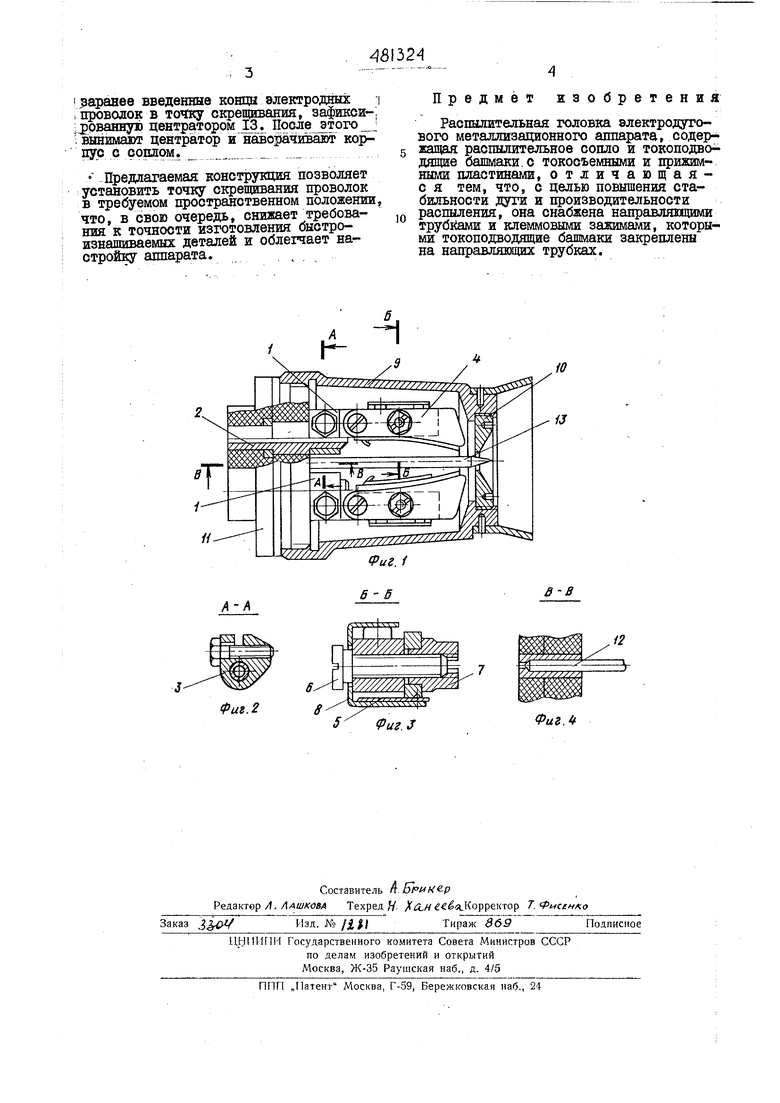
Изобретение касается газотёрмоиёского нанесения покрытий и может исполь зоваться в конструкцияа электродуговях металлизавдонных аппаратов. Известна распылительная головка электрод1угового металлизационного аппа рата, содержащая распылительное сопло и токоподводящие башмаки с токосъемными и прижимными пластиналщ. Однако известная головка не обеспечивает достаточной стабильности.ДУГИ и производительности процесса распыления Причиной этому служит смещение положения осей проволок по отношению к оси распылительного сопла, в результате чего горение дуги может переместиться в зону малых скоростей воздушного потока, а расстояние меаду проволоками превысить допустимые отклонения. Цель изобретения - повысить стабильность дуги и производительность распыления. Ддя этого предлагаемая распылительная головка снабжена направляющими трубками и клешювыют зажимами, которыми токоподводящие башмаки с токосъемными и црижимныгли пластинами закреплены на направлявших трубках. Такая конструкция обеспечивает повышение стабильности дуги и производит ельности распыления. На ери г. t. .распылительная головка, продольный разрез, на фиг. 2 - разрез А-А.на фиг. I; на фиг. 3 - разрез Б-Б на фиг. I; на фиг. 4 разрез В-В на фиг. I. Токоподщодящиё башмаки 1 закреплены на направляющих трубках 2 клеммовыми зажжгалш.З. На токоподводящие бащмаки установлены токосъемные пластины 4 и прижимные пластины 5. Токосъелшые пластины зафиксированы на токоподводящих батааках винтами 6 и эксцентриковыми гайками 7. Прижимные пластины удерживаются подпружиненшдш скобами 8. Корпус 9 с распылительным соплом 10 навернут на изолированную часть головки II, В центральной части шлеется вставка 12 для установки центратора 13. Для настройки головки отворачивают корпус 9 и устанавливают центратор 13, который фиксирует положение точки скрещивания электродов. Поворачивая токоподводящие башмаки I вокруг осей направляшщх трубок 2 и перемещая токосъемные пластины эксцентриковыми гайками 7 в плоскости щ прилегания к токоподводящим башмшшм, устанавливают
заранее введенные конца электродных i проволок в точ:ку скрещивания, зафикси-, ;)рванну1) центратором 13. Пооле этого . вынимают центратор и .ЧЕшают корпус с соплом.
° Предлагаемая конструкция позволяет установить точку стфещивания проволок в требуемом гфостранственном положении, что, в свою очередь, снижает требования к точности изготовления быстроизнашиваемых деталей и облегчает настройку аппарата. ,
Предмет изобретения
Распылительная головка электродугового металлизационного аппарата, содер жащая распылительное сопло и токоподводящие башмаки.с токосъемными и прижимными пластинами, отличающаяс я тем, что, с целью повышения стабильности дуги и производительности распыления, она снабжена направляющими трубйами и клеммовыми зажимами, которыми токоподводящие башмаки закреплены на направлянвдих трубках.
| название | год | авторы | номер документа |
|---|---|---|---|
| Распылительная головка электродугового металлизационного аппарата | 1975 |
|
SU575141A1 |
| Распылительная головка электродугового металлизатора | 1989 |
|
SU1706712A1 |
| Способ металлизации изделий | 1983 |
|
SU1123744A1 |
| Устройство для электродуговой металлизации | 1988 |
|
SU1565535A1 |
| Распылительная головка электродугового металлизатора | 1989 |
|
SU1699641A1 |
| Электродуговой металлизатор | 1978 |
|
SU753481A1 |
| Электродуговой распылитель | 1980 |
|
SU925407A1 |
| Распылительная головка электрометаллизатора | 1983 |
|
SU1113177A1 |
| Электродуговой распылитель | 1988 |
|
SU1565537A1 |
| Распылительная головка электрометаллизатора | 1989 |
|
SU1681974A1 |
S Фиг. J
fO
ФигЛ
