со
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| Способ изготовления стержневых резьбовых изделий | 1989 |
|
SU1766573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ С ОБРАТНЫМ КОНУСОМ | 1995 |
|
RU2080202C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| Способ высадки стержневой заготовки | 1985 |
|
SU1355340A1 |
| Способ изготовления ступенчатыхдЕТАлЕй | 1979 |
|
SU821014A1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2039625C1 |
| Способ высадки деталей с прямым шлицем на головке | 1990 |
|
SU1784391A1 |
Изобретение откосится к обработке металлов давлением и может быть использовано при изготовлении стержневых изделий с головкой, имеющей два диаметрально расположенных выступа. Цель изобретения - повышение качества изделий и экономия металла. Предварительная высадка заготовки производится с образованием головки эллипсной формы. Окончательная высадка производится путем ориентирования большей оси эллипса вдоль линии, соединяющей выдавливаемые выступы головки. В результате обеспечивается получение головки правильной круглой формы, что снижает расход металла. 1 ил.
Изобретение относится к технологии изготосления стержневых изделий с двумя- диаметрально расположенными выступами на головке.
Наиболее близким к предлагаемому является способ изготовления стержневого изделия с парой выступов на головке.
Недостаток этого способа - низкое качество головки и перерасход металла из-за эллипсности.
Цель изобретения - пооышение качества штампуемых изделий и экономия металла.
Поставленная цель достигается за счет того, что предварительную высадку производят с образование головки эллипсной формы, о окончательную нысадку производят, ориентируя большую ос о эллипса вдоль линии, соодиняющсй гчыдпо.-нтломые выступы re/to 1)хи.
В известном способе после окончательной высадки головка имеет форму эллипса с меньшей осью, проходящей через выступы (за счет тормозящего действия пыемок в инструменте, где они формируются). Предварительное формирование головки е форме эллипса и ориентирование ее на позиции окончательной высадки так, что большая ось эллипса совпадает с линией, соединяющей выступы, (или выемки в инструменте, где они выдавливаются, т.е. в направлении за- .трудненного течения металла), обеспечивает получение голооки правильной круглой формы, что повышает качество изделия.
Так как в известном способе изготовления стержневого издолия с выступами к номинальному обьему головки требуется прибавить дополнительный обьом металла для компенсации эллипса, то реализация предлагаемого способа, исключая последний слзглемый объем, путем получения гоч о
00
ю со
лопки прзпмльной круглой формы сократит расход металла. Уменьшение набора металла, идущего на голопку, повысит ее устойчивость г.рм высаду.о и снизить энергосиловые парямет(.; штамповки,
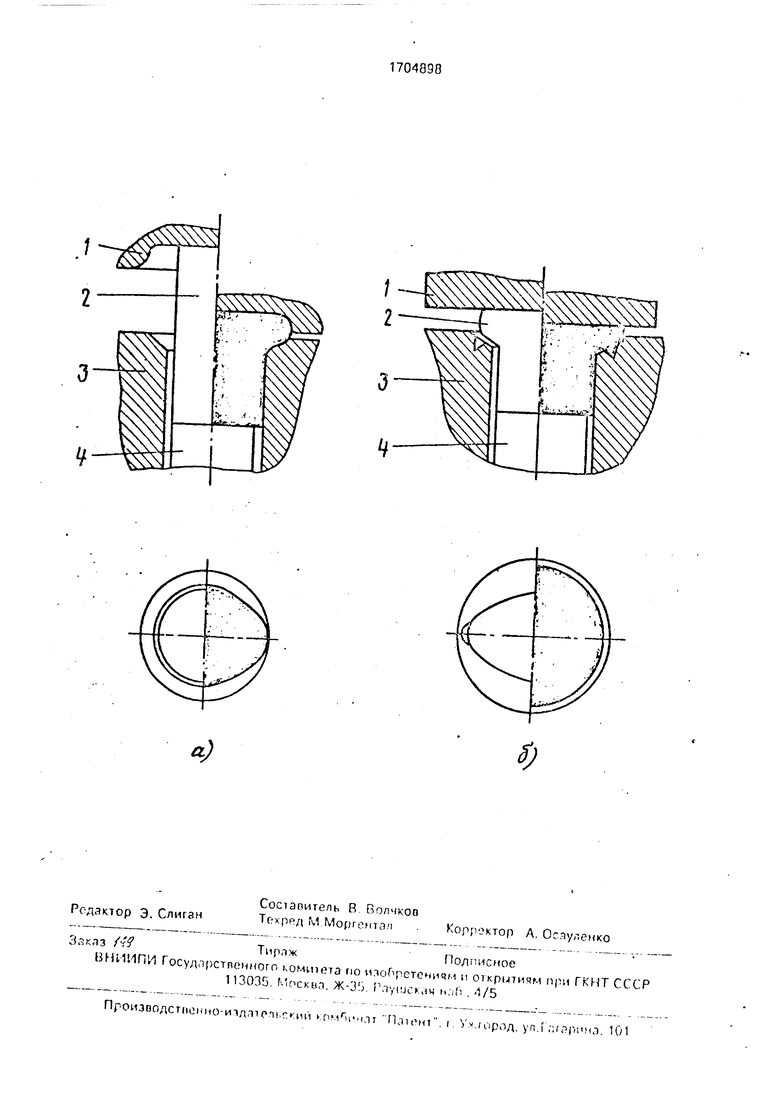
И; ч-зртеже схематически изображено: а)- НЗЧУЛО деформироппния, предоэрктсль- пая nuca.v.a; С) - о;:ончани.э деформировать , окончательная виоадка; внизу - вид сверху.
На чертеже приведены следующие обозначения: 1 - пуанссн, 2 - заготовка, 3 - матрица, 4 - выталкиватель.
Способ осуществ/ ют следующим образом.
Предварительная высадка производится с образованием головки эллинской формы за счет наличия насечек, нанесенных диаметрально нз контактной поверхности пуансона (затрудняющих течение металла в этом направлении). Вследствие ориентации матрици окончательной позиции так, что линия, соединяющая выемки в матрице, лежит в плоскости, перпендикулярной плоскости, проходящей через линию, на которой распо-
ложены насечки на предварительном пуан- соме, достигается совмещение большей оси зллипсной голоаки предварительной высадки с направлением затрудненного течения металла, проходящим через выемки матрицы окончательной высадки. Набор металла Ьыл уменьшен на 10 % (по отношению к объему головки). Эллипсность отсутствовало,
Использование изобретения позволит повысить качество изделий и экономить металл.
Формула изобретения Способ изготовления стержневых изделий е головкой, имеющей пару диаметрально расположенных выступов, включающий предварительную и окончательную высадку головки, отличающийся тем, что. с целью повышения качества изделий и экономии металла, поедваоительную высадку производят с образованием головки эллип- сной формы, а окончательную высадку производят, ориентируя большую ось эллипса вдоль линии, соединяющей выдавливаемые выступы головки.
)
Ч
$
| Попов В | |||
| А | |||
| Холодная высадка металлов | |||
| М.: Машгиз, 1955, с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
