§
оп
Nd 1
О1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки штучных грузов в этажерки подвесного конвейера | 1987 |
|
SU1502444A1 |
| Устройство для перегрузки подвесок с подвесного конвейера | 1978 |
|
SU770951A1 |
| Автоматическая линия для гальванохимической обработки крупногабаритных листовых изделий | 1983 |
|
SU1084342A1 |
| Подвесной конвейер | 1983 |
|
SU1084192A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2038974C1 |
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Устройство для пакетирования штучных изделий | 1987 |
|
SU1654179A1 |
| Устройство для перегрузки подвесок с траверс подвесного конвейера | 1981 |
|
SU1004227A1 |
| Автоматическая линия | 1984 |
|
SU1187962A1 |

Изобретение относится к транспортировке и позволяет упростить конструкцию и повысить производительность. Линия включает подвесной конвейер (ПК) 1, подающее и приемное приспособления. Поперек трассы ПК 1 установлены горизонтальные направляющие пути 10 с находящимися на них манипуляторами. Последние выполнены в виде приводного моста 8 с вертикальными направляющими 11 и подвижно установленных в них кареток (К) 12 со схватами 13. На ПК 1 установлены многоярусные подвески (МП) 25 с фиксирующими приспособлениями 7 с ловителями 23, взаимодействующими с хвостовиками МП 25. В систему управления линии включено приспособление точного останова манипуляторов, выполненное в виде установленного на мосту 8 бесконтактного конечного выключателя 17 и воздействующего на него набора раздвижных пластин 18, установленных через шарнир 19 на пути 10. При этом К 12 установлены со смещением одна относительно другой по горизонтали на шаг МП 25, количество их на каждом манипуляторе кратно количеству ярусов МП 25 и они расположены на манипуляторе по диагонали со смещением по высоте, равным шагу между ярусами. Манипулятор захватывает схватами 13 с подающего приспособления партию изделий 26, поднимая их на разную высоту и располагая К 12 по диагонали. Мост 8 перемещается к ПК 1, хвостовики МП 25 которого фиксируются ловителями 23. При опускании К 12 и разжатия схватов 13 изделия 26 укладываются на МП 25 по диагонали. При ходе ПК 1 на шаг, равный шагу МП 25, процесс загрузки повторяется, при этом на МП 25 докладывается одно изделие 26. 2 з.п. ф-лы. 4 ил.
3150
но установленных в них кареток (К) 12 со схватами 13. На ПК 1 установлены многоярусные подвески (МП) 25 с фиксирующими приспособлениями 7с ловителями 23, взаимодействующими с хвостовиками МП 25. В систему управления линии включено приспособление точного останова манипуляторов, выполненное в виде установленного на мосту 8 бесконтактного конечного выключателя 17 и воздействующего на него набора раздвижных пластин 18, установленных через шарннр 19 на пути 10. При этом К 12 установлены со смещением одна относительно другой по горизонтали на шаг МП 25, количество их на каждом манипуляторе
,-
Изобретение относится к автома- тизации перегрузки изделий с конвейеров на подвесной конвейер в автоматической линии для электромагнитной термообработки связок электроизоляторов.
Целью изобретения является упро щение конструкции и повьшение производительности .
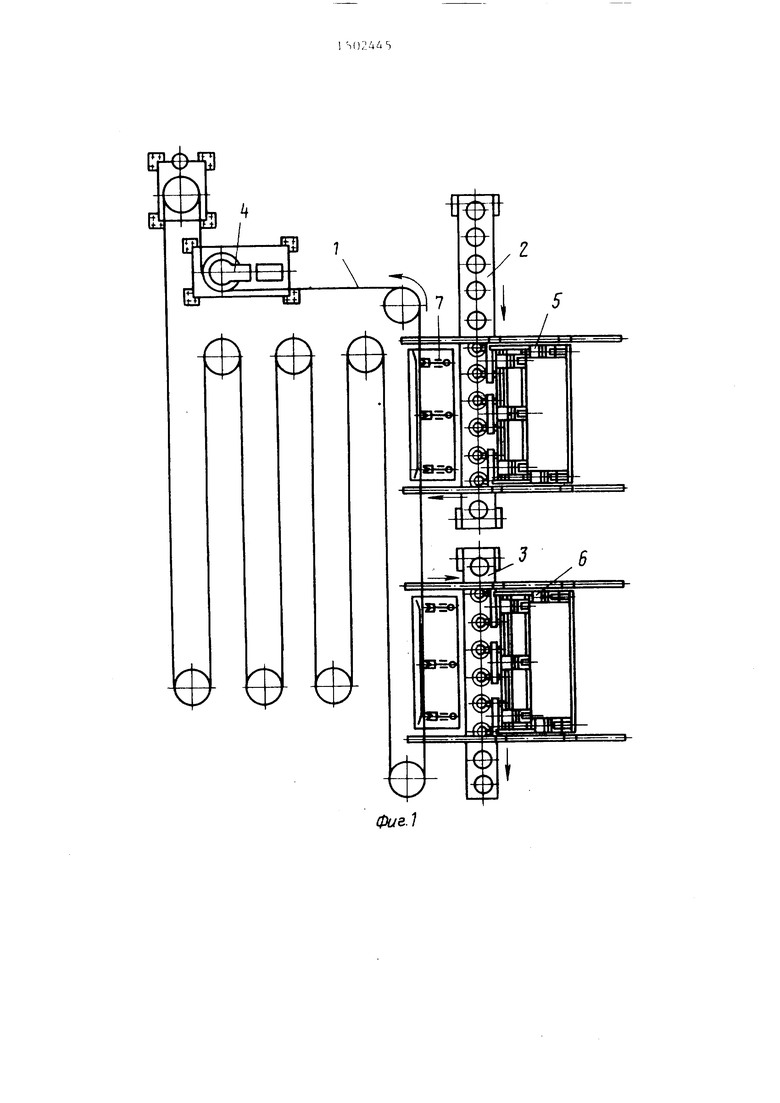
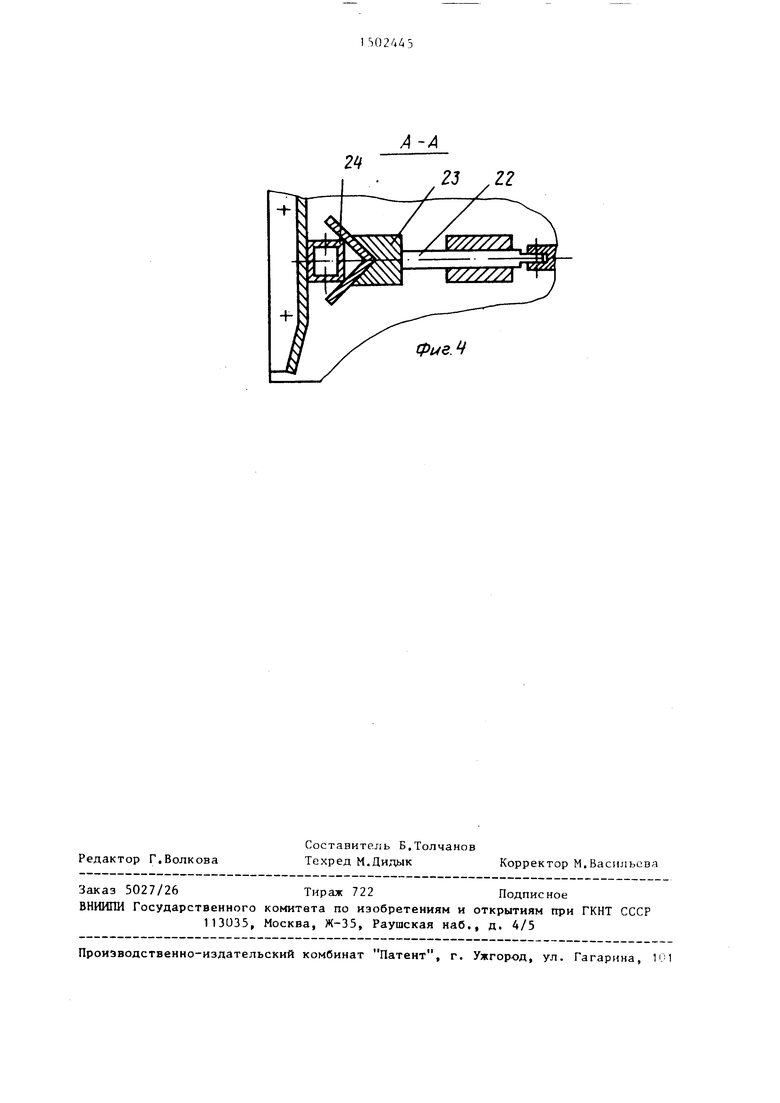
На фиг. 1 дана предлагаемая линия вид сверху; на фиг. 2 - то же, в аксонометрии; на фиг. 3 - то же, общий вид; на фиг. 4 - сечение А-А на фиг. 3.
Автоматическая линия содержит конвейер 1, подающее приспособление в виде конвейера 2 для подачи изде- ЛИЙ , приемное приспособление в виде конвейера 3 для приема изделий, шаговый привод 4, устройство для передачи изделий, которое включает манипулятор 5 загрузки и манипулятор 6 разгрузки, которые идентичны, и фиксирующее приспособление 7.
Манипуляторы 5 и 6 состоят из подвижного моста 8 с приводом 9, установленного на горизонтальных направ- ляицих путях 10 поперечно к трассе подвесного конвейера 1. Мост 8 оборудован вертикальными направляющими 11, на которых установлены подвижные каретки 12 со схватами 13. На мосту 8 расположены приводы 14 подъема кареток 12, связанные с ними цепь 15. Привод 9 моста В снабжен электротормозом 16. 1ля автоматической остакратно количеству ярусов {-Ш 2Ь и они расположены на манипуляторе до диагонали со смещением по высоте, равным шагу между ярусами. Манипулятор захватывает схватами 13 с подающего приспособления партию изделий 26, поднимая их на разную высоту и располагая К 12 по диагонали. Мост 8 перемещаегся к ПК 1, хвостовики МП 25 которого фиксируются ловителями 23. При опускании К 12 и разжатия схватов 13 изделия 26 укладываются на МП 25 по диагонали. При ходе ПК 1 на шаг, равный шагу МП 25, процесс загрузки повторяется, при этом на МП 25 докладывается одно изделие 26. 2 з.п. ф-лы, 4 ил.
30
5 , 35
0 45
5055 юновки манипулятора на мосту 8 установлен бесконтактный конечный выключатель (БВК) 17, воздействующий элемент которого выполнен из нескольких пластин 18, закрепленных на шарнире 19 направляющих путей 10 с возможностью их раздвижки.
Фиксирующее приспособление 7 размещено -под направляющими путями 10 и состоит из пневмопривода 20, соединенного посредством рычага 21 с штангами 22, снабженными ловителями 23, которые взаимодействуют с хвостовиками (нижней частью) 24 многоярусных подвесок 25 конвейера, несущих изделия 26.
Управление устройством осуществлено посредством системы электроавтоматического управления (не показан), в которое включен бесконтактный конечный выключатель 17, являющийся приспособлением точного останова манипулятора 5 и 6.
Каретки 12 установлены в вертикальных направляющих 11 со смещением одна относительно другой по горизонтали на шаг подвесок 25, а расположены йаретки 12 на манипуляторе 5 и 6 по диагонали со смещением по высоте, равным шагу между ярусами подвесок 25. Количество кареток 12 на каждом манипуляторе 5 и 6 кратно количеству ярусов подвесок 25.
Устройство работает следующим образом.
15
(Сначала настраивают систе гу управления точной остановкой манипулятора 5. rUiH этого, определив путь, проходимый манипулятором 5 по инерции после отключения электродвигателя привода 9, раздвигают на шарнире 19 пластины 18, воздействующие яа БВК-1 на соответствующую ширину.
Затем включают кон-вейер 2 и пода- ют партию изделий 26 к манипулятору 5 загрузки. Одновременно включают фиксирующее приспособление 7, пневмопривод 20 которог о через рычаг 21 подает штанги 22 с ловителями 23 вперед, и фиксируют подвески 25 за хвостовики 24.
Манипулятор 5 по горизонтальным направляющим путям 10 с опущенными каретками 12 и разжатыми схватами 13 подходит к конвейеру 2, схваты 13 захватывают изделия 26, включаются приводы 14 подъема кареток 12, которые поднимают каждую пару изделий 26 на уровень, соответствующий ярусу подвесок 25 конвейера 1. Манипулятор 5 перемещается к конвейеру 1 и схваты опускают изделие 26 в соответству- гнезда подвесок, обеспечивая диагональную загрузку подвесок 25 конвейера 1.
После отхода манипулятора загрузки 5 в исходное положение включается конвейер 1 и подвески 25 перемещаются на один шаг. Далее цикл загрузки повторяется, загружая каждый следующий ярус подвески.
Изделия 26, пройдя технологические операции на трассе конвейера 1, подаются им в зону разгрузки, где расположен манипулятор 6.
Разгрузка конвейера 1 и установка изделий 26 на конвейер 3 производится манипулятором 6 в порядке, обратном описанному при загрузке.
Точная остановка манипуляторов в необходимых местах осуществляется следующим образом.
При подходе манипулятора к месту остановки БВК 17 надвигается на воздействующий элемент из пластин 18, электросхема управления приводом 9 моста 8 выполнена так (не показано), что в момент входа пластин 18 в паз БВК 17 отключается электродвигатель привода 9, а в момент выхода пластин 18 из паза БВК 17 включается электротормоз 16 привода 9.
5
0 5 д
Q
5
5
0
4
Ширина раздрижки пластин 18 подбирается опытным путем, причем счна должна быть меньше пути, проходимого манипулятором по инерции (без торможения) после отключения электродви-га- теля привода 9.
Для установки манипулятора 5 в оп- редрпенном положении шарнир 19 прикреплен к направляющему пути с возможностью его подвижки. Формула изобретения
на него набора раздвижных пластин, шарнирно установленных на горизонтальных направляющих путях с возможностью их раздвижки.
фиг.1
Фиг. 2
фие.
| Устройство для навески и съема изделий с подвесного конвейера | 1976 |
|
SU698867A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для перегрузки подвесок с подвесного грузонесущего конвейера на рабочее место | 1975 |
|
SU612868A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
