15.
При начале вращения шпинделя 15 происходит совпадение граней квадратного паза захватного элемента с гранями квадрата хвостовика подвески 34. Шпиндель 15 благодаря подвижному шлицевому соединению 17 перемещается по резьбе опоры 14 по шагу резьбы, осуществляя вывинчивание
технологической подвески 34 из горловины баллона 33.
Вывинченная технологическая подвеска 34 одним концом опирается на рычаг 5. продолжая перемещаться со шпинделем 15 за счет удержания ее фиксатором 23 до упора вторым цилиндрическим буртиком в рычаг 5. При выходе хвостовика технологической подвески 34 из захватного элемента
22 она поступает полностью на рычаги 5 и 6. Шпиндель 15, вращаясь, доходит до крайнего правого положения, и конечный выключатель 28 подает команду на выключение привода 16 вращения и включение приводов 4, 11 и 7.
Вращение и перемещение шпинделя прекращается, каретка 12 возвращается в исходное положение. Баллон 33 отводится на следующую технологическую операцию. Технологическая подвеска 34 рычагами 5 и 6 передается на стационарную решетку 8, по которой скатывается в магазин 9. Включается привод 16 вращения шпинделя 15 и шпиндель, вращаясь в резьбовой гайке опоры 14, перемещается в левое исходное положение, фиксируемое конечным выключателем 27.
Далее цикл повторяется.
Формула изобретения Устройство для вывинчивания подвесок, содержащее механизм зажима баллона, каретку с механизмом для передачи вращающего момента от привода к подвеске и закрепленный на валу привода патрон, в корпусе которого расположен захватный элемент с квадратным отверстием и заход- ным конусом, отличающееся тем, что, с целью повышения надежности захвата подвески путем обеспечения угловой ориентации патрона, захватный элемент закреплен на концах упругих прямых стержней, подвижно установленных в шарнире, размещенном в корпусе патрона.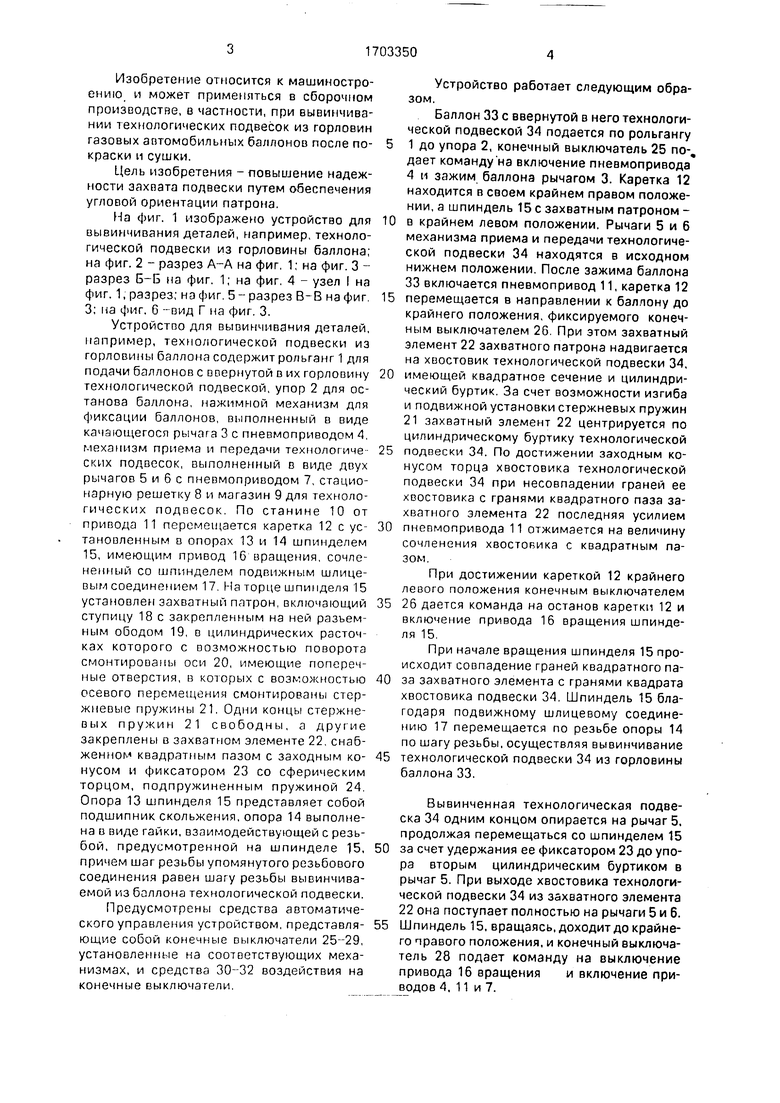

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для завинчивания деталей | 1986 |
|
SU1388259A1 |
| Станок для завинчивания резьбовых подвесок в баллоны | 1987 |
|
SU1484545A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ОБЕЗЖИРИВАНИЯ, МОЙКИ И СУШКИ КОМПЛЕКТУЮЩИХ ДЕТАЛЕЙ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2265901C2 |
| Автоматическая линия перемещения и передачи изделий | 1987 |
|
SU1502445A1 |
| Полуавтоматическая линия пневмоиспытаний и тарирования баллонов | 1979 |
|
SU772820A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Гайконарезной автомат | 1980 |
|
SU965653A1 |
| Линия для химической и термической обработки изделий | 1982 |
|
SU1039841A1 |
| Линия электрофоретического селективного декорирования изделий | 1976 |
|
SU681119A1 |
| Устройство для загрузки и ориентирования стержневых деталей | 1978 |
|
SU779012A1 |


Изобретение относится к машиностроению и может применяться в сборочном производстве, в частности, при вывинчивании технологических подвесок из горловин газовых автомобильных баллонов после покраски и сушки. Цель изобретения - повышение надежности захвата. Устройство для вывин- чивания деталей содержит рольганг 1 для подачи баллонов 33 с ввернутой в их горловину технологической подвеской 34, зажимной механизм для фиксации баллонов, механизм приема и передачи технологических подвесок, стационарную решетку 8 и магазин 9 для технологических подвесок. По станине 10 перемещается каретка 12 с установленным в ней приводным шпинделем 15 с захватным патроном и захватным элементом, снабженным квадратным пазом с за- ходным конусом и фиксатором. В цилиндрических расточках разъемного обода с возможностью поворота смонтированы оси, имеющие поперечные отверстия, в которых с возможностью осевого перемещения смонтированы стержневые пружины, Одни концы стержневых пружин свободны, а другие закреплены в захватном элементе. Шпиндель 15 связан с кареткой 12 резьбовым соединением, имеющим шаг резьбы, равный шагу резьбы вывинчиваемой дета- ли. 6 ил. Ј
Фиг.2
lL
.з
Pt/tr.4
20
Риг.6
| Станок для завинчивания резьбовых подвесок в баллоны | 1987 |
|
SU1484545A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
